
城镇粪便污水处理的设计与工程实践
2020-11-05 09:52赵卫兵朱小明马星辰
环境卫生工程 2020年5期
李 清,赵卫兵,张 勇,朱小明,张 伦,马星辰
(中机十院国际工程有限公司,北京 100086)
1 引言
我国城镇水厕的使用率较高,粪便通常进入化粪池后被定时清掏外运至粪便处理厂。目前我国关注点多在粪渣的处理,而粪水则一般简单处理达下水道排放标准后排入城市生活污水处理厂,这无疑会对污水处理厂造成一定的负荷冲击。
随着我国提标治理污染政策的出台及人们对生活环境要求的不断提高,城镇的粪便污水处理已经成为城乡环境治理的重要部分。本研究将结合实际工程项目,进行粪便污水处理方案的设计分析,并以实际运行效果验证设计,以期为类似工程设计提供参考。
2 粪便污水的特点及处理难点
1) 杂物多、SS 高。粪便污水因来源于城乡公厕、公寓以及企业等化粪池,杂物较多,充满了卫生用品、纤维丝团、化纤织物、塑料、玻璃、木头等各种碎屑杂物。如果采用格栅机械清除杂物,容易产生缠绕和透过的问题,需要人工协助清理和高压水冲洗,不能完全采取全封闭设施,臭气污染严重[1]。
2) 有机物及氮含量高[2]。粪水含水量大,COD 含量较高,通常在30 000~40 000 mg/L[3],通过本研究实际测定,氨氮及总氮含量通常在400~600 mg/L,水处理负荷较高,如采用生物处理常需考虑氨氮毒性问题,脱氮除磷将成为粪水处理的关键点。
3) 含砂较多。由于吸粪车吸取的粪水主要来自化粪池第一格底部,沉积泥沙浓度非常高,需考虑除砂及污泥处理设施[4-6]。
3 工程设计方案
本工程为河北省某县级市的粪便处理项目,处理收集县级市内的清掏粪便,设计处理含水率98%的粪便100 t/d,实际收集能力为50 t/d。
3.1 设计进出水水质
本工程处理介质为城镇人类粪便,不含油脂、重金属等物质。粪便预处理工段“固液分离+絮凝脱水”的处理效果对污水处理系统的进水水质有较大影响。基于本工程的预处理运行情况,本次设计进水水质见表1,出水水质指标执行GB 8978—1996 污水综合排放标准中的三级标准及当地生活污水处理厂的进水水质要求,见表1。
3.2 工艺设计
本工程粪便污水处理流程见图1。
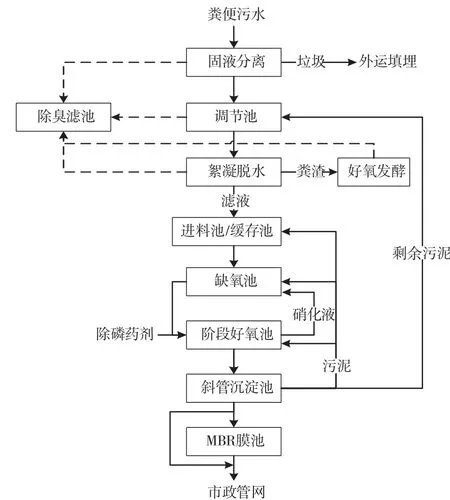
图1 某厂粪便污水处理工艺流程示意
1) 预处理工艺段。
粪便污水通过快速卸粪装置进入固液分离机,在固液分离机中去除粪便中的大块沉淀物、大于20 mm 的漂浮悬浮物以及90%以上的粒径大于0.5 mm 的砂砾,固液分离一体机设置1 台,处理量为100 m3/h。沉砂池停留时间10 min,人工清掏。实际运行过程中发现:①来粪负荷冲击较大,即使设备选型偏大,仍然会出现淤堵现象,故应设来料缓存池;②固液分离后,粪水含砂量较大,应设沉砂装置;③固液分离后仍有大量的漂浮物进入后端处理,固液分离格栅间隙偏大,建议两级过滤,增加一级6~10 mm 栅隙。
固液分离出水进入调节池,均质均量,调节池设计停留时间为36 h,建议水力搅拌与机械搅拌结合破除表面结痂,设置参数为8~15 W/t,且该方法实际运行效果良好。
调节池出水通过螺杆泵抽入脱水车间,并在管道内投加高分子量絮凝剂PAM 后进入螺压脱水机脱水,滤液进入污水处理系统,滤渣运至好氧发酵车间资源化回用。螺压脱水机参数为8~12 m3/h,P=3.05 kW,配高压冲洗。三腔一体机溶解配药投加能力为2 000 L/h,P=5.50 kW,变频调控,投药量为100~250 mg/L。
2) 滤液池。
接受重力流入的脱水滤液。该池分为两个功能区,进料池停留时间为1.2 h,其中该池内设置进料泵2 台,1 用1 备,参数为Q=5 m3/h,H=8 m,P=0.55 kW;缓存池停留时间为3.56 h,该池内设有2 台可调潜水搅拌器,对角设置,单台功率为0.37 kW。滤液池设计需注意水面严重结垢的问题,应设置搅拌等破垢措施。
3) 缺氧池。
主要发挥反硝化作用,去除硝态氮。该池停留时间为6.90 h,池内设置2 台潜水搅拌器,单台功率为0.55 kW。
4) 好氧池。
缺氧池污水通过不锈钢集水槽溢流至好氧池,在池内完成有机物降解、硝化及聚磷菌吸磷的过程,降低污水中COD、氨氮含量。在较大曝气量的1#好氧池内好养微生物大量繁殖,在2#、3#好氧池内,为硝化液回流及出水沉淀,降低曝气量。该池停留时间为14.27 h,池内设置管式曝气系统,呈“丰”字布置,罗茨鼓风机参数为:Q=1.92 m3/min,P=0.05 MPa,N=4 kW,可调。硝化液回流泵参数为:Q=10 m3/h,H=12 m,N=2.2 kW,变频。
5) 斜管沉淀池。
鉴于可利用占地较小,絮凝污泥沉淀性能较好,斜管设备采用表面光滑的乙丙共聚材料斜管,每日定期排泥,运行良好,未见堵塞现象。该池的表面水力负荷为0.60 m3/(m2·h),停留时间为1.50 h,斜管设备φ×l 为100 mm×1 500 mm。
污泥采用多点回流方式,大小泵匹配分别可切换至好氧池、缺氧池及缓存池。1#污泥回流泵参数为:Q=5 m3/h,H=5 m,P=0.55 kW。2# 污泥回流泵参数为:Q=12.6 m3/h,H=5 m,P=1.1 kW。
剩余污泥排至调节池。
6) MBR 膜池。
若斜管沉淀池出水不达标,则开启膜池,使得好氧池出水进入MBR 膜池继续反应去除污染物,而后将达标污水外排。膜过滤面积为448 m2,配套膜清洗系统。
7) 粪水加药。
粪便污水中含磷量较高,需投加化学药剂进行去除,投加药剂为某公司特制除磷液体药剂,投加量为800~900 mg/L,投加点为好氧池,经充分搅拌,进入斜管沉淀池进行沉淀。
3.3 运行效果分析
该项目于2018 年7 月调试运行。经过调试监测数据显示,该项目各项指标达到出水水质要求,甚至远远优于各限值。污水处理各阶段工艺水质变化情况见表2。本研究主要分析粪便污水处理出水的CODCr、NH3-N、TN、TP 指标。

表2 污水处理各阶段处理效果
3.3.1 CODCr
根据调试情况,调试前30 d,为增大污泥量,好氧池DO 为6~8 mg/L,第30~60 天,好氧池DO为4~6 mg/L,其他水池搅拌器24 h 开启。粪便处理厂CODCr去除效果见图2。

图2 粪便处理厂CODCr 去除效果
根据图2 可知,CODCr数据在每次池体排空维修后波动较大,个别值超过当地污水厂进水水质要求(>400 mg/L),出水CODCr在150~500 mg/L变化,去除率在80%~95%变化,处理效果良好。这可能是:①接种污泥来自当地污水处理厂,启动时间较短,污泥活性高;②调试时天气温度较高,利于微生物的生长繁殖;③粪便污水可生化性有机质含量较高,有利于微生物的生长。
9 月初,出水CODCr为150~250mg/L;11月初,在增加冬季保温措施后,出水CODCr低于100 mg/L,去除率可达97%,达到GB 18918—2002 城镇污水处理厂污染物排放标准中的二级标准(≤100 mg/L),部分时段甚至达到一级A 标准(≤50 mg/L)。
3.3.2 NH3-N 和TN
粪便处理厂NH3-N 去除效果见图3。
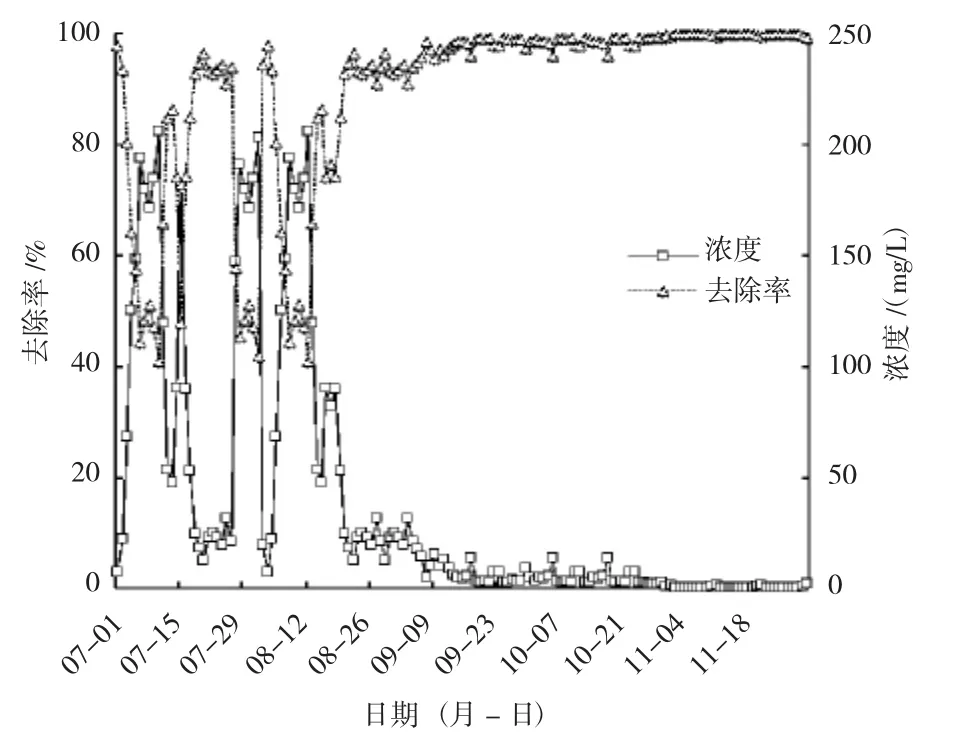
图3 粪便处理厂NH3-N 去除效果
根据图3 可知,调试前30 d,出水NH3-N 在5~200 mg/L 变化,去除率在40%~99%变化,波动较大,这可能是:①据现场反馈收运方式出现问题,清掏周期及方式不同会影响粪便的性质;②预处理段的脱水工艺仍处于调试当中,絮凝剂投加量100~250 mg/L,絮凝效果对于滤液的性质产生了影响。
经历约60 d 的调试后,NH3-N 的去除效果基本稳定,11 月初,NH3-N 低于1 mg/L,可达到GB 18918—2002 一级A 的限值标准(≤5 mg/L)。这说明好氧池的培养条件(DO 为4~6 mg/L) 利于硝化细菌的生长繁殖,硝化效果优良[7]。
粪便处理厂TN 去除效果见图4。根据图4 可知,前60 d 的出水TN 在40~230 mg/L 变化,去除率在10%~90%波动,TN 的去除成为调试运行的难点,为应对当地入冬温度变化,增加缺氧池保温措施,通过调整反硝化菌的生长条件,温度15℃左右,降低硝化液回流比为0.5∶1~1.5∶1[7-8],40~70 d 的TN 基本维持在50~100 mg/L,变化幅度减小。

图4 粪便处理厂TN 去除效果
为进一步降解TN,增加缺氧池停留时间,故将一级好氧池的曝气量降低,控制氧含量为0.8~1.50 mg/L[9],这样一级好氧池形成好氧兼具缺氧的条件,从而使缺氧池停留时间增加至约10 h,经过1 个月的调试后,TN 的去除效果基本稳定,数值低于45 mg/L,去除率达到85%,达到GB 8978—1996 三级标准排放要求。
进料池NH3-N 与TN 数据对比见表3。

表3 进料池NH3-N 与TN 数据对比 mg/L
经过多次测试结果表示,进料池的NH3-N 与TN 的测试数据基本相等,相差不超过50 mg/L,故说明粪便混合物经过一定时间和预处理(固液分离+絮凝脱水) 后,粪尿中的尿素分解,氮元素主要存在形式转为NH3-N[10],进入污水生化处理系统,在硝化菌的作用下转为NO3-N,故在水处理系统中氮的主要存在形式为NH3-N、NO3-N 或者NO2-N。
3.3.3 TP
粪便处理厂TP 去除效果见图5。
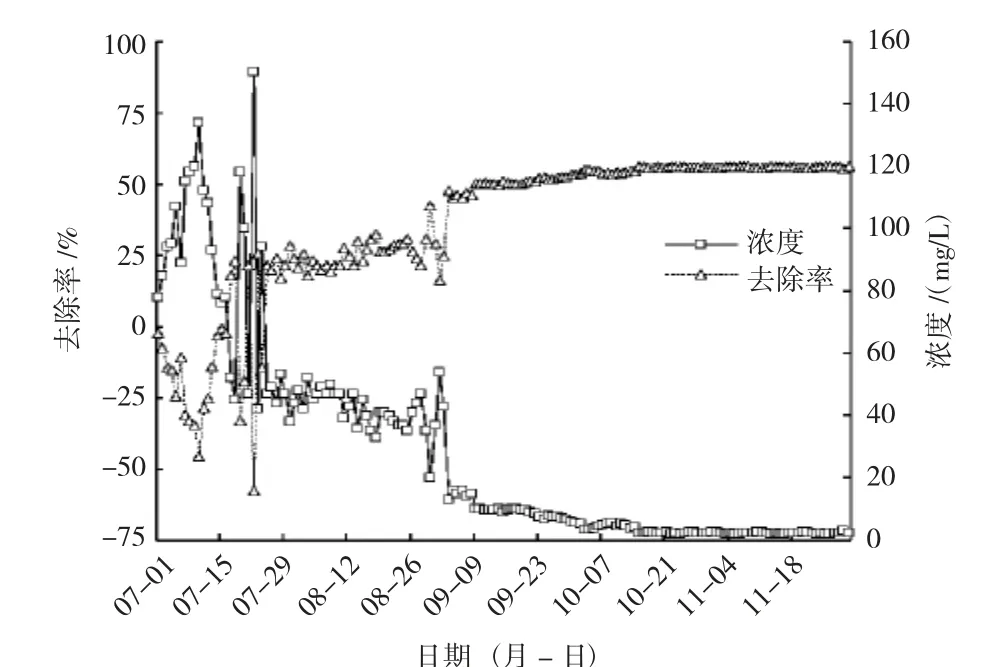
图5 粪便处理厂TP 去除效果
根据图5 可知,前15d 的出水TP 在80~140mg/L变化,波动较大,这说明生物处理基本未发挥除磷作用,可能原因为:①系统调试初期,缓存池内聚磷菌并未优势生长;②系统负荷波动,为增加污泥量,不曾排泥。
由于粪水中的磷主要以无机磷形式存在[8],为尽快降低磷含量,采用化学除磷方式。在20 d后,根据小试结果,投加除磷药剂400~650 mg/L,数据显示TP 含量基本在40 mg/L 左右,说明絮凝剂对于污水中磷的去除具有较好的效果,且在系统排泥后,去除率未明显提高。考虑实际工程的絮凝效果与小试相差较大,增加除磷药剂浓度至800~900 mg/L,效果较为显著,TP 含量低于5 mg/L,满足出水水质要求。在该投加浓度下,沉淀池每日排泥量为1~2 m3。
3.4 运营成本
本粪便厂的污水处理运营成本见表4。按照设计收运规模100 t/d 计算,处理1 t 粪便污水需要约26 元,粪渣处理未计入本次成本。

表4 污水处理运行费用
3.5 问题与建议
粪便废水的提标排放将成为未来治理趋势。目前粪便处理主要存在以下问题:①由于目前城镇的收运模式不完善,进料负荷波动大,固液分离机选型参数偏大也无法预估来料情况,为设备选型合理合适,减少电耗及设备投资,建议设置进料缓存池;②悬浮物含量大,易造成结痂情况,水下常规搅拌均无法扰动液面,故在液面处须采取水力搅拌与机械搅拌的方式;③粪便污水自化粪池抽出,含砂量较大,建议调节池前设置沉砂及排砂装置;④有机质与氮磷含量较高,为减轻粪便污水的生化处理压力,提高前段预处理效率,尽量降低脱水滤液的含固率;⑤强化水处理的生物脱氮除磷设计,增加缺氧池停留时间、化学除磷等措施。
4 结论
根据调试运行数据发现,在MBR 膜池不开启情况下,粪便厂污水出水CODCr、NH3-N 指标已经达到了GB 18918—2002 的二级标准,部分时段甚至达到一级A 标准。
粪便污水氮磷及SS 含量高,通过粪便污水处理厂的处理工艺设计及关键设备选型,TN 去除率大幅提升,污水中磷含量快速降低,出水水质达到GB 8978—1996 中的三级标准及当地污水厂进厂标准,为今后粪便处理设计起到一定的指导意义。
与此同时,本项目设计参数下的粪水处理站运行良好,达标污水经下水道进入当地市政污水处理厂,不仅不会增加受纳污水厂的运行负荷,还可以为市政污水处理增加有效碳源,减轻市政污水厂的运行成本,实现了粪便污水“变废为宝”的资源化出路。
猜你喜欢
中国资源综合利用(2022年9期)2022-10-13
科学家(2022年4期)2022-05-10
上海航天(2022年2期)2022-04-28
现代矿业(2022年3期)2022-04-09
建材发展导向(2021年7期)2021-07-16
石油矿场机械(2020年4期)2020-08-01
宇航总体技术(2019年5期)2019-10-11
建材发展导向(2019年11期)2019-08-24
海峡科技与产业(2016年3期)2016-05-17
消费者报道(2015年7期)2015-12-05
