基于西门子S7-1200 PLC与三菱FX2NPLC彩灯闪烁电路比较研究
2020-11-13 08:21:36杨浩,张兵
黑龙江科学 2020年22期
杨 浩,张 兵
(1.洛阳职业技术学院 机电工程学院,河南 洛阳 471000; 2.南阳农业职业学院 机电工程系,河南 南阳 473000)
0 引言
可编程控制器(PLC)是一种数字运算操作电子装置,专门为工业环境应用而设计。采用可编程序存储器在其内部存储,执行逻辑运算、顺序控制、定时、计数、算术运算等操作指令,并通过数字式或模拟式的输入/输出,控制各种类型的机械或生产过程。
1969年,美国数字设备公司(DEC)首先研制成功第一台可编程控制器,并在通用汽车公司的自动装配线上试用成功,从而实现PLC控制生产线自动化控制。美国研制成功后,日本于1971年研制成功并开始生产应用PLC,西欧国家也于1973年研制成功并开始生产PLC。我国相对于西方国家,PLC研制生产稍晚,于1974年开始研制。PLC在近半个世纪以来的时间里得到迅猛发展。PLC的发展为自动化水平的提升起到巨大的推动作用。目前,世界上PLC生产厂家主要有德国的西门子(SIEMENS)、瑞士的ABB、美国的GE、法国的施耐德(SCHNEIDER)、日本的欧姆龙(OMRON)和三菱(MITSUBISHI)。按照国际相关组织研究数据显示,目前世界上的PLC应用占比主要为德系和日系。德系主要为西门子,日系主要为三菱[1]。
选取西门子PLC和三菱PLC中的代表产品西门子S7-1200 PLC与三菱FX2NPLC作为应用对象,通过对比两者在闪烁电路控制中的应用,对欧美系PLC和日系PLC的优缺点进行研究,便于应用人员在工程应用中根据自己实际需要,合理选择合适的PLC。
1 西门子PLC和三菱PLC简介
西门子PLC。西门子公司作为一家具有170年历史的电气设备生产企业,在世界自动化应用领域占据重要地位。1973年,德国西门子研制出欧洲第一台可编程逻辑控制器,型号为SIMATICS4。SIMATIC可编程控制器在欧洲处于领先地位。西门子PLC自问世以来,先后研发出多种系列产品,SIMATIC控制器从S3系列发展到S7系列。按照产品推出时间顺序,主要有LOGO、S7-200、S7-1200、S7-300、S7-400、S7-1500。西门子S7系列PLC体积小,速度快,标准化,具有网络通信能力,功能更强,可靠性高。
三菱PLC。日本三菱电机公司生产的三菱PLC在20世纪80年代风靡一时。三菱电机20世纪80年代推出的F系列小型PLC在20世纪90年代初被F1系列和F2系列取代,后来推出的FXo、FX0s、FX0N和FX2N等系列实现了微型化和多品种化,可满足不同用户的需要。
2 闪烁电路的控制要求
通过对比西门子S7-1200 PLC与三菱FX2NPLC的闪烁电路,为分析西门子PLC和三菱PLC奠定示例基础。闪烁电路的控制要求如下:设置一个开关,使彩灯每隔2 S闪烁一次。
3 西门子S7-1200 PLC与三菱FX2N PLC闪烁电路程序编写
为便于分析西门子PLC和三菱PLC在应用中的区别,在西门子S7-1200 PLC和三菱FX2NPLC分别编写闪烁电路[2]。西门子S7-1200 PLC使用博途软件进行编程。在软件中首先建立项目,然后在梯形图中设置启动按钮I0.0,同时设置两个接通延时定时器(TON)T0、T1。在接通延时定时器T0、T1中,设置定时时间为2s,从而实现彩灯每隔2 s闪烁一次的目的。通过实验,对编写的用户程序进行验证。彩灯以4 s为周期进行闪烁,梯形图编写正确,能实现控制要求。西门子S7-1200 PLC闪烁电路梯形图如图1所示。

图1 西门子S7-1200 PLC闪烁电路梯形图Fig.1 Ladder diagram of Siemens S7-1200 PLC illumination circuit
三菱FX2NPLC使用GX Developer编程软件进行编程。在GX Developer中,首先建立项目,之后在梯形图中进行用户程序编写。设置启动按钮X0,同时使用T0和T1定时器,设置定时时间2 S,从而实现彩灯每隔两秒钟闪烁一次的目的。通过实验,对编写的用户程序进行验证。彩灯以4 s为周期进行闪烁,梯形图编写正确,能实现控制要求。三菱FX2NPLC闪烁电路梯形图如图2所示。
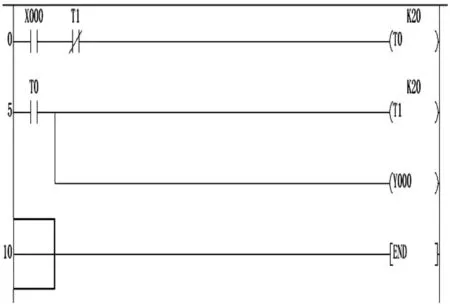
图2 三菱FX2N PLC闪烁电路梯形图Fig.2 Ladder diagram of Mitsubishi FX2N PLC illumination circuit
4 分析与比较
通过在西门子S7-1200 PLC和三菱FX2NPLC中编写闪烁电路控制程序,对比分析二者在应用中的区别[3]。相同点:第一,编程语言。二者都可以使用梯形图语言进行编程。梯形图编程语言是在电气控制中的继电器,接触器逻辑控制上简化了符号演变而来的,具有直观、形象特点。第二,PLC工作原理。工作原理都是PLC扫描的工作方式,主要分三个阶段,即输入采样阶段、用户程序执行阶段和输出刷新阶段。在输入采样阶段,PLC以扫描方式依次读入所有输入状态和数据,并将它们存入I/O映象区中的相应单元内。在用户程序执行阶段,PLC按由上而下的顺序依次扫描用户程序。当用户程序扫描结束后,PLC就进入输出刷新阶段。用户程序执行时都是按照从左到右、从上到下的顺序执行用户程序[4]。不同点:第一,编程理念。三菱PLC是日系品牌,编程直观易懂,学习起来会比较轻松。而西门子PLC 是德国品牌,指令比较抽象,学习难度较大,但指令较少,而三菱的指令较多,所以学习三菱和学习西门子的周期是一样的。第二,项目建立方式不同。西门子PLC在建立项目时,首先需要在编程软件上进行硬件组态。将使用的西门子PLC相应的硬件在编程软件中通过选取相应的元件进行组态。硬件组态是西门子程序编写的预先条件。而三菱PLC在使用编程软件进行编写程序时,不需要进行硬件组态。相对于西门子PLC进行编程时,三菱PLC在编程时比较简单方便。第三,指令使用。以闪烁电路中使用到的定时器为例。在西门子编程软件中,在接通延时定时器(TON)指令中可以直接在PT接口中输入定时时间,同时可以在ET接口中设置存储地址,实时监控记录时间。而三菱中用到的定时器指令,通过对内部时钟脉冲进行计数来完成定时。常用时钟脉冲有1 ms、10 ms、100 ms三种,能实现精确定时。100 ms通用定时器(T0~T199)共200点,10 ms通用定时器(T200~T245)共46点,1 ms通用定时器(T246~T249)共4点。在设置定时时间时,需要根据设定时间通过计算K值来达到定时目的。在其他指令使用中,西门子指令和三菱指令都有一定的差别,这就要求使用者在使用过程中一定要熟悉指令,选择合适的指令进行编程。第四,擅长领域。西门子PLC和三菱PLC在应用领域方面的优越性各不相同。三菱的优势在于离散控制和运动控制,三菱的指令丰富,有专用的定位指令,控制伺服和步进容易实现。要实现某些复杂的动作控制也是三菱的强项,而西门子在这里相对较弱,没有专用的指令,做伺服或步进定位控制不是不能实现,而是程序复杂,控制精度不高。西门子的强项是过程控制与通信控制,西门子的模拟量模块价格便宜,程序简单,而三菱的模拟量模块价格昂贵,程序复杂,西门子做通信也容易,程序简单,三菱在这里功能相对较弱。
5 结语
西门子PLC和三菱PLC作为欧美系和日系PLC的代表,占据着当今PLC市场的大半份额。正确区分二者之间优缺点,对于用户选择合适的PLC、提高性价比、将西门子PLC和三菱PLC的功能发挥到最大化具有非常重要的作用。通过使用西门子PLC的代表型号S7-1200 PLC和三菱PLC中的代表型号FX2NPLC对闪烁电路进行应用,以实际例子进行验证,分析了西门子PLC和三菱PLC在应用中的相同点和不同点。通过对比,在一定程度上对西门子PLC和三菱PLC的优缺点有了初步了解,为使用者提供借鉴。
猜你喜欢
作文周刊·小学二年级版(2022年8期)2022-03-07 06:37:44
学生天地(2020年4期)2020-08-25 09:07:56
电子技术与软件工程(2020年17期)2020-02-02 03:25:04
电子设计工程(2018年14期)2018-08-08 06:28:58
成都工业学院学报(2017年2期)2017-06-28 14:23:15
电子制作(2016年15期)2017-01-15 13:39:28
制造技术与机床(2015年10期)2015-04-09 07:06:16
电子设计工程(2014年8期)2014-03-28 01:53:42
电气传动自动化(2010年6期)2010-09-22 06:55:28
大灰狼(2010年2期)2010-08-24 03:20:55