
基于数控机床加工的板材自动翻转及夹持装置的研究与实现
2020-10-30 12:14陈宇郭芳
科学导报·学术 2020年39期
陈宇 郭芳
摘 要:通过自动夹持装置和以及由液压缸、齿轮、齿条、翻转夹持爪等部件构成的自动翻转装置以及位置检测机构组成的自动化装置,用于把大型板材工件固定在数控机床工作台上并一次性完成板材上下两面的全部加工过程,工作过程包括板材工件定位→板材工件夹紧→板材工件正面加工→正面夹紧定位机构松开→板材工件自动翻转→板材工件定位→板材工件夹紧→板材工件背面加工→背面夹紧装置松开的工作过程。
关键词:数控机床;大型板材;翻转;夹持
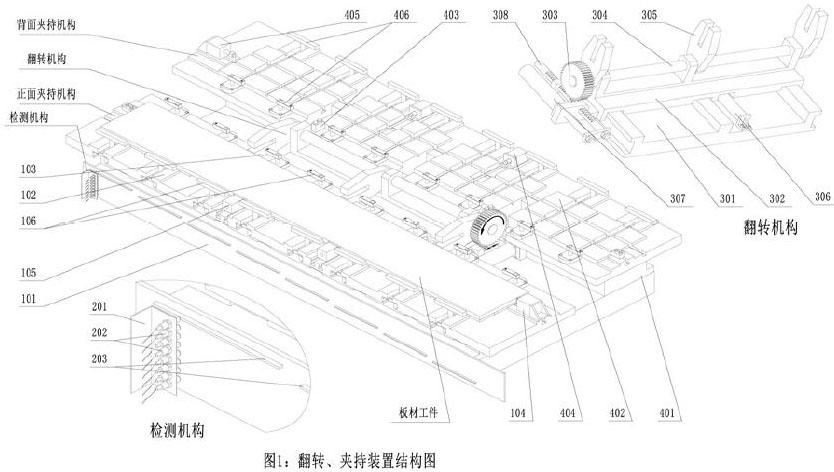
一、本文论述了一种用于数控机床加工的板材加工用自动翻转及夹持装置,该自动夹持翻转装置分为工件正面加工夹持机构1、检测机构2、工件翻转机构3、工件背面加工夹持机构4。装置的工件正面加工夹持机构1与工件背面夹持机构4可在刀具靠近夹紧用转角油缸时,由检测机构2接收信号使相应位置的夹紧用转角油缸及时翻转脱离加工工件完成躲避加工刀具的动作。夹持底座设置有T型安装槽,可以调整夹持油缸位置,翻转装置的夹持爪可沿转轴调整位置,可实现不同尺寸板材的通用化夹持和翻转。
二、自动夹持翻转装置的主要构成和功能为:
1、工件正面加工夹持机构:用于板材正面加工时的定位和装夹,由用于板材工件安装的底座101、安装在底座101上用于板材定位的平面定位板102、侧面定位块103、安装在底座101上用于板材工件定位液压油缸104、定位液压油缸105、安装在底座101上用于板材工件夹紧的夹紧用转角油缸106(数个)部件组成。
2、检测机构:检测机构用于检测机床主轴及刀具与工件的相对位置,为避免加工时夹紧油缸与刀具发生干涉现象,在刀具靠近夹紧用转角油缸时,相应的夹紧用转角油缸及时翻转脱离加工工件进行躲避刀具的动作。检测机构分为检测开关支架201、检测开关202(数个)、位置信号支架203(数个)。检测开关支架201固定在数控机床底座或立柱等与机床工作台做相对运动的部件上,位置信号支架203安装与检测开关支架201做加工时相对运动的夹持机构底座上。
3、工件翻转机构用于将工件由正面加工夹持机构翻转至背面加工夹持机构进行板材工件背面的加工,工件翻转机构由固定底座301、可以沿着底座导轨移动的的滑动座302、安装在滑动座上的回转齿轮303、与齿轮连接的转轴304、固定在转轴上的夹持爪305、推动滑动座水平移动的平移油缸306、带动蜗杆蜗轮减速箱转动的回转动力油缸307、随回转动力油缸移动的齿条308组成。
4、工件背面加工夹持机构用于板材正面加工时的定位和装夹,由用于板材工件安装的底座401、安装在底座401上用于板材定位的平面定位板402、侧面定位块403、安装在底座401上用于板材工件定位液压油缸404、定位液压油缸405、安裝在底座401上用于板材工件夹紧的夹紧用转角油缸406(数个)部件组成。
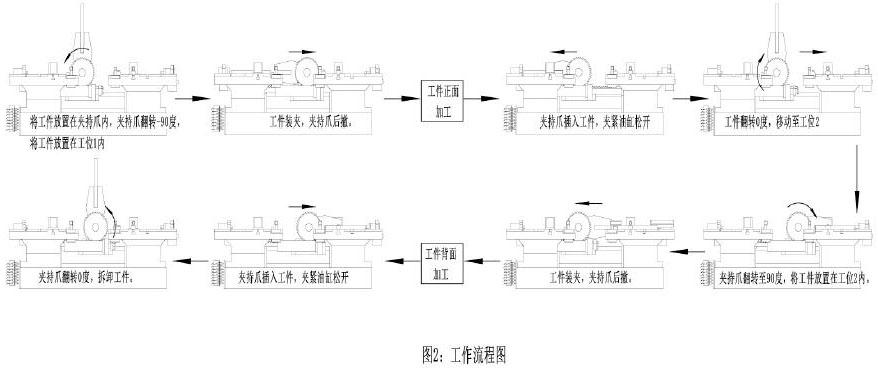
三、根据上述结构形式,板材自动夹持翻转装置的工作方式为以下过程:
1、将板材放置在夹持爪305上,夹持爪翻转至-90度位置,将工件放置在正面加工的工位1内。
2、正面夹持机构底座101上的定位液压油缸104、定位液压油缸105工作完成定位动作→夹紧用转角油缸106工作完成夹紧动作,平移油缸306工作使夹持爪305后撤脱离工件。
3、机床进行板材加工,当刀具移动靠近夹紧用转角油缸106、夹紧用转角油缸107时与其对应的位置信号支架203移动至检测开关位置、系统接收信号控制对应的夹紧油缸松开脱离工件,当机床运行至检测开关202脱离相应的位置信号支架203时接触信号丢失对应的夹紧用转角油缸106、夹紧用转角油缸107恢复至夹紧状态,依次完成板材工件正面的全部加工。
4、平移油缸306工作推动夹持爪305插入板材内,夹紧用转角油缸106、夹紧用转角油缸107、定位液压油缸104、定位液压油缸105松开板材工件,
5、回转动力油缸307通过齿条308带动齿轮303、夹持爪304旋转至0度(垂直)位置托起板材工件,平移油缸308运动将工件移动至背面加工装夹机构处。
6、回转动力油缸307通过齿条308、齿轮303带动夹持爪305旋转至90度将板材工件放置在背面加工装夹机构定位板402上,背面加工装夹机构4完成工件装夹。
7、平移油缸308运动将夹持爪304移动至靠近正面加工装夹机构1处使夹持爪脱离工件,进行工件背面加工。
8、平移油缸306工作推动夹持爪305插入板材内,夹紧用转角油缸406、定位液压油缸404、定位液压油缸405松开板材工件。
9、回转动力油缸307运动,通过齿条308推动齿轮303转动,带动转轴304及夹持爪305回转至垂直状态,重新装卸工件。
四、结语:
大型板材工件在数控机床上的平面全加工及板材的翻转一直困扰操作者及影响数控机床的自动化程度。现有加工工序的完成主要靠人工辅助来完成,在加工过程中要人工间断进行夹紧压板的夹持和松开以躲避加工刀具,工件翻转更需要人工和起重设备配合完成,大大降低了加工效率和数控机床的自动化程度。随着工业自动化的发展板材加工的自动化夹持和翻转已成为一个亟需解决的问题。本装置能在数控机床自动识别的情况下完成板材工件的正面和背面的自动化全加工工序,有效的提高了数控机床的加工效率,避免的加工过程中的人工干预,降低了操作工人的劳动轻度。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
科学导报·学术(2020年11期)2020-03-30
消费导刊(2016年11期)2017-10-19
现代职业教育·中职中专(2017年12期)2017-08-13
文理导航(2016年31期)2016-12-19
科技视界(2016年26期)2016-12-17
考试周刊(2016年94期)2016-12-12
中小企业管理与科技·中旬刊(2014年12期)2015-01-22
中小企业管理与科技·中旬刊(2014年12期)2015-01-22
