
Effects of jute fibre content on the mechanical and dynamic mechanical properties of the composites in structural applications
2020-11-17 08:43SuhadSalman
Defence Technology 2020年6期
Suhad D. Salman
Mechanical Engineering Department, College of Engineering, Mustansiriyah University, Baghdad, Iraq
Keywords:Plain woven jute Carbon fabric Hybrid composite Mechanical Cyclic loading Morphological Fatigue properties
A B S T R A C T Due to notable characteristics, sustainability concept and environmental issues, hybridisation natural with synthetic fibres to fabricate composites have been rapidly gaining market share in different applications (structural, military, aerospace and automotive vehicles). Compression, tension and fatigue tests of various stacking sequences of plain jute/carbon reinforced (PVB) polyvinyl butyral by hot hydraulic press technique were experimentally conducted. Six types of fabricated composites with various constituents (jute, carbon and their hybrids) were fabricated and tested. Notably, fatigue lifetime of hybrids increases with increasing the carbon content relative to the jute fibre content.On the other hand,Jute composites possess high strain compared to pure carbon composite, which gives an overall improvement in mechanical behaviours. Interestingly, H1 hybrid with Carbon/Jute/Carbon sequences offers similar fatigue stiffness behaviour of H3 hybrid with Carbon/Jute/Carbon/Jute sequences when subjected to cyclic loading. Carbon composite (C) exhibited the highest fatigue resistance, whiles jute composite (J) possessed the highest strain and semi brittle trends in both mechanical and fatigue performance. Results concluded that plain jute fibres could partially replace high-cost synthetic carbon fibres to produce more eco-friendly hybrids to be utilised in different composites industries.
1. Introduction
Nowadays, owing to the high harmful environmental effects of traditional synthetic composites, the necessity for finding alternatives composites that are environmentally friendly (abundant and renewable). Designing appropriate hybridisation of synthetic/natural fibres reinforced polymer composite would offer acceptable mechanical characteristics and balanced cost compared with conventional synthetic composites [1]. Understanding the failure mechanisms of these alternative candidates laminated hybrids is very important because they are greatly undergone to fluctuating load (fatigue) during the service life, in many industrial applications. Fatigue (durability) could be considered the most popular failure kind, in many engineering applications due to that failure can happen at stress rates lower than that needed to motivate static failure. Fatigue tests identify the accumulated damages during severe environments which result in a gradual and significant decline in mechanical properties leads to complete failure or collapse.Hence, fatigue behaviours terms including failure mechanisms,stress levels, and cycles number of failures, are required for designing structures of composites as well as estimating their fatigue lifetime.
Many researcher attempts have been done with focusing on the mechanical characteristics of the hybrid reinforced composite,however, little have investigated the hybrid fatigue life behaviour.Different natural fibres hybrid with glass fibres reinforced laminated composites were well investigated by researchers [2-6]under fatigue test,whiles,few studies of natural fibres hybrid with carbon fibres reinforced laminated composites have been done[7].Kureemun et al. [8] have examined the enhancement of flax fibre/carbon fibres hybrids at interlaminar hybrid fibre dispersion under various types of cyclic loading. Results showed that reasonably good agreement in hybrid laminates exhibiting linear behaviour means mating hybrid plies affects stiffness in woven fabrics.Moreover, both fatigue performance and damage mechanism of composites have been highly affected by the type of woven fabric.In another study, Bagheri et al. [9] have developed an advanced carbon/flax reinforced epoxy hybrids with“sandwich structures”as an alternative for metallic materials for orthopedic bone application.Fatigue scheme has been suggested to characterise the damage progress that occurred during the cyclic load of this biomaterial composite (the main load carried on a femur fracture during that occur in regular daily activities).High fatigue resistance has been noticed by this biomaterial hybrid. Improvement in mechanical behaviours of jute - carbon-reinforced epoxy by 56% tensile strength, 41% flexural strength, 113% impact properties, was proven by Kumar et al.[10]for hybrid manufactured by hand layup method for automotive applications. Another study revealed that hybrid oil palm fibres with carbon fibres/epoxy composite with two various fibre volume 35% and 55% were high enough to substitute for the metallic materials in appropriate applications that require specific mechanical properties in a given period of time [11].
Despite the aforesaid works have proposed outstanding mechanical performance of laminated composite [12], there are relatively limited studies in the literature which concentrates on the fatigue behaviour of hybrid natural-synthetic composites [13]. The objective of the current study is to estimate the effect of hybridisation and stacking sequences of jute fibres on the fatigue properties.Tension,compression and fatigue tests were conducted on jute/carbon reinforced (PVB) polyvinyl butyral hybrid and compared with pure carbon composite and pure jute composite.Furthermore,tension-compression fatigue resistance mode has been selected to evaluate the hybridisation effect by fatigue performance curve analysis. In addition, failure surfaces of the fabricated composites were studied under scanning electron microscopy(SEM).
2. Experimental
2.1. Materials
Two kinds of woven fabrics were utilised:plain jute and carbon fibres, shown in Fig.1. Tables 1 and 2 show the chemical composition,physical characteristics and mechanical properties of carbon fibres, plain woven jute and polyvinyl butyral thin film PVB layer.Plain woven jute mat was supplied by ZKK, Sdn Bhd., Malaysia.Carbon fibre was supplied by Brazen Composite Sdn.Bhd.,Melaka.PVB, polyvinyl butyral thin film layers were used between fibre layers.Recently,a simple and economical method is developed as a new thin film layer matrix production [14].Ductile and tough PVB interlayers are mostly used for an application that requires strong bonding,many surface adhesions,stiffness as well as flexibility.PVB is low cost, long lasting, easy fabrication, and add to that good chemical and mechanical characteristics, usually used in the architectural and automotive area.

Table 2 Chemical, mechanical and physical properties of PVB (technical sheet).
2.2. Hybrid composite fabrication
The hot press technique was used to produce a laminated hybrid with different jute fibres, carbon fibres weight percentage reinforced PVB,as shown in Fig.2.Table 3 shows the different layering configuration and the sequence of the laminated hybrid. To study the effect of layering configuration on the dynamic behaviour,plain jute was placed in various locations. Carbon and jute fibres were stacked at various arrangements with PVB layers sandwiched in between, at dimensions of 200 mm × 200 mm. Studies are also carried out on pure carbon and pure plain-woven jute reinforced PVB composite for the purpose of comparison.
Laminated composites with various layering pattern of plain woven arranging were fabricated by changing the weight percentage of two types of fibres with keeping the fibre weight ratio of 60%for all hybrid composites.Woven jute layers,carbon fibres and PVB layers were cut at the size (200 × 200 mm sheets) and then arranged in different stacking. Before any moulding process, the mould release agent has been sprayed to prevent sample sticking and to obtain the smooth sample surface. The stack of various laminates was centred in between two plates of the compression moulding press (stainless steel made). Consequently, plates were closed and heated to 165°C for 20 min, at compression pressure 5 MPa.The desired temperature was set and controlled by using the thermostat with a digital display by uses up and down arrows shown in an LED display, as shown in Fig. 2. When plate’s temperature reached 165°C,the compression pressure was set at 5 MPa and was constant for 15 min.The pressure was maintained at 5 MPa when the temperature was reduced to laboratory temperature(25°C).The fabricated laminates were taken out of the compression moulding once the plate temperature reached 25°C.

Fig.1. Woven (a) carbon fibres, (b) plain woven jute and (c) PVB.
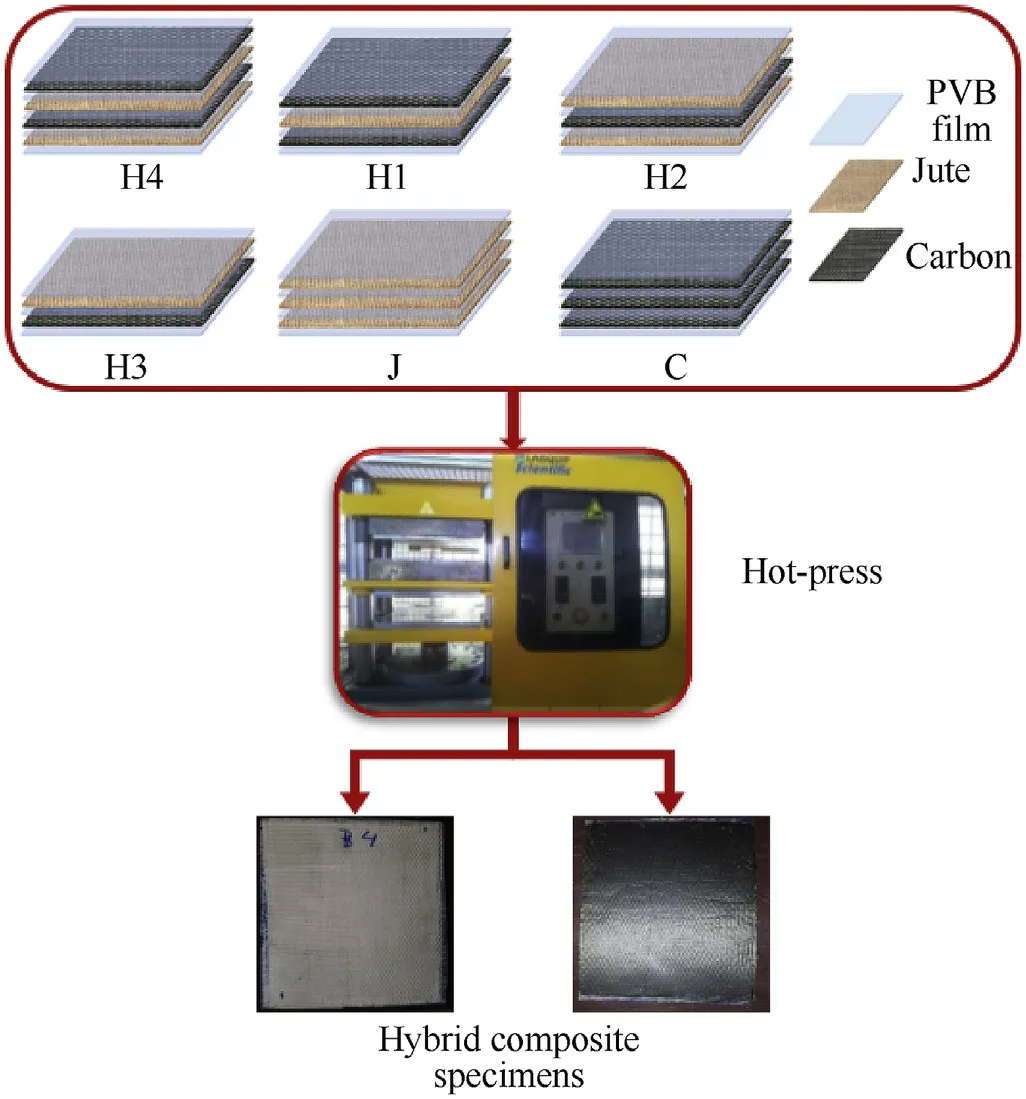
Fig. 2. Hybrid composite samples preparation.
2.3. Mechanical properties of composites
Compression and tensile strength testing were conducted in accordance to ASTM D695-10 and ASTM D3039/D3039M-10. The tensile specimens were cut with a 250 mm×25 mm×t mm(actual thickness) rectangular flat strip, with the gage length of 170 mm.Four tab plates with the dimension of 40 mm × 25 mm were attached to the two sides of both ends of the samples by an adhesion agent. The compression specimens were cut with a 150 mm×15 mm×t mm(actual thickness)rectangular flat strip.Both tests were replicated 5 times on an Instron 3382 universal testing machine(Instron Company,USA)with a capacity of 100 kN and a crosshead speed of 2 mm/min (Fig. 3 (a and b)). The tests were carried out until the specimen fails to calculate the maximum tensile strength (UTS) and maximum compression strength (UCS)of the fabricated samples, and the average value was recorded.Generally,the lower value of the ultimate of either compression or tension stresses is used to achieve the fatigue test.
The tension-compression fatigue tests were conducted on a servo-hydraulic MTS test machine (Instron Company, Norwood,MA, USA) with 100 kN load capacity (Fig. 3(c)). The fatigue tests were carried out according to BS ISO 13003 at laboratory temperature and 5 Hz frequency. The tests were loaded cyclically at 60%,70%, 80%, and 90% of their ultimate compressive stress. Three specimens were tested for each stress level,the selected specimen was analysed under an SEM (scanning electron microscope) to observe the damage and failure properties. The fatigue tests were stopped until specimens are broken.The fatigue properties such as;mean and amplitude load,as well as a number of fatigue life cycles to failure, were registered by computerized data system (Instron model 8874 with wave matrix fatigue software).
2.4. Morphological observation
After tension-compression fatigue tests, the failure surfaces were analysed by using a HITACHI S-3400 N scanning electron microscope (Tokyo, Japan) operated at 10 kV-15 kV. All failed samples were sputter-coated with a thin layer of gold by lowvacuum apparatus (model EMITECH K550X, Quorum Technologies Limited Company, Laughton, UK) to avoid electron charge accumulation.
3. Results and discussion
To determine stress levels for fatigue endurance testing,compression and tension tests were carried out to calculate UCS and UTS of the fabricated hybrid jute/carbon reinforced PVB composites.Stress versus strain plot for laminated hybrids is illustrated in Fig. 4. Noticeably, at the first trend, the tensile stress curve exhibits linearity. While the compression stress curve shows quasilinear behaviour, then nonlinearity up to fracture. In another word, tensile strength testing of pure carbon and jute composites demonstrated that the stress-strain behaviour was linear along their elastic area,until a maximum strength point.A sudden drop in load and catastrophic failure happened (brittle failure mode). On the other hand,hybrids tensile curves are gradually transited from elastic to plastic deformation until the failure occurred.This is due to the jute strain compatibility,which is a significant parameter for designing hybrid composites. Overall, laminated hybrids showed better tensile behaviours compared to jute composite regardless of the stacking sequence arrangement.It could be imputed to positive hybridisation effects in the laminated composites.Of the laminated composites tested,H1 hybrid exhibited best tensile characteristics,with a 27% decrement in tension strength, and 71% increment in tensile failure strain comparing with pure carbon composite (as seen in Fig. 4). The tensile strength for H1 was 464.95 MPa where the outer layers are carbon, while tensile strength for H4 was 455.38 MPa where the outer layers are carbon in one side and the other is jute. Generally, it could be concluded that when using multilayers of various fibres, it caused a high level of sheardeformation between different layers(stress concentrations)which lead to earlier layer failure, as shown in H2 (tensile strain 2.49%)and H3(tensile strain 2.53%)hybrids behaviour.Similar results also have been found by Idicula et al.[15],the outer layers are the main loading carrier, whiles middle layers had minimum effect on the tensile measurement of laminated composites.Thereby,fabricated composites demonstrate a significant improvement when stronger fibre layers are located as outer surfaces.

Table 3 Laminated composites designation.

Fig. 3. Mechanical test setup: (a) tension-compression fatigue test (b) compression test, and (c) tension test.

Fig. 4. Tensile stress curve.

Fig. 5. Compression stress curve.
The effect of hybridisation on the compression properties of pure jute and carbon composites, as well as different stacking sequences H1,H2,H3,H4 hybrid composites,are presented in Fig.5.Notably, the compression stress curve possessed linearity in the beginning, then nonlinearity up to fracture, “staircase behaviour”.All materials possess a non-fragile behaviour with a nonlinear trend at the end of the compression tests and an incremental drop in the stress after peak point was reached suggesting a final samples failure. The zigzag aspect of the compression stress-strain curve, for H1, H2 hybrids, indicating a more stable propagation mechanism than that observed for H3, H4 hybrids. This behaviour denotes the existence of various damage mechanisms. Hybrid materials showed ductile failure, in which compression stress gradually dropped from a peak value. These types of failures showed that the jute/carbon hybrid composites are a ductile material with plastic deformation prior to failure.This may be further explained due to the ductile nature of jute and thermoplastic PVB film resin.In H1 and H4,the enhanced compression strength for the alternating stacking sequence may be caused by the supporting effect of the carbon fibre layer between the failed jute fibre layers leads to high compression strength.When the content of jute fibre increased, these fibres affect the even combination between PVB resin and carbon fibres.As a result,the strong interface in H1and H4 hybrid results in composites with higher compression strength than H3, and H2 hybrid composites. It was demonstrated that compression properties of composite materials depend on the stacking sequences of each lamina.This behaviour can be explained on the basis of a synergistic structure effect,which has affected the load distribution mechanism in the composite [16]. Moreover, the H1 (Jute/Carbon/Jute) hybrid composite displayed an increment in compression strength by 150% compared with J (pure jute) composite. Undoubtedly, this effect is attributed to the high carbon fibres’ strength. Generally, the jute/carbon hybrid materials experienced ductile failure, in which they failed with plastic deformation prior to failure. Moreover, all laminated composites tested have not shown failure, without experiencing complete separation thus pointing out,as a whole,a ductile behaviour.These findings are comparable to reported study composites by Ref. [17]for kenaf/kevlar hybrid composites.
Tensile and compression properties of each fabricated composites are listed in Table 4.Notably,as a result of increasing carbonfibres content within the laminated hybrid, the tensile and compression strength increased. Whiles increasing jute fibres content within the laminated hybrid,the strain to failure increased,due to the jute mesh structure,which possesses more flexibility to deformation. Subsequently, incorporation jute fibres within the fabricated hybrids increases the strain to failure by 96%and 65%for tensile and compression behaviours respectively, compared with carbon composites. Moreover, the results showed an approximate 52% improvement in a tensile strain where jute fibre replaced the carbon layer in the middle of the hybrid (H1). While replacing the outer layers of jute fibre by carbon fibre(as in H2 hybrid),showed enhancement about 66% compared to carbon composite. A similar trend was found for compression strain values where 85% for H1and 24%for H2 hybrids. Similar general trend was observed for the mechanical properties of jute/glass hybrid reported by Ref.[6].
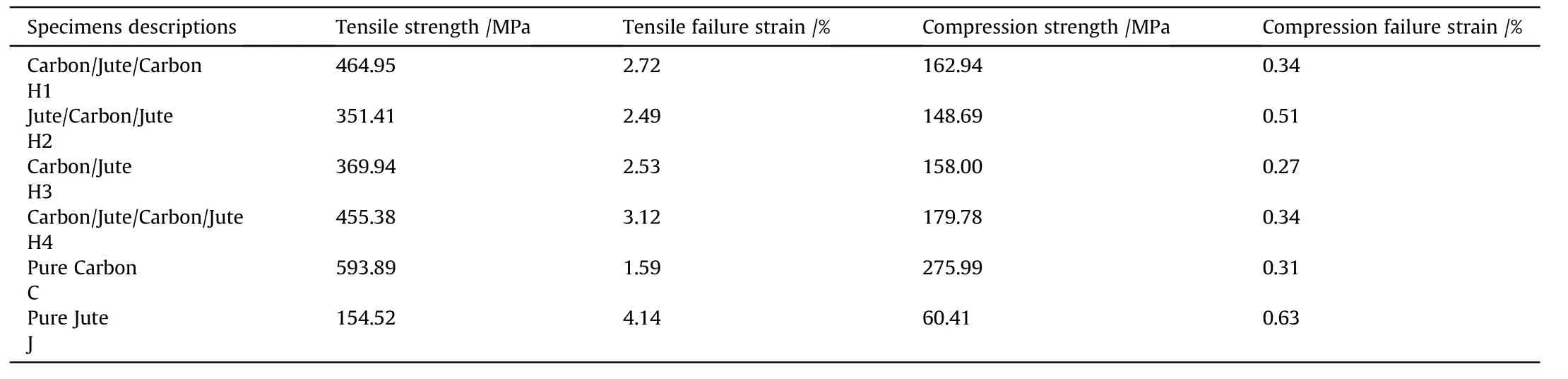
Table 4 Tensile and compression properties of fabricated composites.
The tensile strength of hybrid jute/carbon/PVB composite was much higher (approximately 65%) than the compression strength amount. Consequently, the ultimate compression stress value was used as the maximum stress amplitude in the fatigue test. Under compressive load, the interfacial adhesion properties of the fibres play a significant effect on load carrying capacity; the progressive delamination leads to weaken the composites.Similar trends were proposed by Ref. [18] on kenaf fibre-reinforced composites. In general, the difference in the load-distribution characteristics increases the mechanical properties of laminated materials. These results are in agreement with Kumar et al. [10], which reported similar trends for hybrid mechanical behaviour.
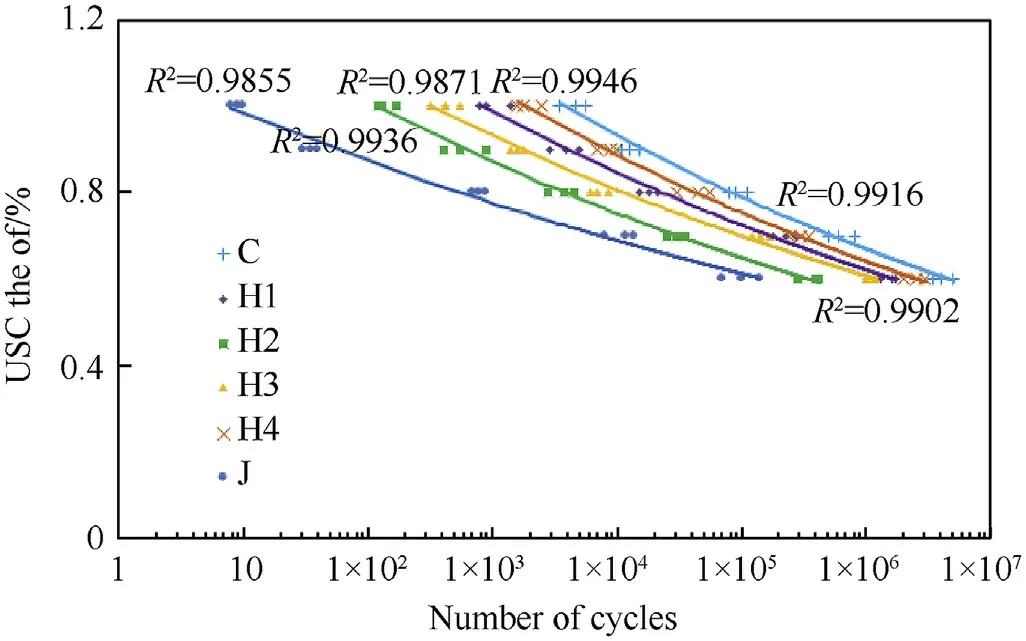
Fig. 6. S-N curve of tension-compression fatigue.
To study the formation and the propagation of micro damage in the fabricated laminates,the fatigue stress ratios were determined at 60%,70%,80%,90%and 100%UCS.This means that the selection of the maximum stress levels was based on compressive stress response UCS, and the number of cycles were limited till final rupture. Three test samples were used for each test at different stress levels, as shown in the S-N curve (Fig. 6). It was clearly identified that increasing carbon fibre content in the hybrid composites prolonged their fatigue resistance when subjected to the same stress level. Moreover, similar observations were also found when replacing one layer of carbon fibres in the inner by one layer of jute fibres (as in H1 hybrid). It is well known that stress ratios play a significant role in the material fatigue behaviours,increased stress ratio causes fatigue strength reduction. Furthermore, composite fatigue resistance is declined with an increasing number of cyclic loading.C composite exhibited the highest fatigue resistance,whiles J composite exhibited the lowest, due to high static compression strength of C composite,as shown in Table 4.The S-N curve slopes of the H4 and C composites are closely similar,means no significant changes in fatigue sensitivity.
At 0.6 UTC,it can be indicated that fatigue life is increasing for all fabricated composites.Besides, with a 60% UCS level, H2, H3 and J composite samples withstand failure mode before one million cycles. They are beneficial for an application that required good fatigue life, whilst maintaining a similar performance compared to synthetic composites. Thereby, it could be demonstrated that various stacking fibres arrangement in laminated hybrid has great effects in determining the fatigue strength and fatigue life. Unlike,carbon composites experience failure mode beyond the one million cycles, with tearing failure mode before the failure happen.Comparing the fatigue strength of H2 [Jute/Carbon/Jute], 5%improvement was observed compared with J composites. It could be concluded that the lower stress ratio prolongs the fatigue lifetime cycle of the materials, less damage to their structure and thereby increase the durability of the material. As stated by Liang et al. [19], the loading level has highly affected the fatigue behaviour of the composite,imposed low loading levels causes long term life.
In contrast, higher stress ratio causes more damage to the structure and hence reduces the durability of the material. The visible points of damage were found in the specimens loaded at 90%UCS, microcracks of different length that were observed. Both the density and size of these microcracks increased when the load cycles increased caused more fatigue cracks inside the laminated composite.Shah et al.[20]also identified similar findings for plant/glass/polyester composites where the fatigue endurance improves when stress ratio is decreased. Comparing the fabricated hybrids,the fatigue ratios of H1and H3 hybrids are closer to each other at the number of failure cycles. It means that hybridizing jute with carbon composite improves the fatigue resistance of materials.
The curve fitting of various types of fabricating composites is listed in Table 5,to define their fatigue life with the highest degree of accuracy, R2> 0.985. These models could be efficiently used to define fatigue lifetime over a specified range of ultimate stress.
Fig. 7 shows the relationship of fatigue cycles (number of logcycles) and stiffness degradation for all laminated composites at 70% USC. It could be clearly seen that fatigue damage reduces the strength and stiffness of the composites, with increasing fatigue cyclic loading.To estimate fatigue deterioration progression under cycle loading, stiffness degradation (F/F0) is calculated by dividing the maximum load(F)for imposed displacement level on the load that was obtained at the first cycle(F0).Carbon composite exhibits the highest range of stiffness degradation,then H1,H4,H3 and H2 hybrids respectively. Whilst jute composites had the lowest value.It can be observed that carbon composite’s stiffness decreased to 16%of the initial load F0after 54 successive cycles.Then the second stage of stiffness degradation is ended relatively slow by 39%declined at 500,000 cycles, followed by a rapid reduction for the majority of the specimen’s fatigue life. This attitude is clearly observed by a steep declined of the samples stiffness at the first and third stage, associated with a relatively gradual degradation rate(minor stiffness variation). This fatigue stiffness degradation phenomena occurs due to several interrelated modes of failure,such as the initiation of cracks growing in the laminated fibre layers and in the rich resin area. It can be characterized at low cycles loading stage for all laminated composites, sensitive fatigue levels. This period is the first fast degradation in laminated stiffness [3].Moreover, it could be demonstrated that C, H1, H2, H3 and H4 composites relatively exhibited a small and sudden growth of damages in the stiffness degradation curves after 250,000 cycles,third stiffness degradation stage.This is due to cumulative damage inside composites becomes large enough to lose their ability to resist external cycles loading. Owing to the lower strength of jute composites, it reached the catastrophic point earlier than carbon and all laminated hybrids. Nevertheless, its stiffness degradation seems less sensitive than other composites,with an 8%reduction at the end of the second stage of the fatigue lifetime (after 65,000 cycles).While H2(Jute/Carbon/Jute)hybrids could not offer similar fatigue resistance trend (high fatigue strength) among other hybrids but they are good in a low cycle of fatigue.This observation is in agreement with other studies by Liang et al.[19]when compare fatigue behaviour of flax with glass reinforced composite. They attributed that to the cellulosic microfibrils of natural fibres which are wounded spirally along the fibre axis and the tows(crimping).They are not straight like glass fibres,which fatigue loading tends to straighten them. Leading to improve the jute composite stiffness and reduce the damage occurrence at the first stage. However,increasing carbon fibre content can increase the sensitivity of damage development during composite fatigue lifetime. Furthermore,H1 and H3 stiffness at 100,000 cycles decreased with similar ratio,is about 16%.As same as C composite stiffness,the decline is about 21%, after passing the same cycles. Same observation was indicated for natural-glass hybrid composites, where increasing glass content in hybrids reinforced with kenaf [21], hemp [3], flax and kenaf/Kevlar [22] natural fibres improved the hybrid’s fatigue sensitivity and fatigue resistance compared to pure natural composites.It was proven that the hybrid of natural with glass or kevlar fibres plays a significant role in stiffness constancy (fatigue sensitivity), as same as in this study, jute fibres performed the same behaviour.The same fatigue stiffness behaviours were observed for all laminated composites at 80%, 90% and 100% of USC but with overall stiffness degradations and more damage occurrence. This was due to that the specimens have experienced both fibres breakage and resin cracking along jute as well as carbon side leads to accelerated the stiffness reduction and damage progression (at high-stress levels UCS).

Table 5 Predicted fatigue models for different laminated composites.
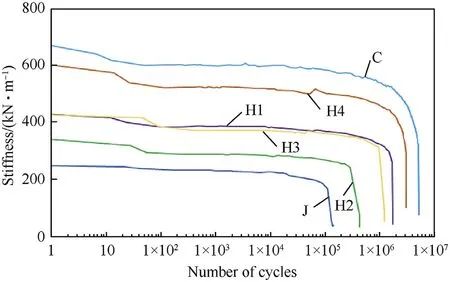
Fig. 7. Stiffness degradation versus the number of cycles at 70% USC loading levels.

Fig. 8. SEM images of compression failure surface, (a) carbon composites, (b) jute composites and (c) hybrid composites (H4).

Fig. 9. SEM images of fatigue failure surface, (a) carbon composites, (b) jute composites and (c) hybrid composites (H4).
3.1. Morphological properties
Fig. 8 illustrates the SEM micrographs of the failure surface of jute/carbon after compression tests. The composite laminate displays several types of failure surface,included jute fibre pullout and carbon fibre fracture.Furthermore,cracks had initiated and grown propagate until the specimen becomes a failure. In addition, high yield strength of carbon fibres compared to jute fibres’ strength,jute fibres turn to distortion before the fracture occurred (become curled)and ended up with failure.Degradation rates of hybrid start with transverse cracks followed by longitudinal cracks and finally caused delamination between the laminated layers reached the catastrophic failure[23].Similar to these failure mechanisms were also reported of kenaf - kevlar hybrid reinforced composites by other researchers[24,25].Limited jute fibre-resin debonding was detected, which denote that the bonding between jute fibres and PVB resin is excellent.This observation can be attributed to the high compatibility of jute fibres to polyvinyl butyral resin. Moreover, a very little void area appeared in certain areas because of using film resin and hot press technique reduced lots of voids of the composites.
Fig.9 displays several failure modes for fatigue samples,such as delamination and resin cracking,as well as fibre pull-out and fibre breakage. The fracture mechanism shows that when increasing cyclic number, fatigue microcracks growth were created inside polyvinyl butyral resin.They expanded along and perpendicular to load direction throughout the entire material.It could be due to the interlaminar shear stress that generated between different fibre types. Jute fibres with semibrittle nature which failed with strain lower than the carbon fibre, resulted the hybrid failed by layer delamination and fibre pullout mechanisms. Clearly, localised PVB crack growth is observed at the failed surface as white lines on the sample’s surface, after certain cyclic loading. It can be concluded that the whole failure mechanism occurs first in the outer surface layers of the fabricated hybrids, then layers delamination, which caused complete failure subsequently. Salman et al. [26] proposed that delamination occurred in multi-layers of fibres by transverse loads and off-axis case; consequently the fatigue lifetime increase with increase angle layers in laminated material. This observation was also shown in research findings [27], indicating that the increase of maximum applied stress has accelerated the stiffness reduction and damage development, specifically, in the high cycle of fatigue loading.
4. Conclusions
Jute hybrid composites were developed and tested under reversed fatigue loading, as a potential alternative to reduce the utilisation of carbon fibres,specifically in term of layering sequence configuration, manufacturing technique and failure propagation.From the obtained results, the following conclusions could be summarised:
Fatigue and mechanical characteristics of jute/carbon laminated composites were greatly affected by layering sequences.The obtained results suggest that the combination of jute/carbon/polyvinyl butyral hybrid exhibit high mechanical characteristics that make it suitable for use in various industrial sectors.
Jute composites possess both high strain and semi brittle trends in the mechanical and fatigue behaviours, leads to slower development of both damage and fatigue strength degradation than for carbon fibre composites.
Jute/carbon hybrids exhibit good tensile characteristics comparing to pure jute composite and better compressive strain compared to pure carbon composite, which gives an overall improvement in mechanical behaviours.
Higher tensile performance was observed compared with compression properties for all laminated hybrids, due to the effect of the sandwich structure.
Both fatigue stiffness and strength of the laminated composites are decreased with an increasing number of cyclic loading.
As the stress ratio increased, an increase in fatigue resistance was observed. While an increase in fatigue life with decreasing of maximum applied stress.
H4 hybrid exhibits the highest fatigue strength value compared to the other studied hybrids, while the H2 hybrids possess the lowest. The endurance value of fatigue strength for H4 hybrids having two carbon and two jute layers equals 1.39 times that of H1 hybrids with two carbon and one jute layers.
Fractography analysis showing that the fatigue progression damage range was highly dependent on the cyclic load levels applied on the composites.Moreover, the fracture behaviour of the laminated hybrids failed as a brittle failure and little fibre pullout.
The woven jute hybrids are a low-weight, cost-effective and ecofriendly materials that have a considerable balance in mechanical and fatigue characteristics.Thus,it is recommended for many applications to decrease the dependence on synthetic fibres,especially applications with low cycle fatigue load applied.
Acknowledgements
I would like to thank the Ministry of Higher Education &Scientific Research of Iraq and to Mustansiriyah University,College of Engineering, Mechanical Engineering Department, for the support for the work contained in this study in Iraq. Gratitude also extend to all technicians working in the Laboratory of Biocomposite Technology, Institute of Tropical Forestry and Forest Products(INTROP), UPM, Malaysia for their scientific assistance.
- Defence Technology的其它文章
- Development of cost effective personnel armour through structural hybridization
- Experimental research on the instability propagation characteristics of liquid kerosene rotating detonation wave
- Gabor-CNN for object detection based on small samples
- Integrated guidance and control of guided projectile with multiple constraints based on fuzzy adaptive and dynamic surface
- A split target detection and tracking algorithm for ballistic missile tracking during the re-entry phase
- Strain concentration caused by the closed end contributes to cartridge case failure at the bottom