保证铝合金齿轮箱体加工精度方法的研究
2020-10-30 03:30翟孟超李永超
科学导报·学术 2020年46期
翟孟超 李永超
摘 要:在铝合金齿轮箱体加工过程中,容易出现变形、形位公差或尺寸公差问题,为解决这一现象,围绕精铣合箱平面度精度、精镗孔孔径加工精度进行控制,分别指出相对应的影响因素,并借助试验分析,探究有效控制铝合金齿轮箱体加工精度的方式方法,最终确保铝合金齿轮箱加工生产质量的进一步提高。
关键词:铝合金齿轮箱;加工精度;精铣合箱平面度;精镗孔孔径加工;控制方法
引言:
现阶段,伴随着铸造技术的逐步提升以及车辆轻量化的设计发展,铝合金齿轮箱箱体的应用愈发广泛,但是,在实际铝合金齿轮箱应用过程中不难发现,其普遍存有一定的易变性、加工稳定性不足等问题,很容易导致出现形位公差或尺寸公差误差。对此,借助控制变量手段开展铝合金齿轮箱箱体加工精度控制试验,了解精铣合箱平面度精度与精镗孔孔径加工精度的影响因素,在试验分析基础上总结相对应的精度控制方法,最终有效提高铝合金齿轮箱的加工质量。
1 精铣合箱平面度精度控制
1.1刀具选择对合箱面平面度精度的影响
借助同一套工装与相同的压紧力装夹,在统一的大理石平台上开展平面度测量试验,分别就普通硬质合金刀具与PCD刀具进行试验对比,形成18组数据。其中,通过对比发现,PCD刀具与普通硬质合金刀具对于精铣合箱平面度精度的影响相差不多,但于刀具寿命、加工光洁度、加工效率等方面来看,PCD刀具的试验效果较为明显,因此,可借助PCD刀具来就铝合金齿轮箱进行加工优化。
1.2测量方法对合箱面平面度精度的影响
在就精铣合箱平面度精度进行测量时,常规的测量方法一般可分为探头取点方式和塞尺检查方式,但由于三坐标送检的探头取点方式相对检测流程较多,需要于恒温条件下开展检测作业,因此实际检测过程很少使用。对此,在统一的工装前提下开展平面度测量试验,分别就两种不同测量方法应用下的测量精度进行检测,形成17组数据。其中,通过对比发现,借助三坐标送检的探头取点方式能够获取优于大理石平台检测的检测效果,误差相对较小。但是,在实际铝合金齿轮箱生产过程中,考虑到三坐标取点数量必然会少于试验室研究的取点数量,使得其与大理石平台检测结果的差距会进一步拉大,且由于三坐标送检手段会基于该测量方法的随机性而导致检测结果的偏差,因此,通常可采用成本较低、操作较为简便的基于大理石平台的塞尺检查方式。
1.3装夹压紧力对合箱面平面度精度的影响
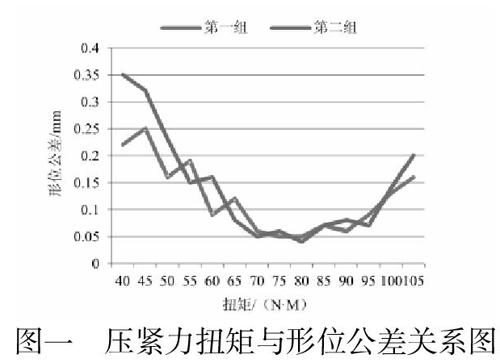
针对装夹压紧力,当压紧力过小时,受切削力震动影响零件会出现微量位移,降低加工的整体精度,反之,当压紧力过大时,零件加工时的形状与自然状态下的形状会发生扭曲变化,进而同样造成精度较差问题出现。对此,借助试验手段在同一零件上进行多次加工试验,分别设计两组对照试验,得出14种不同压紧力状态下的加工效果,形成如图一所示的压紧力扭矩与形位公差关系图。其中,通过对比发现,压紧力对于零件形位公差的影响相对较大,而当压紧力保持在75~85N·M时,整体的零件加工效果相对稳定。同时,通过对照操作者的压紧力手感,依靠操作者手感得出的试验压紧力相较于试验得出的最优压紧力要高,究其原因多与人工操作下操作者会受到心理作用驱使影响有关。此外,根据图一不难看出,伴随着压紧力的逐渐上升,工件的变形量也会逐步增加,这说明工装夹具的设计与装夹位置存在一定缺陷,因此就此方面进行优化设计同样十分重要。
2 精镗孔孔径加工精度控制
2.1测量方法对孔径加工精度的影响
通常来说,常见的精镗孔孔径测量方法一般包括标准环规测量、实物环规测量、外径千分尺对尺测量、温度曲线补偿测量等。但是,由于在实际铝合金材质零件生产过程中材料温度线性膨胀系数会高于一般的钢铁材料,因此不能使用标准环规与外径千分尺测量手段,在此基础上,围绕温度曲线补偿测量手段开展测量试验。其中,在相对温度条件下,齿轮箱测量的公差范围会伴随零件与环规的温度变化而变化,而当环规温度为15℃、零件温度为20℃时,测量的尺寸公差范围为(+0.055,+0.02),误差相对较小,符合加工精度的基本要求。
2.2箱体内应力对孔径加工精度的影响
围绕5套齿轮箱进行每8h一次的椭圆量测量,观察零件的内应力变形情况,其中,对比发现,当零件处于加工结束阶段时,零件受内应力的影响相对较小,即24~32h内变形量趋于平缓。此外,针对六种不同的零件切削量进行试验观察,发现伴随着切削量的增加零件的内应力变化也会增加,而当切削量小于0.1mm时,一般可就变形量予以忽略。
3 结束语
综上,借助对照试验原则与数据分析手段研究了鋁合金齿轮箱加工过程中精度的主要影响因素,其中,应针对不同影响因素采取最恰当的误差控制手段,在不断加强技术优化与方案完善的过程中提升铝合金齿轮箱的加工质量,并最终为实现更高难度的铝合金材质零件加工提供帮助。
参考文献
[1] 郭学庆,李维莹,李颖诚.保证铝合金齿轮箱体加工精度方法的研究[J].机械,2019,46(11):75-80.
[2] 林亚东. 高速列车铝合金齿轮箱结构优化设计[D].沈阳工业大学,2017.
[3] 陈红圣,徐贵宝,董雯,龚家林,马俊成.高速动车组铝合金齿轮箱低压铸造工艺研究[J].铸造,2017,66(01):6-10.
[4] 刘升,倪文峰.铝合金齿轮箱精加工工艺凸台的设计与改进[J].机车车辆工艺,2012(02):10-11.
猜你喜欢
居业(2016年9期)2016-12-26
文艺生活·中旬刊(2016年11期)2016-12-13
科学与财富(2016年26期)2016-12-01
企业技术开发·下旬刊(2016年9期)2016-11-23
中国集体经济(2016年26期)2016-11-19
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
考试周刊(2016年82期)2016-11-01
科技视界(2016年11期)2016-05-23