
铝钎焊炉系统控制及故障分析
2020-11-19 10:20周振华
装备维修技术 2020年10期
周振华

【摘 要】介绍了大型氮气保护铝钎焊炉控制系统的开发。该控制系统所实现的功能主要是温度控制和逻辑控制,要求的控制点数多,各个被控对象互相关联。控制系统核心为可编程序控制器,通过频繁击穿功率调节器可控硅,炉门个别加热区域升温慢,加热器连线电缆压线鼻子处异常烧断,加热电源总断路器不能有效合闸,给出钎焊炉加热系统维护保养经验。
【关键词】铝钎焊炉;控制系统;加热系统;故障处理;
1 前言
氮气保护铝钎焊是指在氮气保护状态下,用熔点比基体金属低的液态钎料填充基体金属间隙而形成牢固结合的焊接方法,填充基体金属微小间隙的过程是靠毛细管吸力完成的。我国自20 世纪80 年代至90 年代,氮气保护铝钎焊工艺和氮气保护铝钎焊设备得到了较大发展,提出了成熟的小型铝制板翅式换热器的工艺规程
和对铝钎焊设备的技术要求。随着工业自动化水平的不断提高和计算机技术的高速发展,自动化控制水平也越来越高,但是可编程序控制器( program logic control,以下简称PLC) 作为一种控制装置,能够把计算机的完备功能、灵活性、通用性等优点和继电器系统的简单易懂、操作方便、价格便宜等优点集于一身,并且能够适应工业环境。所以,可编程序控制器在氮气保护铝钎焊炉电气控制系统中作为控制核心来使用,是有其明显优势的。
2 铝钎焊炉的机械结构
铝钎焊炉的主体是由加热室、炉体、前后炉门以及各个功能部件组成。加热室安装在炉体内,由多个加热电阻和保温层构成,加热电阻通过炉体外部电极和电缆的连接构成28个加热小区,每个小区分别由一套可控硅调压电源回路供电; 炉体为双层水冷夹套式结构,上面焊接有钎焊炉必需的功能部件,并和前后炉门构成氮气保护室; 前后炉门也为双层水冷夹套式结构,分别安装在可沿着与炉体轴线垂直方向平移的炉门车上,炉门还可在炉门车上靠气缸的驱动作沿着炉体轴线方向的平移,炉门的两个方向的平移使炉门能够打开和关闭。钎焊炉的外围系统包括氮气保护系统、水冷系统、充气系统、气动系统和炉外装料车。
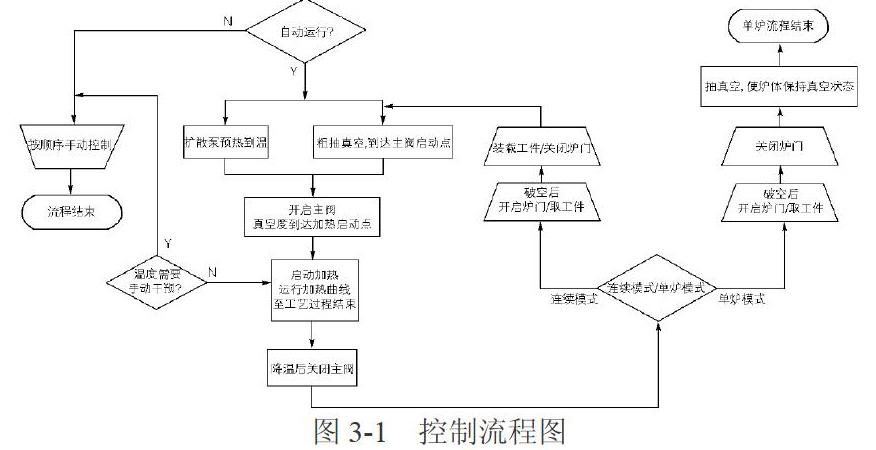
3 控制系统布局
基于这台设备的机械系统,构建以PLC 为核心的电气控制系统。电气控制系统可以分为两部分,温度控制部分和逻辑控制部分,逻辑控制部分由PLC 来完成,上位机上的组态软件作为主监控界面。电气系统的开发过程分为硬件系统的开发和软件系统的开发,硬件设计主要包括加热回路、泵回路、运行车回路和仪表的选型等。加热室内有许多加热小区,在控制系统的加热回路中,为每个加热小区供电的是一套可控硅调压电源,可控硅调压电源包括功率控制器和变压器两部分。输出电压的调节范围比较宽,一般为额定输入电压的0 ~ 98%。每个加热小区有各自独立的一套可控硅调压电源。可控硅调压电源的变压器原边接入电网,副边由炉体电极连接各个加热小区的电阻。调压电源的输出功率的调节方式分为手动调节和自动调节,手动/自动可通过控制柜上的转换开关来切换。
泵回路主要为系统的5 套机组的所有泵的电机供电,并将供电回路的空开的一个常开触点接入PLC 的输入模块中作为泵的空开自检点。泵及阀门的动作也分为手动和自动控制,也可通过控制柜上的转换开关来切换。控制柜上的各个泵和阀门的开关按钮接入PLC 的输入模块中,通过PLC 的程序处理来输出对各个泵和阀门的运行信号和开关信号。
运行车回路主要为运行电机供电,通过气缸电磁阀、磁性开关、行程开关和继电器等搭建的控制回路进行控制。
4 设备故障及处理
4.1 加熱系统故障处理
项目设备试机阶段,钎焊炉在冷炉启动瞬间,动力配电柜内变压器发出非常响的电流噪声,且可听到电容补偿柜内接触器吸合的“砰砰”响声。钎焊炉运行过程中,总是随机烧坏1 只加热功率调节器的可控硅。厂家调试人员检查加热系统中的各项元件及动力线路接线后,判断是工厂电源不稳定所致。公司相关人员监测工厂电源质量,发现钎焊炉启动过程中,低压配电系统中电流谐波成分相当大。炉自身配有的50 kvar×8 分组投切电容补偿柜,其响应速度有些滞后且投切过程中会产生很大涌流,在炉子持续加热过程中甚至有过补现象。。因此单凭这组电容补偿柜很难消除电源谐波引起的瞬间电压波动,这也就是功率调节器可控硅频繁击穿的原因。采取两项应对措施:①厂家将调功器内部电源滤波及稳压功能的1 块集成电路板01PCA145-01,更新为增强型02PCA145-01电路板;②加装1 台300 A 的有源滤波柜UPQC-300F/4-300-400。实施两项措施后,3 年来未再出现击穿功率调节器可控硅的现象,而且加热速率也可提高至50 ℃/min。大功率可控硅调控的多区域电加热设备,在设计阶段必须要考虑可控硅调控导致的电源波动因素,并且采取有效的谐波消除措施,使设备在实际运行中正常工作。
4.2 加热器连线电缆压线鼻处异常烧断
靠近5 区左侧加热器的产品表面异常发白,判断原因是焊接过程中热量不足。检查炉子温度曲线记录,未发现5 区加热曲线明显异常。5 区额定加热电流232 A,变压器次级也就是加热电缆中的额定电流1100 A。检查加热线路发现,5 区左侧加热器并用的两根90 mm2 软电缆之一被烧断,断裂处位于线鼻尾端。怀疑是钎焊炉出厂时这根电缆与线鼻未压紧,造成温度异常并烧断电缆。修复故障线路并将其他所有加热器接线检查一遍,未发现松动现象。一段时间后,5 区右侧又有1 根90 mm2 电缆烧断,导致产品报废率增加。修复故障电缆,再次检查所有电缆线鼻子,发现仍有个别压线存在轻微松动,而且松动处电缆线鼻上的绝然保护套管都有些轻微焦黄,将松动线鼻都复压一次。造成压线鼻处松动的原因应该是反复受热膨胀所至。而且一旦出现线鼻与电缆咬合松动,结合处的温度就会因为电阻值增大而迅速提升,进而烧断电缆。为避免此类故障再次发生,将每个加热器接线柱上均粘上1 只90 ℃示温蜡片,规定每日点检是否有示温蜡片脱落。此后又陆续发现3 起电缆头温度偏高的问题,并及时排除了故障隐患点,防止了电缆烧断故障再次发生。
4.3 炉门个别加热区域升温慢
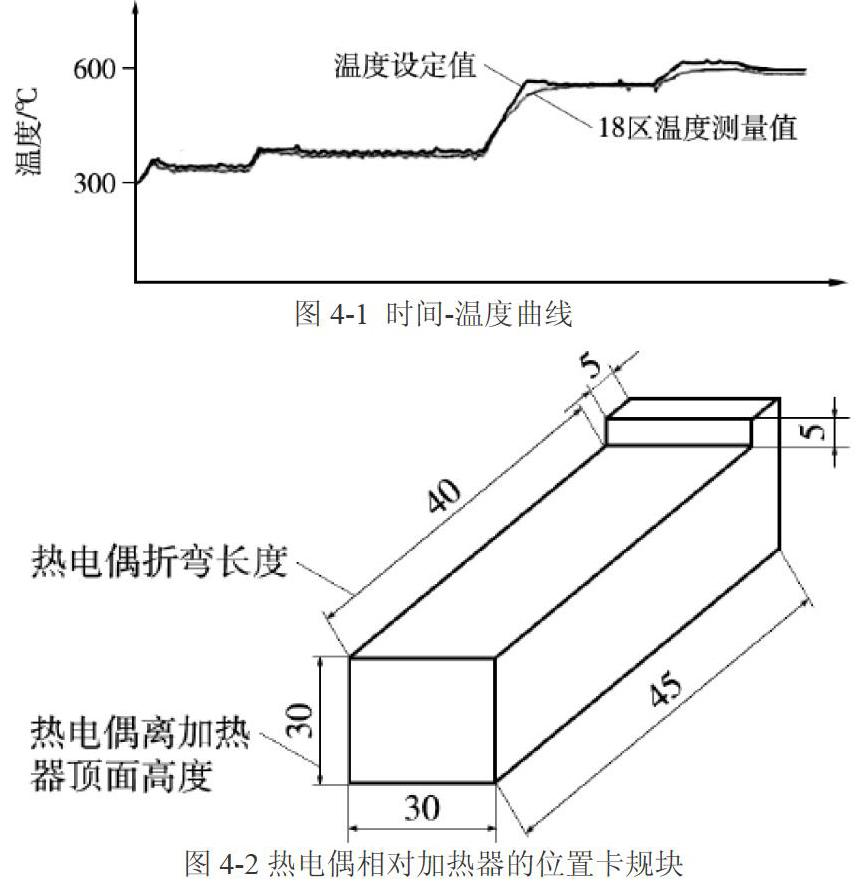
设备F1后门上部加热区(18 区)在高温阶段升温速度比其他区域慢,而且这个温度差随着时间推移越来越明显。钎焊炉对温度均衡度的要求极高,必须查明问题根源并消除温差。维修人员测量18 区低温及高温升温段功率调节器最大导通角时的电流,并与后炉门下部区域19 区的相关数据进行比较,未见异常。不放钎焊架进行升温操作,发现18 区没有问题。更换18 区的CTC 后,其温升异常现象消失。换下的热电偶送专业计量检测公司检测,确认热电偶良好。分析推断,更换热电偶改变的只是热电偶位置,位置才是出现问题的关键因素。放入钎焊架并开启后炉门检查,发现若是调整热电偶端头位置,热电偶端头会处在钎焊架的部分阴影区内,导致热电偶头不能得到应有的热辐射。通过摸索,重点要做好以下几点:
(1)定期检查热电偶的位置(位置会影响到热辐射接收能力)。制作1 只特殊卡规块,可方便检查和确定热电偶与加热带的相对位置;
(2)定期检查加热器后面的反射板,若反射板完全变黑则需要清洁其表面黑色污垢(理论上黑色物体的热辐射反射能力为零);
(3)定期校验钎焊炉内部加热区内的温度均衡度(各区热电偶经过长期工作,其温度不一定能代表真正的加热区温度,有时虽然通过卡块未发现热电偶的位置变化,但是由于热辐射的其他一些影响因素,也可能导致此热电偶控制的加热区温度与别的区域相差偏大)。在无工件的钎焊架上放置9 只热电偶,热电偶摆放在钎焊架各层的中央位置,且垂直段高度一致,然后启动加熱。记录300 ℃和600 ℃两个保温段保温20 min 后9 只热电偶的测量值,分析钎焊炉加热区内的均衡度,将9 只热电偶测量值最大差值<6 ℃定义为均衡度很好。此项检查每季度执行一次。
通过上述措施,因温升异常导致的焊接报废率突变事故发生率明显降低。
参考文献
[1]阎承沛.真空热处理工艺与设备设计[M].1 版,北京: 机械工业出版社,1998: 83.
[2]施加荣,孙力达.真空铝钎焊工艺与设备[J].真空,1990(2):8-13,36.
[3]王志明. ZM-351 真空铝钎焊炉的设计分析[J].金属热处理,1990,17(3) : 52-55,57.
[4]周有臣,戴芳,刘文英.WZ 型系列真空铝钎焊炉的研制[J].金属热处理,2002,27(11):42-45.
[5]全国真空技术标准化技术委员会,中国标准出版社第三编辑室.真空技术标准汇编[M].北京: 中国标准出版社,2008: 95-107.
猜你喜欢
博览群书·教育(2016年9期)2016-12-12
中国市场(2016年41期)2016-11-28
考试周刊(2016年88期)2016-11-24
科教导刊·电子版(2016年26期)2016-11-21
数字技术与应用(2016年9期)2016-11-09
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2015年25期)2015-09-01
