
Effect of silicon carbide and wire-mesh reinforcements in dissimilar grade aluminium explosive clad composites
2020-11-17 08:43SaravananRaghukandan
Defence Technology 2020年6期
S. Saravanan , K. Raghukandan
a Department of Mechanical Engineering, Annamalai University, Annamalainagar, Tamilnadu, India
b Department of Manufacturing Engineering, Annamalai University, Annamalainagar, Tamilnadu, India
Keywords:Explosive cladding Aluminium Wire mesh Silicon carbide Microstructure Strength
A B S T R A C T Aluminium composites are inevitable in the manufacture of aircraft structural elements owing to less weight,superior corrosion resistance and higher specific properties.These composites reduce the weight of the aircraft, improve the fuel efficiency and enhance the maintenance duration. This study proposes the development of dissimilar grade aluminium (aluminium 1100-aluminium 5052) composites with different reinforcement’s viz., stainless steel wire-mesh, silicon carbide (SiC) powders and SiC powder interspersed wire-mesh,by explosive cladding technique.Wire-mesh enhances the friction and restricts the movement of flyer plate to craft a defect free clad, while SiC particles form a band on the interface.Highest strength is obtained when SiC powder interspersed wire mesh is employed as reinforcement.The dissimilar aluminium explosive clad with SiC particle reinforcement results in lower strength,which is higher than that of the weaker parent alloy and that of the conventional dissimilar aluminium explosive clads without any reinforcement.
1. Introduction
Aircraft manufacturers concentrate on reducing the weight,fuel consumption,maintenance,initial and operational cost of domestic and defence aircrafts[1].The weight reduction,accompanied with good mechanical properties,is achieved by the judicial selection of materials for the fabrication of aircraft components [2,3].Aluminium and magnesium are widely employed in aircraft manufacturing for weight reduction [4-6].Of the two,aluminium and its composites were employed in wing and fuselage structures of the aircraft. The lower resistance to impact and complicated mechanical behaviour motivate the material scientists to develop new grades of aluminium by employing powder metallurgy technique[7,8],in which Raghukandan et al.attempted the fabrication of silicon carbide reinforced aluminium composites by explosive shock processing technique [9]. Grignon et al. prepared dissimilar grade aluminium clads by explosive cladding technique for space applications [10]. Likewise, Gulenc et al. employed explosive cladding process with stainless steel wire-mesh, at different inclinations, between dissimilar grade aluminium alloys, and recommended wire-mesh having 45°degree orientation for enhanced mechanical strength [11]. Recently, Saravanan et al. cladded dissimilar grade aluminium sheets with a stainless steel wire mesh interlayer(45°orientation)and reported that wire-mesh interlayer enhances the mechanical strength and corrosion properties [12].Likewise,explosive cladding of dissimilar metals viz.,Al-Fe,Mg-Al and Cu-Steel are reported recently [13-15]. In another endeavour,explosive cladding of aluminium and metallic glass was attempted by Hanliang et al. [16]. However, studies pertaining to the use of reinforcements in dissimilar explosive cladding of metallic sheets are scarce and hence attempted herein. In this study, Al 1100-Al 5052 sheets were explosively cladded with different reinforcements viz., stainless steel wire mesh, SiC powder and SiC powder interspersed with wire-mesh and the variation in interface microstructure and strength is correlated with the properties of the conventional explosive clad (without reinforcement).
2. Experimental
Fig.1. Explosive cladding with wire-mesh and SiC reinforcements.
Table 1 Chemical composition of participant metals.
Parallel explosive cladding of Al 1100 (flyer:80 mm × 60 mm × 2 mm) and Al 5052 sheets (base:80 mm×60 mm×5 mm),with and without reinforcements,was attempted (Fig. 1). The chemical composition of flyer and base plates were given in Table 1.
In this study, three types of reinforcement’s viz., stainless steel wire-mesh,SiC powder and SiC powder interspersed stainless steel wire-mesh were attempted. In the former one, a 0.4 mm thick stainless steel wire-mesh having 45°orientation,as reinforcement,was positioned on the base sheet(Al 5052).Similarly for the second condition, silicon carbide powder (size: 100-120 μm), having 10%weight of the flyer plate (1.5 mm thick) was dispersed uniformly across the base plate,as reinforcement.However,in the third case,silicon carbide particles(10%by weight of flyer plate)were filled in the sluices of the wire-mesh and positioned on the base plate, as reinforcement. Al 1100 sheet (flyer plate) was positioned 5 mm(standoff distance) above the base plate (Al 5052) for attempted conditions. SUN 90 (detonation velocity of 4000 m/s) was the energy generator. The explosive was packed on the top of the flyer plate and detonated by an electrical detonator,placed in one corner.A loading ratio(mass of the explosive/mass of the flyer plate),R,of 0.7 was maintained for all conditions.The process parameters were chosen based on trial experiments.
After cladding,the specimens were sectioned in the mid-region and were initially polished with different grades of emery sheets varying from#600 to#1500 sieve sizes.Subsequently,the samples were subjected to polishing in a polisher using alumina and colloidal silica suspensions, for 1 μm finish. The as-polished specimens were examined by VERSAMET optical microscope and JOEL JSM 6610LV Scanning Electron Microscope (SEM), equipped with AMETEK-EDAX analysis. The phase constitution in the Al-SiC clad interface was determined by X-ray diffraction(XRD)using a Philips X’PERT MPD diffractometer, equipped with CuKα. In addition, the Vickers hardness variation in the interface was determined by applying 25 g of load,with a dwell time of 15 s,in a ZWICK microhardness tester.The average of three values for each measurement was reported.Ram tensile test(Fig.2:MIL-J-24445A standard)was performed on the dissimilar aluminium explosive clads with different reinforcements, by compressing the ram drilled in the base plate, such that the load is applied on the interface by a UNITEK-94100 universal testing machine, and the results are reported. The fracture surfaces of the failed tensile specimen were analyzed by Scanning Electron Microscope and the results are reported.
3. Results and discussion
3.1. Microstructure
The interface microstructures of dissimilar grade aluminium explosive clad with and without reinforcements display significant diversity.The use of reinforcements transforms the molten layer at the interface of the conventional explosive cladding into a smooth interface.The optical microstructure of the conventional dissimilar aluminium explosive clad interface (no reinforcements) exhibits a thin streak of molten layer(Fig.3(a)).The molten layer,brittle and weaker locations of the clads, are formed due to the dissipation of available kinetic energy, determined by Refs. [17,18].

where ‘mf’ is the mass of the flyer plate per unit area, ‘mb’ is the mass of the base plate per unit area and‘Vp’is the velocity of flyer plate. The dissipation of kinetic energy enhances the material reactivity and supports the formation of intermetallic compounds which has a negative influence on the mechanical strength of the clad (detailed in section 3.3). Habib et al. [19], while cladding titanium-magnesium sheets, reported lower mechanical strength at higher kinetic energy conditions, as observed in this study. The EDS (Fig. 3(b)) and the XRD analysis (Fig. 3(c)) performed at the interface show aluminium peaks with a slender presence of other elements in the parent alloys and confirm the dominance of aluminium in the molten layer.
On the contrary,the introduction of stainless steel wire-mesh as reinforcement (visible as bright white streak), with the same parametric setting as before, ensures a smooth interface free from molten layer (Fig. 4(a)). On detonation of the chemical explosive,the flyer plate collides with wire-mesh positioned on the mating surface of the base plate. The surface undulations imposed by the wire-mesh cause friction to restrict the movement of the flyer plate[20].The friction developed causes additional thermal energy to be dissipated at the mating surface, which causes the lower melting point flyer plate (Al 1100:660 K) to turn molten and to fill the sluices in the wire-mesh to achieve a metallurgical bond. The sluices in wire-mesh enhances the kinetic energy utilization, and consequently, an interface free from intermetallic compounds is formed. Tamilchelvan et al. opined that the increase in kinetic energy utilization transform the molten layer into a smooth interface[21].
EDS analysis performed at the interface comprising the parent metal and reinforcement(Fig.4(a):shown in rectangle)identify Fe and Al peaks alone, indicating the absence of other elemental distribution across the interface (Fig. 4(b)).
However, the XRD spectrum shows a small Fe3Al peak along with the larger Fe and Al peaks (Fig. 4(c)). The formation of Fe3Al reaction compounds, between aluminium and steel, is consistent with the Fe-Al phase diagram and the reports of Gulenc et al.[11].
The interface microstructure of the dissimilar aluminium explosive clad with SiC reinforcement is shown in Fig. 5(a). The interface reveals the dispersion of SiC reinforcements that are visible as a continuous black patch,between dissimilar aluminium sheets, consistent with the reports of Saravanan et al. [22]. The amplitude of the interfacial waves is small and the interface is free from defects viz., ‘Jet trapping’ and continuous molten layer. The interface, however, is discontinuous at few locations as the reinforcements (SiC) were ejected during collision. The trapped SiC particles blocks the direct collision of mating surfaces,and inhibits the formation of reaction layer between flyer and base plates (as seen in conventional cladding (Fig. 3)).
Fig. 2. Ram tensile testing setup.
Fig. 3. Microstructure of the explosive clad (Al 1100-Al 5052) (b) EDS analysis (c) XRD spectrum.
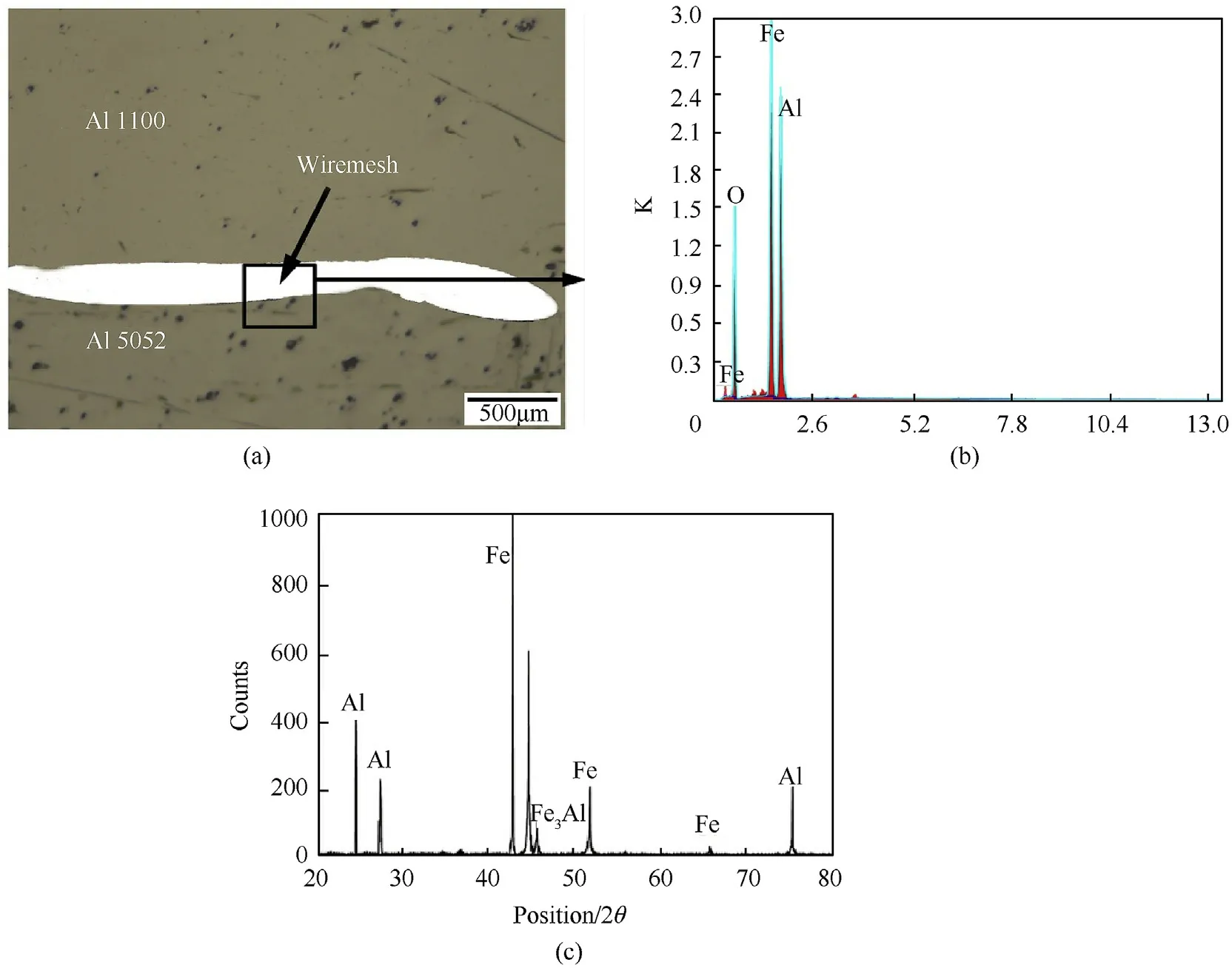
Fig. 4. (a) Microstructure of the explosive clad (Al 1100-wiremesh-Al 5052) (b) EDS analysis (c) XRD spectrum.

Fig. 5. (a) Microstructure of the explosive clad (Al 1100-SiC-Al 5052) (b) EDS analysis (c) XRD spectrum.
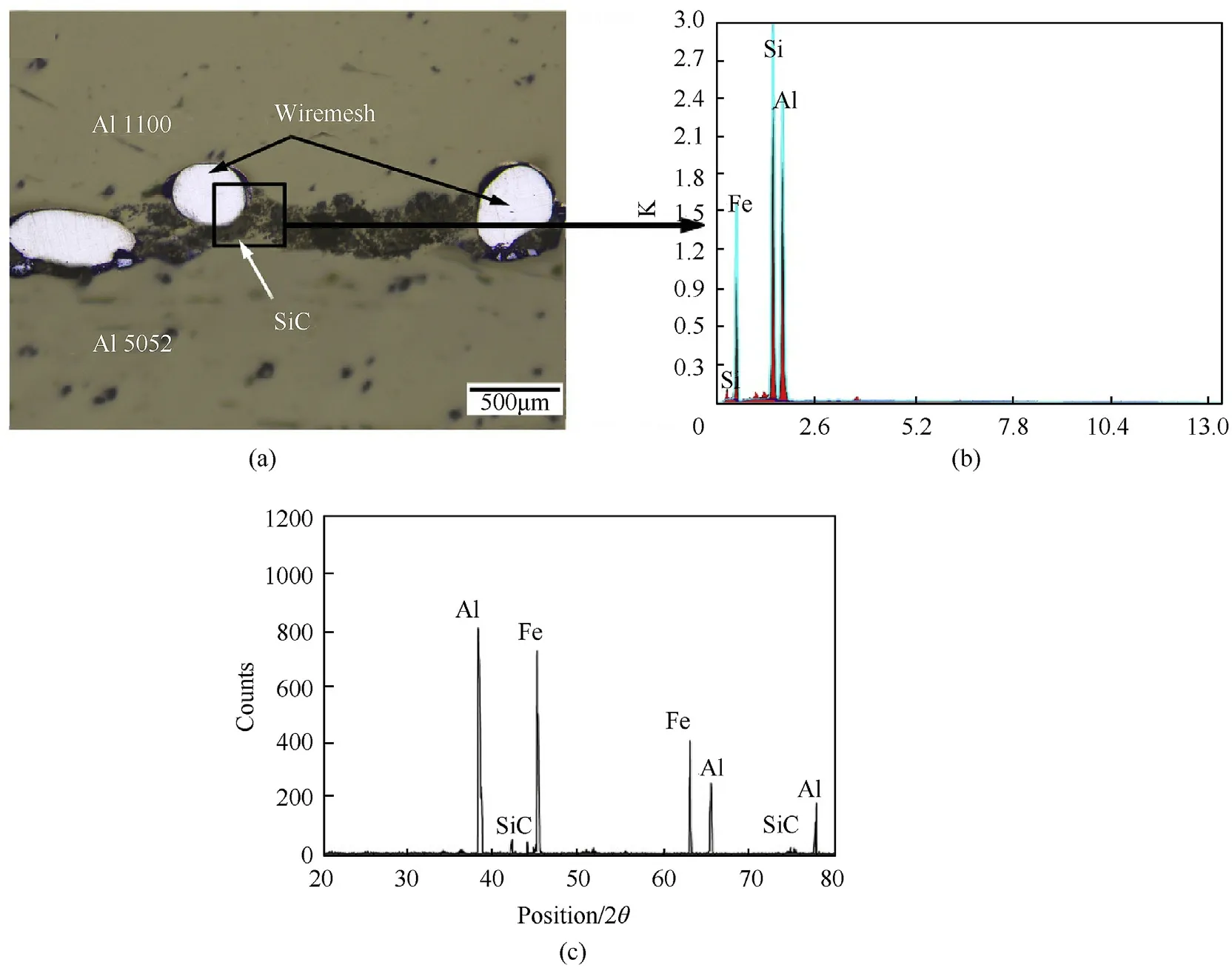
Fig. 6. (a) Microstructure of the explosive clad (Al 1100-WM-SiC-Al 5052) (b) EDS analysis (c) XRD spectrum.

Fig. 7. Hardness variation across Al 1100-Al 5052 explosive clad with different reinforcements.

Fig. 8. Stress-Strain curves of Al 1100-Al 5052 explosive clad with different reinforcements.
Arsanault [23] opined that the reaction between SiC and aluminium is not probable below the melting point of aluminium.The EDS analysis performed on the reinforcements (shown in Fig.5(b))exhibited silicon peaks and traces of Al,O and C.Presence of aluminium reaction with SiC particles is not observed.
The presence of Al and SiC peaks on the XRD spectrum(Fig.5(c))confirm the absence of intermetallic compounds at the interface.The absence of intermetallic compounds significantly increases the mechanical strength of the explosive clad, detailed in the next section.

Table 2 Mechanical strength of Al 1100-Al 5052 explosive clad with different reinforcements.
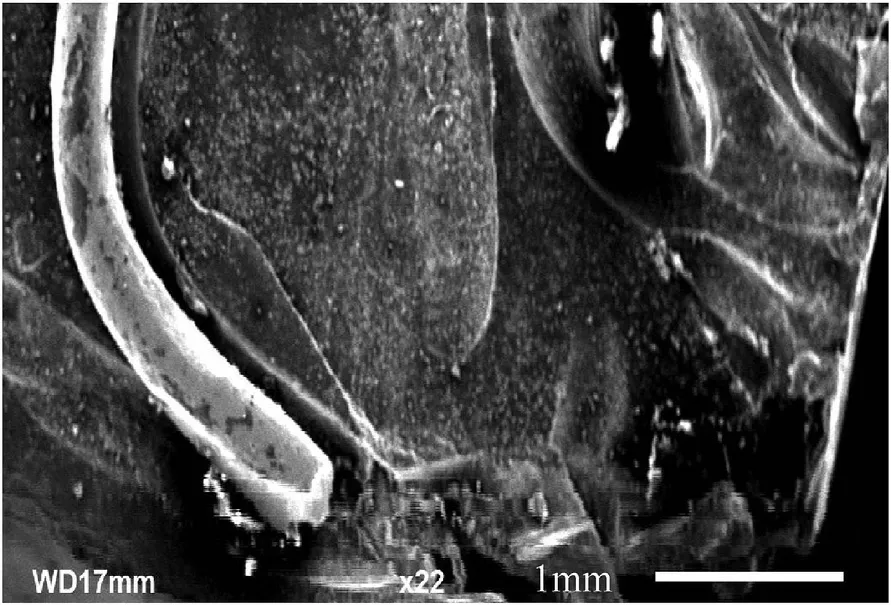
Fig. 9. Fracture surface of the explosive clad with reinforcements.
The interface microstructure of the SiC powder interspersed wire mesh reinforced dissimilar grade aluminium explosive clad(Fig. 6(a)) display the visible presence of wire mesh (visible as circular spots) along with a band of silicon carbide particles. The silicon carbide particles get trapped inside the sluices of the wire mesh, and thereby promoting a strong bonding. In addition, the chemical affinity between the principle constituents of SiC (Silica and carbon) and stainless steel (Fe) wire mesh is negligible [24].Subsequent to the absence of chemical affinity between the reinforcements SiC and Fe with the flyer and base plates, an intermetallic compound free clad emerges. Further, the EDS analysis performed at the interface (shown by a square) highlight the presence of Al, Fe and Si elements (Fig. 6(b)). The reaction compounds(Fe3Al)formed at the wire-mesh reinforced clad are absent,as the SiC streak blocks the reaction, confirmed by XRD analysis,shown in Fig. 6(c). The presence of both reinforcements and the absence of reaction compounds significantly enhance the strength of the clad, detailed in the next section.
3.2. Hardness variation
The micro-hardness of the flyer and base plates prior to cladding are 47 and 74 HV respectively.However,after cladding the hardness of the clad varies, depending on the reinforcement employed(Fig.7).The interface exhibits the maximum hardness,irrespective of the reinforcement, following the abrupt collision and the resulting deformation. However, there is no significant variation away from the interface,as the quantum of pressure experienced is lesser, consistent with earlier researchers[25,26].
From Fig. 7, it was observed that the dissimilar aluminium explosive clad with SiC reinforcement exhibits the lowest interface hardness, in spite of it being 40% higher than the conventional Al 1100-Al 5052 explosive clad (120 HV). The reduction in the hardness for SiC reinforced clads is attributed to the non uniform compaction of silicon carbide particles at the interface. This is consistent with the reports of Saravanan et al. [27]. The interface hardness reaches 108 HV, when a stainless steel wire-mesh is employed as reinforcement. The increase in hardness is attributed by the presence of stronger wire-mesh and a good metallurgical bonding between steel and aluminium, free from intermetallic compounds. However, the highest interface hardness (120 HV) is obtained for the experimental condition having SiC interspersed wire-mesh reinforcement, as the integration between reinforcements and the participant metals is sound, as seen in the previous section.
3.3. Tensile strength
The tensile and yield strengths of the dissimilar aluminium explosive clads with different reinforcements is higher than the conventional clad (Al 1100-Al 5052), without any reinforcement(Table 2).
The SiC interspersed wire-mesh reinforced dissimilar aluminium explosive clad exhibited the maximum tensile(153±2 MPa)and yield strengths(78±2 MPa),due to the absence of intermetallic compounds.The corresponding stress-strain curves are given in Fig.8.On the contrary,the lowest tensile(130±2 MPa)and yield strengths(71±2 MPa)are obtained for the dissimilar clad reinforced with SiC particles alone. The lowest strength is attributed by the intermittence of SiC at the interface, and the lack of compaction.However,the least strength of the SiC dispersed clads is higher than the weaker parent metal (Al 1100: 117 MPa) and dissimilar aluminium clads without any reinforcement (Table 2),consistent with the reports of Robin et al.[28]and Wang et al.[29].
The tensile fractograph of the SiC particles interspersed wiremesh reinforced dissimilar aluminium clad features the blending of reinforcements with the base alloys (Fig. 9).
The impression of the wires created on the base plate is evident,supporting the enhanced strength. However, the indications for a brittle mode fracture such as cleavage or inter-granular structures are absent, as reported by Somasundaram et al. [30].
4. Conclusion
The experimental study on the fabrication and characterization of dissimilar grade aluminium explosive clad with different reinforcement leads to the following salient conclusions.
1. A novel technique for the fabrication of dissimilar aluminium composites with different reinforcement,by explosive cladding,is proposed.
2. Significant increase in strength of the aluminium clad composites is achieved by the introduction of reinforcements.
3. Wire-mesh as reinforcement enhances the friction due to potholed surface.
4. SiC reinforcements form a band across the interface, blocking the formation of reaction compounds.
5. The use of both wire-mesh and SiC particles,as reinforcements,enhances the microstructure and strength characteristics of the dissimilar grade aluminium sheets.
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
- Defence Technology的其它文章
- Development of cost effective personnel armour through structural hybridization
- Effects of jute fibre content on the mechanical and dynamic mechanical properties of the composites in structural applications
- Experimental research on the instability propagation characteristics of liquid kerosene rotating detonation wave
- Gabor-CNN for object detection based on small samples
- Integrated guidance and control of guided projectile with multiple constraints based on fuzzy adaptive and dynamic surface
- A split target detection and tracking algorithm for ballistic missile tracking during the re-entry phase