
基于数控加工技术的格肩榫改良设计研究*
2020-12-03 03:05:22关惠元
林产工业 2020年11期
汤 琳 关惠元
( 1.南京工业职业技术大学艺术设计学院,南京 210046; 2.南京林业大学家居与工业设计学院,南京 210037)
榫卯是中式传统家具主要的连接结构,在中国家具发展历程中具有不可替代的重要地位[1]。但传统榫卯由匠人手工制作,其结构特点不适宜现代数控加工,生产效率低下,制造成本高,不能满足日益增长的市场需求[2-3]。
从20 世纪60 年代开始,伴随木工机械的出现和在家具制造中的推广应用[4],关于榫卯结构现代化改良的研究也陆续出现。有学者认为榫卯结构不能适应工业化生产的需要,应避免在家具制造中使用榫卯结构[5]。还有一些学者积极研究榫卯结构的改良设计,如美国学者Eckelman[6-7]对方榫、椭圆榫、圆棒榫、螺钉连接等几种简单家具连接方式的接合强度进行比较研究。国内周忠祥[8]针对传统木框角部斜角榫结合方式,设计了4 种易于机械加工的结合形式。詹秀丽[9]等通过以3 个小圆棒榫取代单一方榫的形式,对挖烟袋锅榫进行了结构改造。薛坤[10]在其研究中结合燕尾榫、圆棒榫和磁性螺丝,从生产角度对粽角榫进行结构改造。总体来说,针对榫卯改良设计的研究内容比较分散,特别是关于中式传统榫卯现代化改良的研究较少。
格肩榫是中式传统家具榫卯特有形制之一,也是中式家具中使用最为频繁的榫接合形式之一[11]。本文选取格肩榫,基于数控加工技术对其进行结构改良,并对改良前后格肩榫的力学性能和加工效率进行比较,揭示格肩榫的承载机理,为其更合理的应用提供理论依据。
1 传统格肩榫结构改良
1.1 传统格肩榫结构特点
格肩榫是中式传统家具的典型视觉特征代表[12],同一平面上横材竖材均为方材的家具,多用此榫卯工艺。例如,椅凳类家具中横枨与腿构件的结合、柜类家具中柜身与柜门横带构件的结合[13]中,都常用到格肩榫结构。格肩榫装配效果如图1 所示:外观上,三角格肩是其突出特点,45°格肩丰富了连接处家具表面线性的艺术变化[14],可达到横竖两材纹理相契合的对应效果;强度上,由于格肩榫较平肩直榫接合,摩擦面和胶着面增大,也增加了结构连接的牢固性[15]。因此,在对格肩榫进行结构改良时,其三角格肩的形式应予以保留。
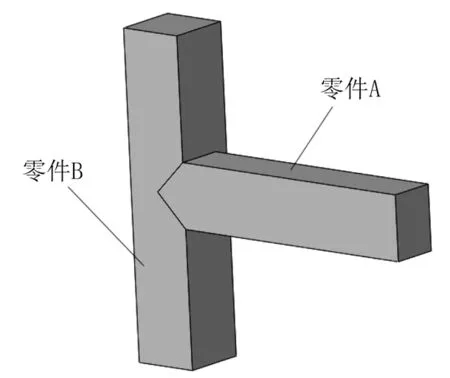
图1 格肩榫装配效果Fig.1 Assembly eあect of lattice shoulder tenon
1.2 数控加工特征
数控加工是在数控机床上进行零件加工的一种工艺方法,主要以数字信息控制零件与安装在机床刀柄上的各式刀具做线性运动完成加工过程[16]。数控铣刀的圆柱造型决定了铣刀无法完成内直角的铣削[17]。效率是数控加工追求的重要目标[18],因而,数控加工应尽可能少换刀且一次加工到位。数控加工特点总体可归纳为以下两点:1)无法一次性彻底加工内直角,内直角转折处会形成与铣刀刀径大小一致的圆角;2)加工面须与主轴方向一致,如图2 所示。
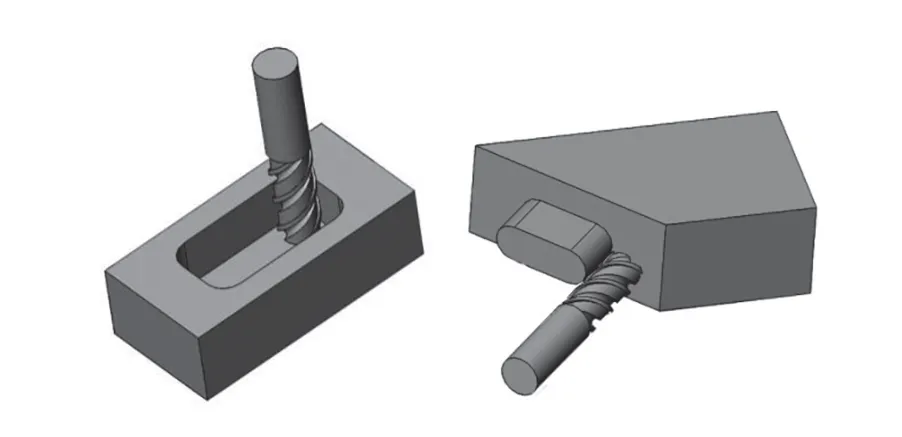
图2 数控加工特点Fig.2 Characteristics of NC machining
生产方式影响相应的接合方式,手工工具与现代数控机床的加工方式存在显著区别。因此,为适应数控生产,必须根据刀具运行特征对传统榫卯结构进行改造[19]。
1.3 基于数控加工技术的格肩榫改良
根据数控加工特点,结合传统格肩榫结构特征,提出一种传统格肩榫结构改良方案,见表1。改良前后的相同之处在于完全保留了三角格肩,因为这是格肩榫较直榫最大的外观特征;为便于铣刀一步加工到位,将内部连接的方榫改为椭圆榫。

表1 传统格肩榫结构改良方案Tab.1 Optimizing method of traditional lattice shoulder tenon
榫卯作为家具的结构连接件必须具备足够的结合强度,从而确保家具拥有足够的强度与稳定性。因此,须对改良后的格肩榫结构强度进行科学计算与评估,保证格肩榫功能不受影响。下面以榉木为材料,采用手工和机械加工相结合的形式及数控加工方式分别制作传统和改良型格肩榫试件,对这两种加工方式制备的格肩榫性能进行研究。
2 格肩榫改良结构力学性能研究
2.1 材料与方法
2.1.1 材料
选取表面无明显缺陷的榉木(Fagus sylvatica),含水率为12%左右,气干密度约为0.7 g/cm3,表面无明显缺陷。聚醋酸乙烯胶黏剂,固体含量为50%。
2.1.2 设备
力学试验设备为日本岛津AG-X万能材料试验机及自制辅助夹具。
加工改良型格肩榫的数控设备为苏州铨木智能有限公司生产的FAM1414S五轴端面加工单元,该设备可同时装夹4 把刀具,包括圆柱铣刀、端铣刀及方榫钻等,加工精度为0.01 mm。
2.1.3 试件制作
选用表面无明显缺陷的木材。将其锯切成大小为长200 mm、宽50 mm、厚30 mm和长200 mm、宽400 mm、厚30 mm的试样,材料长度方向与材料顺纹方向一致。
1) 传统格肩榫试件制作。
传统格肩榫试件由有经验的木工,采用机械和手工加工相结合的方式制作完成。图3 所示为传统格肩榫试件的加工效果。

图3 传统格肩榫试件加工效果Fig.3 Machining eあect of traditional lattice shoulder tenon
图4 所示为传统格肩榫试件的尺寸图,尺寸均选用家具生产中常见尺寸,其中榫头长、宽、厚分别为30、27.30 mm和8.20 mm。参考实木家具装配要求,经预组装试验,并结合文献[20],直榫榫头与榫眼的配合量取榫头长度方向-2 mm,榫头宽度方向+0.3 mm,榫头厚度方向0 mm,三角格肩的厚度为6 mm。制作 6 组相同试件。
2)改良格肩榫试件制作。
改良型格肩榫试件的加工程序由UG软件生成并后处理完成。改良格肩榫试件加工效果如图5 所示,尺寸如图6 所示。其中榫头长、宽、厚分别为30、30.30、8.20 mm,直榫榫头与榫眼的配合量取榫头长度方向-2 mm,榫头宽度方向+0.3 mm,榫头厚度方向0 mm,三角格肩厚度为6 mm,以保证改良后的格肩榫结合面积与传统格肩榫的结合面积基本一致。
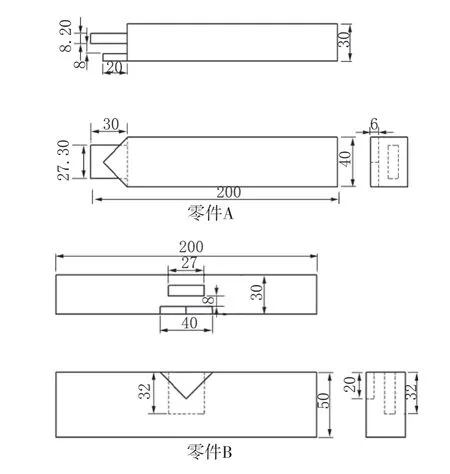
图4 传统格肩榫试件尺寸图 Fig.4 Dimension diagram of tradition lattice shoulder tenon
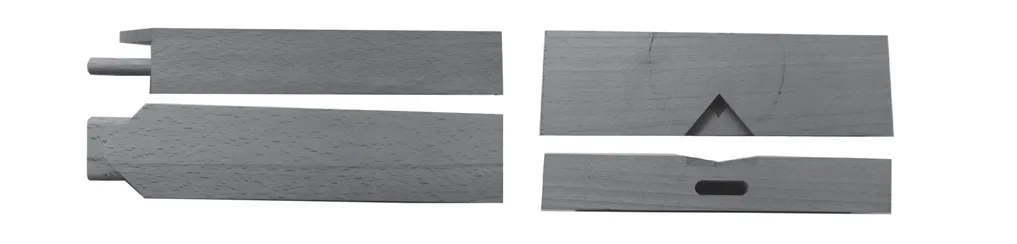
图5 改良型格肩榫试件的加工效果Fig.5 Machining eあect of modified lattice shoulder tenon

图6 改良格肩榫各构件尺寸图 Fig.6 Dimension diagram of modified lattice shoulder tenon
2.1.4 力学性能测试
格肩榫多用于家具板面框架结合处[21],常见榫头从榫眼中脱落的破坏情况。本研究对改良前后的格肩榫试件进行抗弯和抗拉强度对比测试。传统与改良格肩榫试件均分为2 组,每组各6 个,总计24 个。图7 所示为格肩榫的抗弯强度测试,P表示对试件施加的垂直向下的静载荷,加压点距离结合点顶端距离为140 mm。垂直载荷P匀速加载,速度为5 mm/min,直至格肩榫完全脱落。图8 所示为格肩榫抗拔强度测试,P表示对试件施加的静载荷,同样以5 mm/min匀速加载,直至格肩榫榫头完全被拔出榫眼。
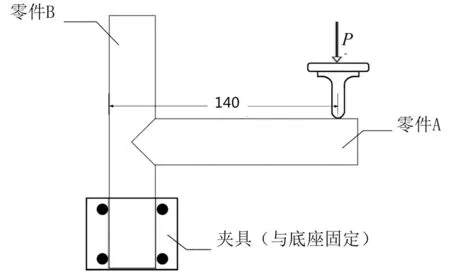
图7 格肩榫弯曲强度测试方法Fig.7 Bending strength test method of lattice shoulder tenon

图8 格肩榫抗拔强度测试方法Fig.8 Tensile strength test method of lattice shoulder tenon
2.2 结果与分析
2.2.1 格肩榫抗弯强度测试结果
图9 所示为格肩榫传统与改良两种结构的抗弯强度测试结果。由图可知,传统格肩榫的平均抗弯力为 1 083.9 N;改良格肩榫的平均抗弯力为1 293.3 N。通过对比可知,改良后的格肩榫抗弯强度比传统格肩榫上升了19.3%,且抗弯性能较传统格肩榫更为稳定。这是由于改良型的格肩榫由数控设备加工完成,尺寸精度高、加工质量稳定,而传统格肩榫不可避免地会因为手工加工方式导致尺寸和加工质量的不稳定,进而影响公差配合度和胶合效果。

图9 两种格肩榫抗弯强度测试结果Fig.9 Bending strength test results of lattice shoulder tenons
图10 所示为两种格肩榫受压破坏情况,两种格肩榫的破坏情况较为相似,榫头被从榫眼中拉出,榫头上半部分遭到破坏,榫头和榫眼的上半部分纤维被拉出,榫头材料下侧榫肩与榫眼材料榫肩缺口下半部分产生了明显的挤压变形。图10b所示为改良型格肩榫受压破坏情况,由于其加工精度更高,过盈配合效果更好,受到的极限压力更大,因而榫头榫眼挤压产生的变形会更为显著。Podskarbi等研究认为榫肩对于节点的弯矩强度有显著影响[22],格肩榫榫头两侧均有榫肩,45°的榫肩传递了部分固定端弯矩,起到降低中间榫头受压变形的作用。45°的榫肩还对结构起到约束效果,榫头不易在压力作用下从榫眼滑出[23]。

图10 两种格肩榫受压破坏情况Fig.10 Pressing failure models of lattice shoulder tenons
2.2.2 格肩榫抗拔强度测试结果
图11 所示为格肩榫传统与改良两种结构的抗拔强度测试结果。由图可知,传统格肩榫的平均抗拔力为6 093.2 N,改良格肩榫平均抗拔力为7 129.7 N。通过对比可知,改良后的格肩榫抗拔强度比传统格肩榫上升了17%。此外,通过对比,格肩榫的抗拔强度显著高于其自身的抗弯强度。
图12a所示为传统格肩榫受拉破坏情况,传统格肩榫榫头无明显破坏,榫眼端面有纤维破坏的情况;图12b所示为改良型格肩榫受拉破坏情况,其中榫头无明显破坏,但存在榫眼端面发生材料撕裂的情况。产生这种情况的原因主要有两点,一是榫肩与榫眼端面接触面也涂抹了胶黏剂,因而在拉动榫头的过程中,会造成榫眼端面材料的撕扯破坏;二是数控加工完成的改良格肩榫尺寸更精确,榫头过盈配合效果更显著,也会加剧榫眼端面材料的破坏程度。
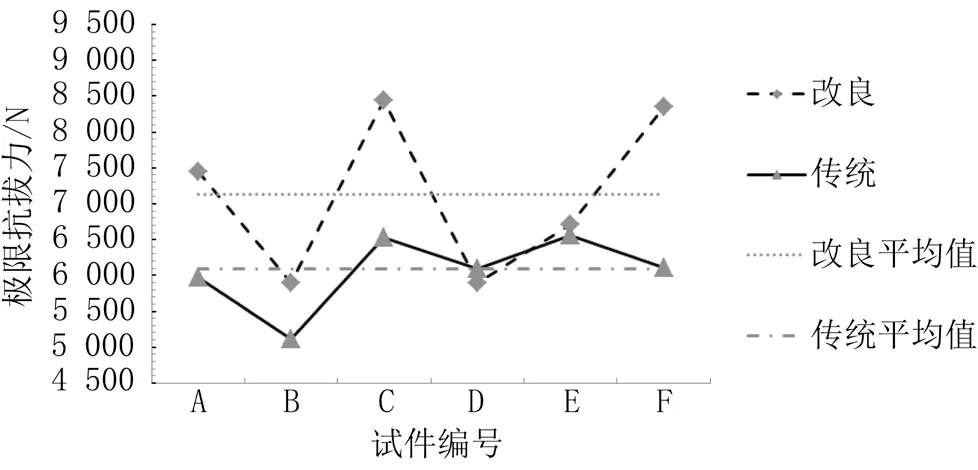
图11 两种格肩榫抗拔强度测试结果Fig.11 Tensile strength of lattice shoulder tenons

图12 两种格肩榫受压破坏情况Fig.12 Pressing failure models of lattice shoulder tenons
3 格肩榫改良结构的加工效率
工时研究的一般方法包括直接测量法、间接推算法和累计法[24-25]。本研究采用直接测量法,通过现场直接计时,确定各类型榫卯的加工用时。改良前和改良后的格肩榫加工效率如图13 所示,其中A、B分别表示带榫头的零件、带榫眼的零件(见图1)。由图13 可知,改良型格肩榫的加工效率明显优于传统手工加工,加工效率(其中包括上下料、机械回原点、加载加工程序,共17s)较传统形式提高了282.4%。其中,改良后的零件A用时比传统手工提高了240.9%,零件B用时比传统手工提高了326.8%。

图13 两种格肩榫加工用时对比 Fig. 13 The processing time of traditional and modified lattice shoulder tenons
4 结论
本研究选取格肩榫这一中式传统家具特有的榫卯形式,分析并总结了格肩榫的结构特征和数控加工技术特点,在保留其原有结构特征的基础上,对传统格肩榫进行了改良设计。分别采用传统机械与手工相结合的加工方式、UG编程、五轴端面数控机床加工方式,制造出传统与改良格肩榫试件。通过对比两组试件的力学强度和加工效率,得出以下结论:
1)当接合面积相同时,改良后的格肩榫极限抗弯强度较改良前提高了19.3 %,且由于改良后的格肩榫采用数控加工,试件尺寸精确度更高,其抗弯强度也更稳定;改良后的格肩榫抗拔强度比改良前提高了17 %,且格肩榫的抗拔强度显著高于其自身的抗弯强度。
2)改良后的格肩榫加工效率明显优于传统手工加工,加工效率较传统形式提高了282.4 %,极大地缩短了加工时间。且机床一次装夹即可完成加工,加工后即可装配完成,大大节约了人力成本。
本研究仅对中式榫卯代表之一的格肩榫进行了改良设计研究,还有很多中式传统家具榫型,同样亟待解决数控加工难题。本研究提出的榫卯改良方法、力学试验与加工效率结合的研究方法,可为研究其他榫卯改良设计、评价榫卯改良效果提供借鉴,以更好地指导实际生产。
猜你喜欢
玩具世界(2022年3期)2022-09-20 01:45:52
中国科技纵横(2021年22期)2022-01-08 02:15:36
阅读与作文(小学高年级版)(2020年12期)2020-12-23 04:34:37
河北画报(2020年8期)2020-10-27 02:54:40
航空制造技术(2020年7期)2020-07-01 09:46:50
现代装饰(2019年10期)2019-10-17 02:04:00
竹子学报(2019年1期)2019-09-12 06:44:14
现代装饰(2018年12期)2018-12-29 13:03:36
中华手工(2015年5期)2015-05-11 12:22:39
精品(2015年8期)2015-01-03 08:07:29
