
Ti-Al-Fe低成本钛合金TIG焊焊接组织和性能研究
2020-10-29 05:23田喜明周中波张利军张晨辉
钛工业进展 2020年5期
田喜明,卫 娜,周中波,张利军,张晨辉
(1.海军装备部,陕西 西安 710021)(2.西安西工大超晶科技发展有限责任公司,陕西 西安 710200)
钛合金具有密度小、比强度高、耐腐蚀性好、耐高温以及良好的焊接性,在航空航天等领域得到了广泛应用[1,2]。但是与铝、镁等合金相比,较高的原材料成本和加工成本对钛合金材料大范围的推广使用产生了不利的影响。因此,发展低成本钛合金材料成为国内外钛工业领域研究的重要方向。低成本的实现一方面通过采用廉价元素降低原料成本,另一方面通过改进生产工艺,降低加工成本[3,4]。
低成本钛合金材料的研发有望进一步扩大钛及钛合金在化工、兵器、汽车、体育等领域的应用[5]。在低成本钛合金材料的设计开发过程中,除了成本的控制和力学性能的提高,其焊接性能也是在推广应用过程中需要考虑的重要问题。低成本钛合金材料与传统钛合金材料一样化学性质活泼,极易与空气中的氧、氮、氢等元素发生反应,形成内部气孔等焊接缺陷[6-9],焊缝表面也极易发生氧化[10,11]。此外,低成本钛合金导热性相对较差,焊接过程中易产生裂纹,焊接试片易发生变形,导致焊接接头力学性能不能满足要求。
本文对Ti-Al-Fe低成本钛合金的焊缝内部质量、焊接组织和性能进行研究,并与TC4钛合金的焊接性能进行对比。以期初步掌握Ti-Al-Fe低成本钛合金的焊接性能,加快该合金的推广应用步伐。
1 实 验
实验材料为采用铝豆、TiFe70、海绵钛等原材料通过2次真空自耗电弧熔炼制备而成的Ti-Al-Fe低成本钛合金。为便于评价该合金的焊接性能,选择常见的TC4钛合金进行对比。表1为Ti-Al-Fe低成本钛合金和TC4钛合金母材的化学成分。
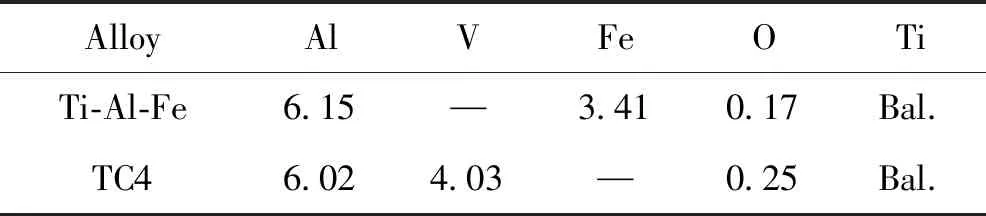
表1 Ti-Al-Fe低成本钛合金和TC4钛合金母材化学成分(w/%)Table 1 Chemical compositions of Ti-Al-Fe low cost alloy and TC4 titanium alloy base metal
焊接试片厚度为10 mm,开双V型坡口,钝边为2 mm。焊丝与母材同牌号,规格为φ3.0 mm。焊接前对焊接试片和焊丝进行表面清理,表面无氧化、夹杂、油污等,并对试片进行150 ℃/30 min预热。焊接试验采用钨极氩弧焊(TIG焊)。焊接时先将焊接试片两端进行点焊定位后,再用夹具固定焊接试片的4个角以防止焊接后变形。通入氩气后,依次进行打底焊、双面填充焊和盖面焊,焊接工艺参数如表2所示。
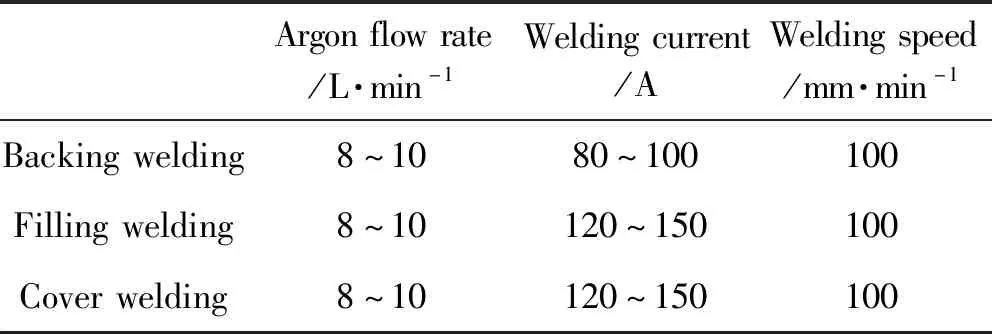
表2 TIG焊焊接工艺参数Table 2 Welding parameters of TIG welding
采用XH2515型X射线探伤机对焊缝进行缺陷检测,观察焊缝内部质量。垂直焊缝切取金相试样,经磨光、抛光、腐蚀(腐蚀剂采用体积比为1∶3∶6的HF、HNO3、H2O的混合液)后,用肉眼及OLYMPUS GX41光学显微镜分别观察焊缝区域的宏观组织和显微组织。根据GB/T 2649《焊接接头性能试验取样方法》垂直焊缝切取拉伸试样,然后按照GB/T 2651《焊接接头拉伸试验方法》进行焊缝拉伸性能测试。
2 结果与分析
2.1 焊缝表面和内部质量
图1为Ti-Al-Fe低成本钛合金和TC4钛合金焊接后的焊缝形貌。从图1可以看出,焊缝表面颜色均为银白色,焊缝形状为分布整齐的鱼鳞纹状,宽度约为15 mm。X射线检测结果显示,焊缝内部融合完全,且无气孔、裂纹、夹杂等焊接缺陷,如图2所示。这表明Ti-Al-Fe低成本钛合金与TC4钛合金的可焊性相当,具有良好的可焊性能。
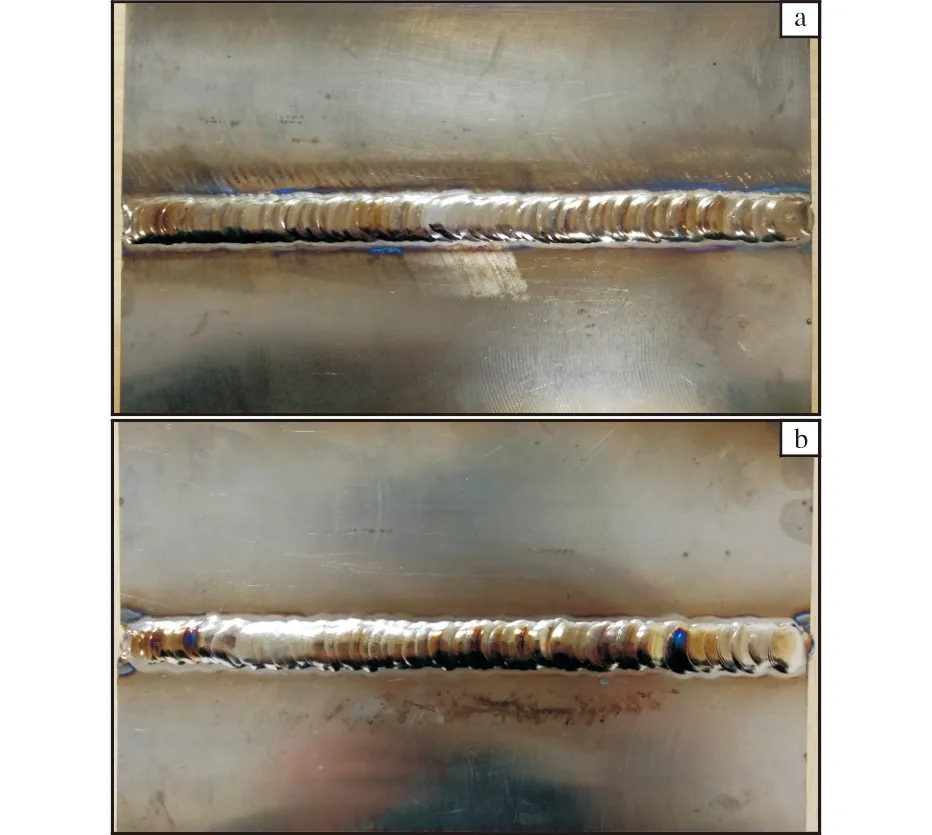
图1 焊接试样的焊缝形貌Fig.1 Weld morphologies of welding specimens:(a)Ti-Al-Fe low cost titanium alloy; (b)TC4 titanium alloy
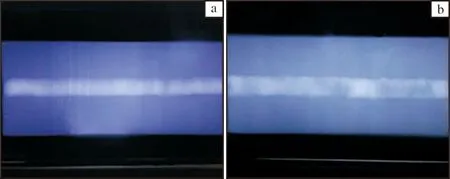
图2 焊缝X射线检测结果Fig.2 X-ray test results of weld seam:(a)Ti-Al-Fe low cost titanium alloy; (b)TC4 titanium alloy
2.2 焊接组织
图3为Ti-Al-Fe低成本钛合金及TC4合金焊接接头的宏观组织。从图3可以看出,焊接接头分为焊缝区、热影响区(HAZ)和母材区。焊缝区域组织均由柱状晶组织(如图中方框所示)和少量的等轴晶(如图中椭圆所示)组成。柱状晶组织是由于焊缝金属在凝固过程中沿温度梯度方向垂直于熔合线向焊缝中心生长形成的。等轴晶是由于多层焊接时,后一层焊缝对前一层焊缝进行加热,发生相变再结晶,从而使内部柱状晶消失,形成细小等轴晶。从图3还可以看出,Ti-Al-Fe低成本钛合金柱状晶组织比TC4钛合金的组织细小。热影响区中等轴晶的形成是受焊接过程加热和冷却的循环作用,加热达到相变点以上时晶粒长大,冷却过程中由于向四周的散热条件一致,最终形成等轴晶。
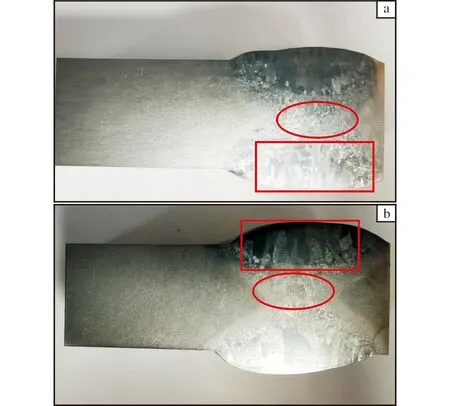
图3 焊接接头宏观形貌Fig.3 Macrostructures of welded joints:(a)Ti-Al-Fe low cost titanium alloy; (b)TC4 titanium alloy
图4为Ti-Al-Fe低成本钛合金和TC4钛合金焊缝区微观组织照片。从图4可以看出,焊缝区域晶粒尺寸粗大,可以观察到明显的晶界。Ti-Al-Fe低成本钛合金和TC4钛合金焊缝区域的组织均是由大量的针状次生α相和少量的初生长条状α相组成,TC4钛合金针状次生α相比Ti-Al-Fe低成本钛合金细且密。
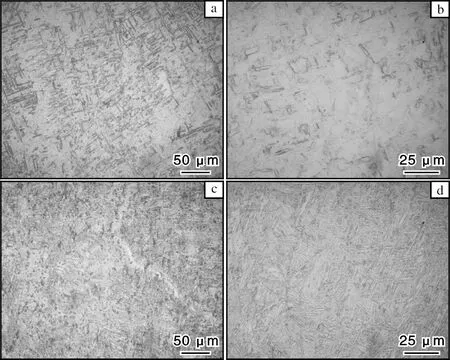
图4 焊缝区微观组织Fig.4 Microstructures of weld zone:(a,b)Ti-Al-Fe low cost titanium alloy; (c,d)TC4 titanium alloy
图5为Ti-Al-Fe低成本钛合金和TC4钛合金热影响区及基体微观组织。从图5可以看出,二者基体组织均由初生α相、次生α相及残余β相组成的。焊接热影响区组织由大量初生α相和少量针状次生α相及残余β相组成,这是由于热影响区温度较低,相变未能完全进行,有大量的初生α相保留下来,在冷却过程中,从β相中开始分解出少量的针状次生α相。
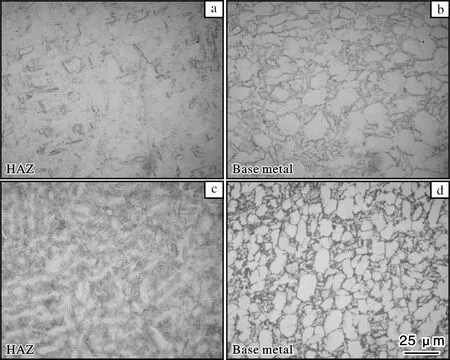
图5 热影响区和基体微观组织Fig.5 Microstructures of HAZ and base metal:(a,b)Ti-Al-Fe low cost titanium alloy; (c,d)TC4 titanium alloy
2.3 拉伸力学性能
表3为Ti-Al-Fe低成本钛合金和TC4钛合金焊接接头的室温拉伸性能测试结果。Ti-Al-Fe低成本钛合金焊接接头的抗拉强度平均值为1 204 MPa,TC4钛合金焊接接头抗拉强度平均值为1 093 MPa,说明采用相同的焊接方法和焊接工艺,Ti-Al-Fe低成本钛合金焊接接头的强度比TC4钛合金高111 MPa。这是由于Ti-Al-Fe合金焊接区域的组织较细小,晶界强化作用所致。图6是焊接接头拉伸试样断裂后的照片。可以看出,Ti-Al-Fe低成本钛合金和TC4钛合金试样拉伸后均在母材区域断裂,表明焊缝强度高于母材。
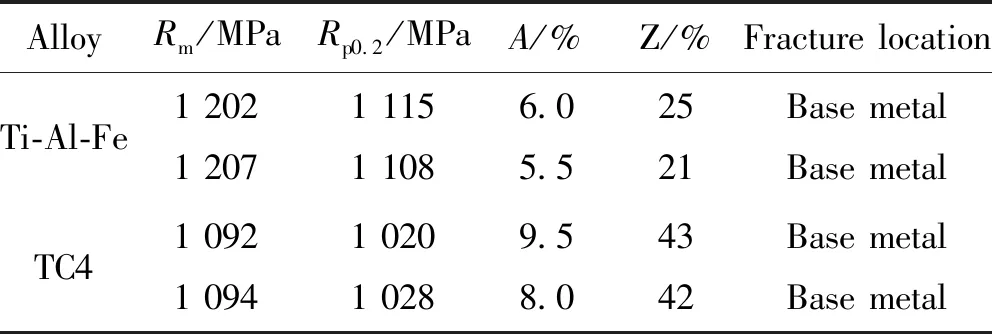
表3 焊接接头拉伸性能Table 3 Tensile mechanical properties of welded joints
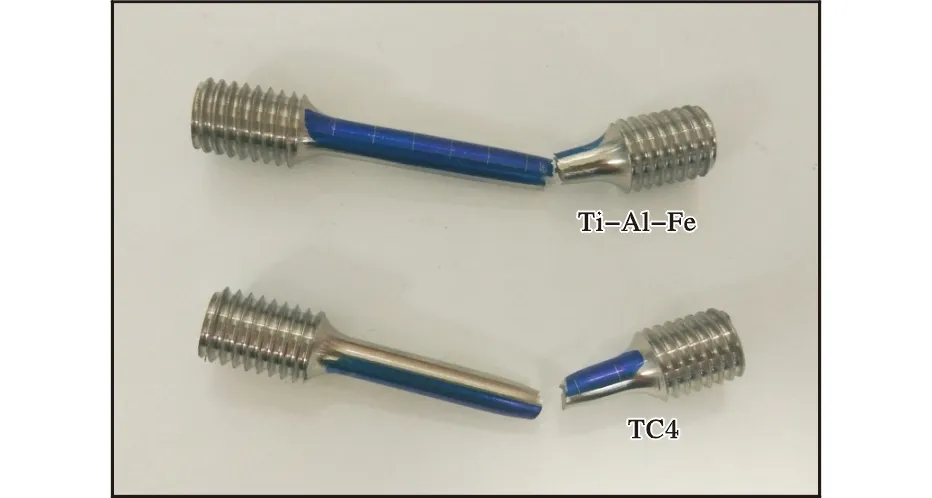
图6 焊接接头拉伸试样断裂后的照片Fig.6 Photo of tensile specimens of welded joints after fracture
3 结 论
(1)采用TIG双面焊得到的Ti-Al-Fe低成本钛合金焊缝表面颜色为银白色,焊缝形状为分布整齐的鱼鳞纹状,焊缝内部融合完全,且无气孔、裂纹、夹杂等焊接缺陷,可焊性好。
(2)Ti-Al-Fe低成本钛合金焊缝区域低倍组织是由柱状晶组织和少量的等轴晶组成,其柱状晶组织要比TC4钛合金的细小,焊缝区域微观组织是由大量的针状次生α相和少量的初生长条状α相组成。
(3)Ti-Al-Fe低成本钛合金拉伸断裂在母材位置,焊缝强度高于母材。Ti-Al-Fe低成本钛合金焊接接头抗拉强度平均值为1 204 MPa,与采用相同的焊接方法和焊接工艺的TC4钛合金相比,抗拉强度高111 MPa。
猜你喜欢
电焊机(2022年8期)2022-09-09
当代石油石化(2022年8期)2022-09-07
全面腐蚀控制(2022年4期)2022-06-17
腐蚀与防护(2021年8期)2021-09-07
炭素(2021年1期)2021-06-03
中国核电(2021年1期)2021-03-13
热力发电(2020年9期)2020-12-05
理论与创新(2020年11期)2020-07-26
佛山陶瓷(2016年7期)2016-05-14
