丙酸废水处理工艺
2020-10-27 06:55李汉荣
江西化工 2020年5期
李汉荣
(江西世龙实业股份有限公司,江西 乐平 333300)
引言
国内处理高浓度有机废水,主要有铁碳微电解+混凝沉淀+UASB +A2/O+二沉池处理工艺及Fenton法+絮凝沉淀预处理+生化工艺。虽然该废水生化处理工艺较成熟,能达到纳管标准,但是该工艺处理成本高,60t/d处理池产生污泥每天约1.0吨,好氧阶段泡沫多,经常溢出池外,产生二次污染,铁碳参与了反应,出水颜色较深。进生化池前甲醛含量<100ppm,否则细菌失效,进水要求较苛刻。
上述工艺难以处理丙酸废水,因丙酸生产过程中产生的高COD有机废水,含有甲酸25000-30000mg/L、甲醛类3000mg/L等成分,有很强的生物毒性,pH值很低(pH=1~2左右),生化处理很困难,在环保治理要求必须合格情况下,为解决丙酸生产废水处理等问题,达到排放标准,降低因高COD有机废水造成的环保风险,公司经过招标,反复摸索比较,引进了浙江某环保公司的废水处理工艺,较好地解决了这些问题。
一、HBR+UASB丙酸废水处理工艺
丙酸生产过程产生的有机废水,含有高浓度甲酸、甲醛类等物质,其污染物主要有pH、COD、NH3-N、甲酸、甲醛等,其中甲酸含量达到25000-30000mg/L,醛类含量达到3000mg/L,总COD达到25000~35000mg/L,属于典型的高COD有机废水,pH值很低(pH=1~2左右)因生产废水中的甲酸、醛类等成分,有很强的生物毒性。
为此生产废水经收集管网汇流进入废水调节池,考虑原水时变性大,污水组成及污染物指标影响很大,故设置调节池,用于均化水质,应对污水水质、水量的波动对污水生化处理系统的冲击,要求COD<30000mg/l甲醛类含量<<3000mg/L。
HBR生化池是介于厌氧和好氧之间的一种生化处理工艺,通过添加活性碱,控制温度在40℃以下,控制微生物生存环境因素,维持细菌的活性,确保有机物的分解。该工艺具有容积负荷高、耐冲击负荷、COD去除效率高的特点。HBR段还有脱色作用,经过HBR工艺处理后COD的去除率可达到80%左右。
采用UASB反应器(即升流式厌氧污泥床),在厌氧生化过程大致可分为水解酸化阶段和产甲烷阶段,而这两个阶段的反应条件有一定的差异(主要是温度和pH值)。当污水中C、N比大于20:1时,在厌氧条件下产生的NH3可以中和产酸过中产生的H+,能够确保产甲烷阶段顺利进行。高效厌氧工艺具有容积负荷高、COD去除效率高、耐冲击负荷等优点,大幅度地消减COD。
好氧池是通过好氧微生物大幅去除废水中的有机污染物,并脱除氨氮,使出水达标。采用微孔曝气器,提高了氧的传质系数,加快了好氧速率。通过介质混合器(喷头)和循环流动使空气被剪切分散成微小的气泡,并与污水充分混合,反复充氧,足够的溶解氧保证了好氧生物处理系统的高负荷运行。
活性污泥浓度高,耐冲击负荷能力强,能适合各种水质的有机废水处理。微孔曝气方式可以提高细菌和微生物的繁殖、更新、变异的能力,使MLSS上升。当负荷变小时,因细菌、微生物得不到充分营养物质而总量减少,从而达到自我调节的目的。曝气方式融合了全新高效曝气方式、物相强化传质、紊流剪切等技术,因此,其空气中氧的转化率高,氧利用率也高,反应器容积负荷大,水力停留时间短。
COR工艺属于高级氧化工艺中的一种,废水中含有大量难以生物降解的有机污染物,因此我们采用COR工艺,去除废水中难以生物降解的污染物。该工艺采用氧化剂与催化剂联用,提高·OH的生成量和生成速率,加速反应过程,提高处理效率和出水水质。
通过提升泵将高级氧化沉淀池的上清液输送至曝气生物滤池处理,滤池内备有高比表面积的颗粒填料,以提供微生物膜生长的载体,并根据废水流向不同分为下向流或上向流,废水由上向下或由下向上流过滤料层,在滤料层下部鼓风曝气,使空气与污水逆向或同向接触,使污水中的有机物与填料表面生物膜通过生化反应得到降解,填料同时起到物理过滤作用。
滤池在运行时生物滤料层截留部分悬浮物、生物絮凝吸附的部分胶体颗粒和微生物膜在新陈代谢过程中增殖老化脱落的微生物膜,这些物质的过多存在显著地增加了曝气生物滤池的过滤阻力,会使处理能力减小和处理出水水质下降,所以运行一定时间必须对滤池进行反冲洗.废水经过曝气生物滤池处理后COD的去除率可达到50%左右。
工艺流程如下:
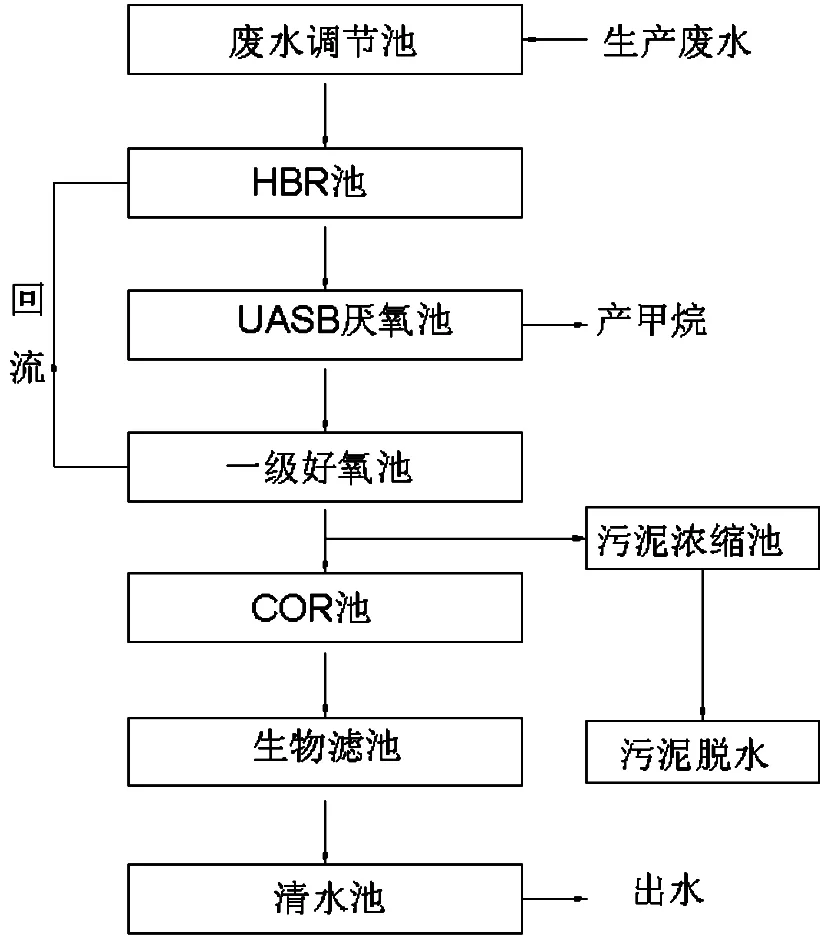
图 工艺流程
二、HBR+UASB丙酸废水生化运行情况
(一)近十个月运行期间其进、出水水质情况
处理水量约58t/d。
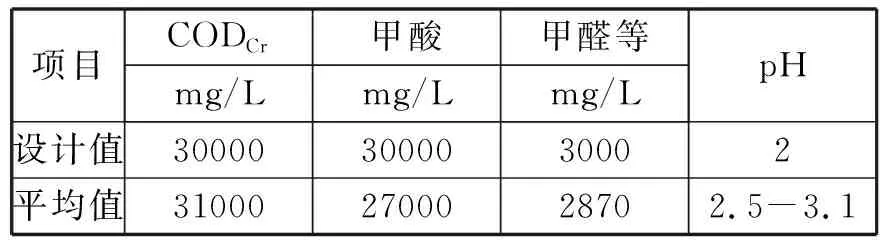
表1 运行期间污水厂进水水质情况
表2为试运行期间出厂水质实测数据,从中可以看出:出水水质稳定,达到《污水综合排放标准》(GB8978-1996)三级标准。
(二)能耗情况
配套设备总容量为83.88kw,正常运行负荷按75%运行,全运行的电机容量为62.91kW。电费按1.0元/(kW·h)计,则本生化处理站的能耗为:F1=62.91kW×24h×1.0元/kW·h/58吨=26元/吨。

表2 运行期间污水厂出水水质情况
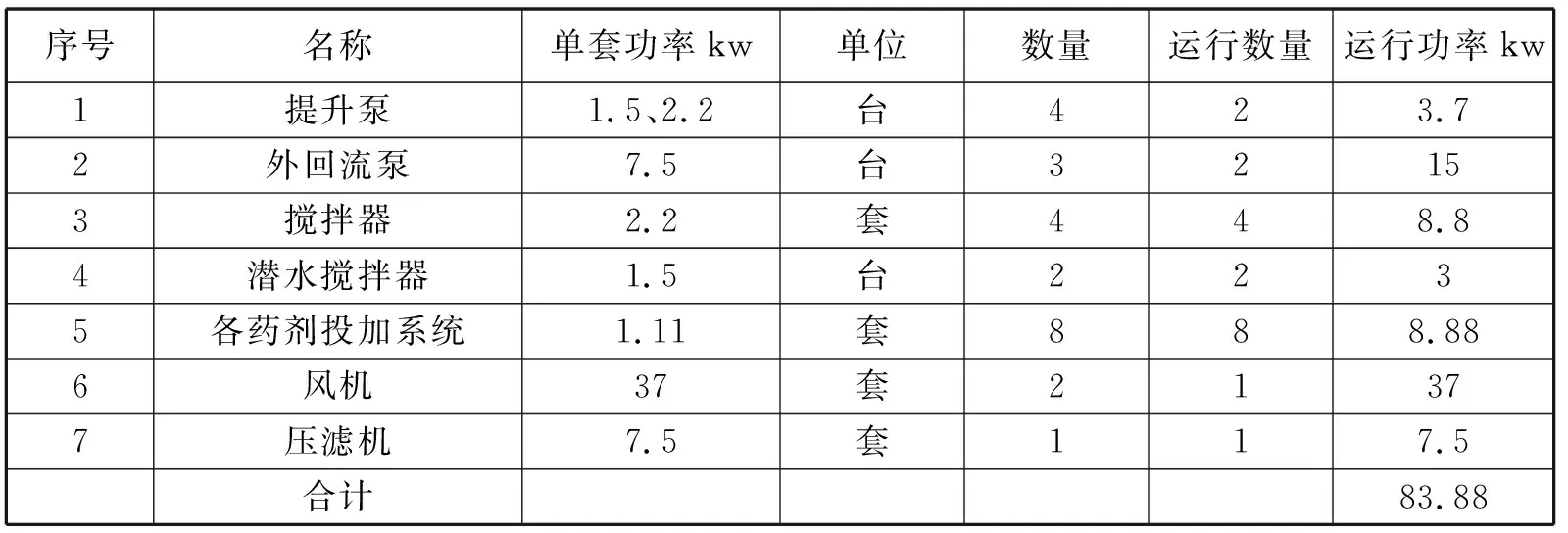
表3 能耗情况
注、60t/h丙酸废水处理装置,铁碳微电解装机容量为132kw
(三)药剂用量
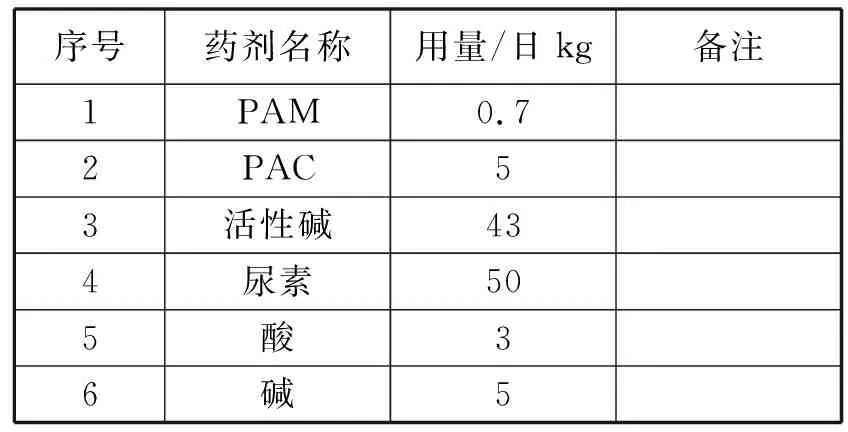
表4 近十个月药剂用量(日平均值)
(四)污泥产量
原水量按60吨计算,工艺中好氧池产生污泥,设计为每日一般废物产量230kg。实际运行至今,无污泥产出。
三、结果与讨论
HBR+UASB废水处理工艺,能确保高分子有机物的分解和降解,大幅降低COD浓度的同时,为好氧段处理提供便利。因此HBR一方面减轻了后续处理工艺的负荷,提高后续综合生化处理的效率,另一方面降低废水处理成本。因采用生化工艺,运行负荷约为其它工艺的70%,运行近十个月来,药剂成本约铁碳微电解或Fenton法的1/2,至目前为此没有产出生化污泥,降低了固废处理成本。
为了保证污水处理系统的正常运行,加强了日常的水质检测。尤其污水处理过程中HBR、UASB等出水指标控制:TSS,COD,溶解氧,pH,温度,流量等。
调节池至HBR池废水中甲醛类浓度务必≤3000mg/L,否则极大地影响生化池的稳定运行。
夏季天气炎热,室外温度高,对HBR运行时要严控温度,液体温度高于45℃时极大地影响产水量,细菌易死亡,必要时采取降温措施。
四、结论
近十个月来运行情况表明该生化处理工艺在处理甲酸浓度达25000-30000mg/L、甲醛类浓度达3000mg/L、COD达25000~35000mg/L有机废水方面,能满足生产所需,做到达标排放,该工艺具有较宽的适应性及运行稳定性,耐冲击负荷能力强,容积负荷高,COD去除效率高,运行成本低。
猜你喜欢
化工管理(2022年14期)2022-12-02
核化学与放射化学(2022年2期)2022-04-28
节能与环保(2022年3期)2022-04-26
钻井液与完井液(2018年2期)2018-06-13
中国蜂业(2018年4期)2018-05-09
山东工业技术(2016年15期)2016-12-01
现代食品(2016年24期)2016-04-28
中国卫生标准管理(2015年5期)2016-01-14
中南民族大学学报(自然科学版)(2015年2期)2015-12-16
医学研究杂志(2015年5期)2015-06-10