
壁厚测量工装设计方案
2020-11-20 02:07李艳
装备维修技术 2020年7期
李艳
摘要:作为维修单位产品各部位尺寸测量是检验产品是否合格的有效手段,尤其是航空产品更不能有半点的马虎,一些看似不起眼的小细节,可能就会影响到维修产品质量,成为第一块倒下的多米诺骨牌,直至最后悲剧的发生。
本文系根据直升機旋翼浆毂轴向壳体修理的使用要求及相关参数,参考《旋翼浆毂轴向壳体故检工艺规程》,在满足测量的基础上,根据工厂实际设计该测量夹具。
关键词:概述;分析工装设计申请;确定设计方案;关键零件设计说明;夹具的使用说明;夹具使用注意事项;保养及维护;总结
引言
浆毂是直升机旋翼传动轴与旋翼桨叶的连接结构,它的主要作用有两点,一是将传动轴动力传递给旋翼,二是控制旋翼桨叶在三个方向上的运动来实现直升机机动。除此以外,浆毂还直接影响着直升机桨叶的寿命及噪音水平。由此可见,在一架直升机的设计中,浆毂的作用至关重要。如果说发动机是直升机的肌肉,那么浆毂就是直升机的骨骼。在修理直升机旋翼浆毂轴向壳体的过程中,发现壳体局部部位有损伤,打磨修理损伤后用量具对其壁厚进行测量,查看是否满足工艺要求。
因此,经过分解、修理后的浆毂轴向壳体必须满足大修工艺要求的各项测量要求,为满足浆毂轴向壳体壁厚的测量,进行了下面专用夹具的设计。
1 基本情况
在修理浆毂轴向壳体的过程中,需要测量壳体的壁厚,因测量部位深度有215mm,深度深、存在异形,采用标准量具无法直接测量壁厚。为了克服壁厚测量在现有技术中所存在的“采用传统的测量方法无法实现、采用新技术三坐标测量也有一定限制”的问题,确定设计专用测量工装。
2 确定方案
2.1、整体结构形式
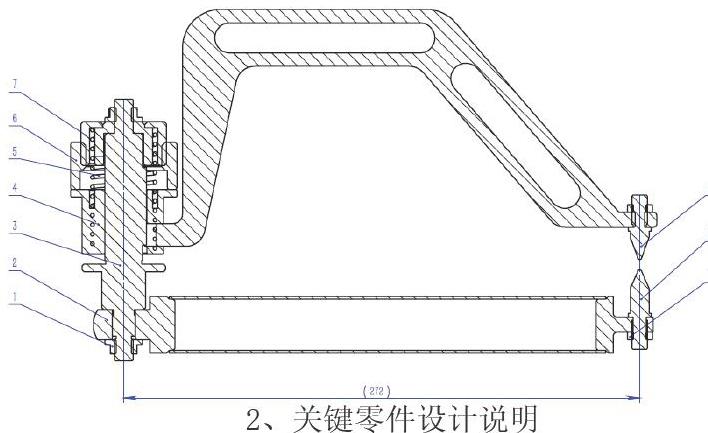
如下图所示,该夹具由压紧螺母1、测杆组件2、轴3、测量组件4、弹簧5、限位螺母6、衬套组件7、测头一8、测头二9、标准螺母10、4.2mm塞规11、5.4mm塞规12、5.9mm塞规13、6.0mm塞规14组成。
2、关键零件设计说明
2.1、塞规
如图所示塞规材料采用40Cr,热处理硬度为48-53HRC,该材料具有较高的耐磨性,不易擦损被测量表面光洁度等优点,量规采用分级测量,根据产品不同部位的实际测量尺寸进行选配,测量时应满足塞规通端可通过,止端不能通过,塞规作为精密偶件在不使用时应油封保存,并定期对塞规进行校验,保证产品测量的可靠性。
2.2、测头
测头采用圆锥结构,测头测量按球形倒圆,实现与产品的点接触以保障测量准确性,测头材料为40Cr硬度为48-53HRC,以保障其使用耐磨性。
2.3、测量套
测量套主要用于测量组件4的轴向移动定位,控制组件4只能沿轴向方向移动,测量套中间的键槽和轴3配合限制其旋转自由度,保证了测量的准确性。
2.4、轴
轴材料采用40Cr,热处理硬度为38-43HRC,该件用于连接左右测量组件,为保证测量的准确性,轴和测量套应采用小间隙配合。
3 使用说明
3.1、使用壁厚测量工装时,应检查工装两测头、两塞尺端面是否有效接触,两测量组件应在弹簧力作用下伸缩自如。
3.2、将工装两测头放置在产品需要测量的位置,根据产品测量位置尺寸确定所需塞尺。
3.3、用选好的塞尺测量工装A处尺寸,若塞尺通端能通过止端不能通过,则产品厚度满足工艺要求。
4 注意事项、维护保养
4.1、使用注意事项:
4.1.1、使用前应仔细检查零件无裂纹,测头无变形、碰伤、腐蚀。
4.1.2、塞尺作为精密偶件在不使用时应油封保存,并定期对塞尺进行校验,保证产品测量的可靠性。
4.1.3、各项操作均应注意防止碰撞,严禁盲目强行操作。
4.2 、维护与保养
4.2.1、使用完成后,将塞尺清洁干净,并将其油封保存。
4.2.2、将测量夹具清洁干净,并将其存放于通风、干燥、无酸碱环境的工具柜(架)。
4.2.3、严禁敲击、磕碰、抛扔,以防止测量夹具变形而影响使用。
4.2.4、塞尺应进行定期效验,效验周期一年。
5 结论
本测量夹具由标准量块组件、测量控制组件、手柄组件、左右测头组件组成。标准量块采用通止规原理设计,以达到测量目的。其操作简单、快捷,测量稳定性好,避免了人为操作误差,降低了操作者的劳动强度,实现了传统测量方法和先进测量设备都无法完成的测量手段。
工装设计的质量,对生产效率、加工成本、产品质量以及生产安全等有直接的影响,为此,设计工装时必须考虑实用性、经济性、可靠性等。通过本次工装设计,不仅增强了对测量工艺装备专业性知识的系统化了解,而且将专业知识、设计能力和实践能力有机的结合在一起。收获更深的应该是夯实并拓宽了设计工装夹具的思路以及对设计的思维原则性和灵活性的锻炼。
参考文献:
[1]旋翼浆毂轴向壳体故检工艺规程.
[2]机械设计手册(上册 第一分册),化学工业出版社,1987年12月.
猜你喜欢
电子乐园·下旬刊(2022年5期)2022-05-13
交通科技与管理(2021年13期)2021-09-10
科学与财富(2021年34期)2021-05-10
河南科技(2020年36期)2020-06-10
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
卷宗(2016年11期)2017-03-24
科技资讯(2016年8期)2016-05-14
山东工业技术(2016年8期)2016-04-14
卷宗(2016年1期)2016-03-21
