焊接物理模拟热循环计算公式的研究*
2020-11-05 02:36胡美娟何浩华齐丽华李为卫陈宏远
石油管材与仪器 2020年5期
胡美娟,何浩华,齐丽华,李为卫,陈宏远
(1.中国石油集团石油管工程技术研究院,石油管材及装备材料服役行为与结构安全国家重点实验室 陕西 西安 710077;2.长庆油田物资供应处(物资管理部) 陕西 西安 710016)
0 引 言
由于焊接时快速的加热、冷却及温度分布的不均匀性,焊接接头表现为一个连续变化并具有非常陡峭组织梯度的区域。根据焊接方法和工艺的不同,焊接热影响区的大小从零点几毫米到几十毫米。在这个宽度范围内包括有几个组织和性能不同的特定温度区。利用实际的焊接接头来研究测定特定区域的力学性能和焊接特性是十分困难的。焊接热模拟利用热-力学模拟试验机在试样上重现焊接热影响区在焊接时的热、应力及应变循环,使得试样在较大的尺寸范围内获得焊接热影响区某一特定温度区的均匀组织,进而实现对其组织及性能的研究[1-2]。
焊接热模拟试验的关键就是制定符合实际的焊接热-力过程模拟方案。焊接热模拟方案的制定就是模拟区域在焊接时所经历的温度-时间,应力-时间和应变-时间三种类型曲线的确定。其中,温度随时间的变化即焊接热循环曲线的制定不仅是焊接领域物理模拟的基础和主要内容,也是预测和评定应力应变条件下焊接接头性能的基础。美国DSI(Dynamic Systems Inc.)公司生产的Gleeble 3系列热-力学模拟试验机中配备的焊接热模拟软件以实测的和经典的数学解析表达式为基础,包含了F(s,d)表格;Hannerz;Rykalin-2D;Rykalin-3D;Rosenthal和指数冷却(Exponential cooling)6种不同的数学模型[3-4]。本文就针对这些模型对焊接热循环的计算方法和应用等问题进行深入的探讨。
1 计算焊接热循环的数学模型
1.1 F(s,d)表格模型
基于F(s,d)表格模型的热循环曲线是通过对前人实际测得的不同材料以时间和距离为函数的数据表进行插值所得。其公式如式(1)所示:
(1)
式中:T0为预热温度或层间温度, ℃;s为时间,s;d为距焊缝中心线的距离,cm;InputFactor为根据预热温度所得输入系数。
软件目前提供的焊接材料有25.4 mm厚钢板、25.4~12.7mm厚不锈钢、12.7 mm厚钢板、12.7 mm厚钛板、6.35 mm 厚钛 a55板和6.35 mm 厚锆2板。
在焊接热循环计算时,F(s,d)表格模型需要输入峰值温度Tmax、预热温度T0和焊接线能量E,并选择焊接材料。如果输入的数值不在F(s,d)表格的范围之内,系统会自动提示直到输入的值达到要求为止。焊接热模拟软件根据输入的参数,自动计算出该点距焊缝中心线的距离和经历的热循环曲线。
1.2 Hannerz模型
根据瑞典斯德哥尔摩皇家技术学院N.E.Hannerz教授的研究成果,焊接热循环的计算公式为式(2)~式(4):
(2)
A=Δt×(500-T0)2(800-T0)2
(3)
B=1 300-2T0
(4)
式中:T0为预热温度, ℃;Tmax为峰值温度, ℃;Δt为从800~500 ℃的冷却时间,s;t为时间,s。
在焊接热循环计算时,Hannerz模型需要输入峰值温度Tmax,预热温度T0以及从800~500 ℃的冷却时间Δt,其中峰值温度和预热温度的值必须在100~2 000 ℃间变化。根据输入的参数,焊接热模拟软件自动计算出所经历的热循环曲线。
1.3 Rykalin-2D和Rykalin-3D模型
基于雷卡林对焊接热过程的研究,当焊件为二维导热时,采用Rykalin-2D模型计算焊接热循环的公式为式(5)~式(9):
(5)
(6)
b=4π×k×c×p
(7)
(8)
(9)
当焊件为三维导热时,采用Rykalin-3D模型计算焊接热循环的公式为式(10)~式(14):
(10)
(11)
(12)
(13)
(14)
式中:Q为焊接线能量,J/cm;c为比热,J/(g·℃);ρ为密度,g/cm3;k为热导率,W/(cm·℃);d为板厚,cm;T1,T2用于定义冷却时间, ℃;t0为预热结束时间,s;Δt为从温度T2冷却到温度T1的时间,s。
在焊接热循环的计算时,Rykalin-2D模型需要输入材料的物性参数比热c、密度ρ、热导率k,焊接时的加热速率ωh、峰值温度Tmax、预热温度T0、焊接线能量E、峰值温度停留时间,定义冷却时间的温度T1,T2、冷却时间Δt和和焊件厚度。Rykalin-3D模型则不需要输入板厚。其中,峰值温度停留时间必须在0.01~100 s间变化,焊接线能量E和冷却时间Δt两参数只需输入其中一个,焊接热模拟软件会自动计算出另一个的值和所经历的热循环曲线。
1.4 Rosenthal模型
基于美国学者Dr.Daniel Rosenthal 对厚板焊件三维导热的研究,采用Rosenthal模型计算焊接热循环的公式为式(15)~式(17):
(15)
(16)
(17)
式中:Q为焊接电弧的功率,J/s;η为焊接热效率;v为焊接速度,cm/s;c为比热,J/(g·℃);ρ为密度,g/cm3;k为热导率,W/(cm·℃);r为距电弧中心的距离,cm;d为某点距焊缝中心线的垂直距离,cm。
在焊接热循环的计算时,Rosenthal模型需要输入材料的物性参数比热c、密度ρ、热导率k和焊接时的预热温度T0、焊接线能量E、焊接速度v,距焊缝中心线的垂直距离d以及焊接热效率η。根据输入的参数,焊接热模拟软件自动计算出所经历的热循环曲线。
1.5 指数冷却模型
指数冷却模型是指试样在加热到峰值温度后,在800 ℃和500 ℃间以指数方式按指定的速率冷却。指数冷却模型焊接热循环的计算公式为式(18):
(18)
式中:Tmax为峰值温度, ℃;Δt为从800 ℃冷却到500 ℃的时间,s;t为时间,s。
在焊接热循环的计算时,指数冷却模型需要输入峰值温度Tmax,加热速率ωh和从800~500 ℃间的冷却时间Δt。根据输入的参数,焊接热模拟软件自动计算出所经历的热循环曲线。
2 焊接热循环计算分析实例
2.1 不同数学模型焊接热循环的计算实例
本文以12.7 mm厚X80管线钢板材埋弧焊接的热模拟为例,分析不同焊接热循环计算模型的特点和应用范围。X80管线钢的物理性能参数取室温值,密度、比热和热传导系数分别为7.871 g/cm3、0.481 J/(g·℃)和0.653 W/(cm·℃)。焊接工艺参数为:焊接电压32 V,焊接电流500 A,焊接速度为11 mm/s,预热温度为100 ℃。加热速度取为130 ℃/s,峰值温度取为1 300 ℃,高温停留时间为1 s,焊接后从800~500 ℃的冷却时间采用德国钢铁学会推荐的D.Vwer等人提出的工程应用公式,如式(19)~式(21),在三维热传导条件下[5-8]:
(19)
在二维热传导条件下:
(20)
临界厚度的判别公式为:
(21)
式中:η′为不同焊接方法的相对热效率,F3和F2为三维和二维热传导条件下的接头系数,具体见文献[5]。计算出材料的临界板厚为14.73 mm,属于二维热传导形式,采用式(20)计算从800~500 ℃的冷却时间为22.72 s。
利用Gleeble 3系列热-力学模拟试验机中配备的焊接热模拟软件,输入本文所研究的焊接工艺条件,6种数学模型计算所得的热循环曲线如图1所示。由图可知,在相同的焊接工艺条件下,采用不同的数学模型计算,所得到六条热循环曲线存在较大的差异, 6种模型从800~500 ℃的冷却时间依次为:16.13、22.81、18.92、4.08、3.38和22.38 s。因此,在进行焊接热模拟试验以前,应根据实际研究的焊接工艺,选择适合的数学模型计算焊接热循环。六种模型中Rykalin-3D模型和Rosenthal模型计算所得的冷却速度对比其他四种差异性较大,这主要是因为这两种模型是针对厚板三维热传导形式。因此在选择数学模型计算焊接热循环前,应首先明确所研究焊接工艺的实际传热方式。
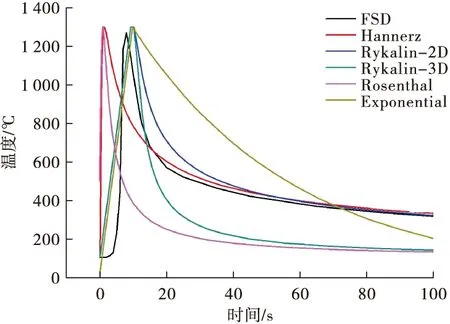
图1 6种数学模型计算所得的焊接热循环曲线
2.2 数学模型的可控性和适用范围
焊接热循环由4个主要特征参数决定:加热速度、峰值温度、高温停留时间、冷却速度或某一温度区间的冷却时间。针对油气领域常用的管线钢,加热速度影响奥氏体均质化和碳化物的溶解过程,进而影响到冷却过程最终的相变产物和性能。峰值温度决定了所模拟焊接热影响区的特定区域。高温停留时间则是指相变温度以上的停留时间,包括加热和冷却阶段,这主要是影响奥氏体晶粒长大和合金元素的溶解。但是在Gleeble系列模拟软件中,高温停留时间指的是在峰值温度的停留时间。冷却速度是影响焊接后最终转变组织和性能的重要因素,也是焊接热循环模拟的重要变量。一般试验要求的冷却速度为从800~500 ℃的冷却速度,也就是冷却时相变发生温度区间的冷却速度。如果考虑马氏体转变则应考虑800~300 ℃的冷却速度。预热温度也是焊接时的常见工艺参数,但是对于焊接物理模拟热循环计算的影响较小。
6种模型中,F(s,d)模型根据实际的测量结果,采用分段模拟加热,因此对各个阶段焊接热循环特征参数都是可以控制的。Hannerz模型和Rosenthal模型无法对加热速度进行设置。Rosenthal模型无法直接定义峰值温度,而是通过调整距焊缝中心线的位置获得不同的峰值温度。针对高温停留时间,仅仅Rykalin-2D和Rykalin-3D模型考虑了峰值温度停留时间对热影响区性能的影响。所有模型都可实现从800~500 ℃冷却速度的控制,但是针对其他温度段冷却速度,则只有Rykalin-2D和Rykalin-3D进行了考虑。表1总结了6种模型对焊接热循环特征参数的输入控制能力,在焊接热模拟前可根据现有的工艺参数,选择合适的模型计算焊接热循环。
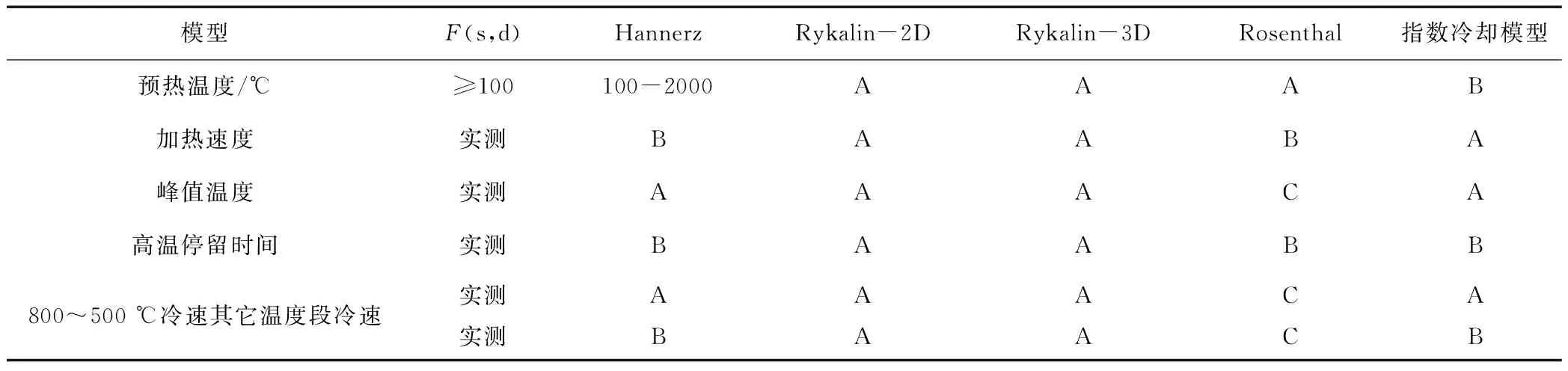
表1 6种数学模型对焊接热循环特征参数的控制
总的来说,可以实现所有焊接热循环特征参数的设定,在模拟材料的物性参数已知,焊接工艺参数明确的情况下是计算焊接热循环参数的最佳选择,两者的选择只需确定材料焊接工艺的传热方式。Hannerz模型和Rosenthal模型则分别是在焊接热循环控制参数要求不高的情况下,相对简单的二维和三维传热方式计算公式。指数冷却模型是材料物性参数未知的情况下,计算焊接热循环的选择。
3 结 论
本文基于DSI公司Gleeble 3系列热-力学模拟试验机中配备的焊接热模拟软件,深入探讨了F(s,d)表格,Hannerz,Rykalin-2D,Rykalin-3D,Rosenthal和指数冷却6种不同焊接热循环计算模型。在选择数学模型计算焊接热循环前,应首先明确所研究焊接工艺的实际传热方式。在焊接材料和焊接工艺明确的情况下,选用Rykalin-2D和Rykalin-3D模型计算温度-时间曲线可以实现更多焊接热循环特征参数的控制。
猜你喜欢
少先队活动(2022年9期)2022-11-23
成都信息工程大学学报(2022年4期)2022-11-18
中国临床医学影像杂志(2022年6期)2022-07-26
体育科技文献通报(2022年3期)2022-05-23
新高考·高二数学(2022年3期)2022-04-29
有色金属(矿山部分)(2021年4期)2021-08-30
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
焊管(2020年3期)2020-04-13
电子制作(2019年23期)2019-02-23
中学数学杂志(初中版)(2016年5期)2016-11-01