
折射窗干燥装置设计与试验
2020-10-18 11:53张卫鹏聂一凡肖红伟郑志安巨浩羽黄志刚
食品与机械 2020年9期
张卫鹏 聂一凡 肖红伟 郑志安 巨浩羽 黄志刚
(1. 北京工商大学人工智能学院,北京 100048;2. 中国农业大学工学院,北京 100083;3. 河北经贸大学生物科学与工程学院,河北 石家庄 050061)
折射窗干燥技术(Refractance window, RW)是一种新型薄层干燥技术,也称“偏流窗”干燥技术,可将经过调制处理的浆类物料快速干燥成粉状物料,便于贮藏运输,提高产品附加值。RW干燥装置常采用循环热水作为干燥热源,将特制的聚脂薄膜覆盖在热水表面,果浆等湿物料均匀喷涂在聚酯膜上,膜下热水的热量通过聚酯膜传递给膜上薄层湿物料,蒸发的水蒸气通过抽风机快速排出,加速物料脱水。
Lamidi等[1-2]指出浆类物料内部水分的快速蒸发,可在物料上方形成饱和蒸汽层,一定程度上遏制物料与氧气的接触,有利于营养成分的保持。Celli等[3]指出RW干燥的Haskap果浆,其花青素保留率高达90%。Caparino等[4-5]指出,当干燥温度一定时,干燥速率的快慢主要受膜上物料厚度的影响,芒果浆厚度由2 mm整加至3 mm时,干燥速率降低约40%。Bernaert等[6]指出针对高糖分物料,RW干燥技术比喷雾干燥更为有效,可有效避免干燥过程的“黏壁”现象。Abonyi等[7]发现RW干燥方式下β-胡萝卜素仅降低约9.9%,而转鼓干燥降低了约57%;Rajoriya等[8]发现RW干燥甚至可有效保留苹果片中的有效成分;Nemzer等[9]研究表明RW干燥有利于蓝莓浆中维生素B的保持,并将其同微波干燥、红外干燥、射频干燥归为第4代干燥技术。这些研究主要侧重于干燥工艺研究,未明确涉及具体的RW干燥装置设计,尚不能提供灵活可靠的工程应用解决方案,Raghavi等[10-11]也明确指出RW装置设计细节不清晰,制约了该技术的进一步推广应用。
RW技术以循环热水为热源,热水可循环利用,无排污;热水介质不与物料接触,避免了干燥物料的二次污染;具有一定的技术优势,但需要复杂的热水循环系统和保温装置。且热水温度的改变具有明显的滞后性,不利于干燥温度的快速调节。随着材料技术的发展和革新,新型红外热源——碳纤维红外板也逐步被推广到农业领域。因其具有发热面积大、厚度薄、温度便于调控的优势,已被应用于真空加热方面[12]。胡萝卜原料易得,且含丰富的胡萝卜素和维生素C,加工而成的胡萝卜粉是婴儿辅食中的重要原料。试验拟先介绍碳纤维红外板发热特性和折射窗干燥原理,并提出基于碳纤维红外加热的红外折射窗干燥技术(Inrafared Refractance Window,IR-RW);分别制作RW和IR-RW干燥装置,基于Modbus协议实现两种干燥装置的自动化控制方案;以胡萝卜浆为试验原料,验证该两种干燥装置设计方案的可行性,对比二者的薄层干燥特性;分析干燥效率、物料内部温度以及品质指标(色泽、胡萝卜素)的变化,为RW和IR-RW干燥技术的推广和应用提供理论依据。
1 整机结构及工作原理
1.1 碳纤维红外板发热特性
碳纤维红外板的核心发热材料是碳纤维导电纸或碳晶涂层。由于导电纸温度均匀性较差,试验选用碳晶涂层。其具体结构如图1所示,碳晶涂层4两侧粘贴电极3,上、下方分别依次覆盖基质层2和保护层1,最后经高温高压融为一体。厚度仅约为2~3 mm,碳纤维红外板长宽约为600 mm×900 mm。通电(220 V)后激发的红外电磁波,波长主要分布于5~15 μm,温度最高可达120 ℃。
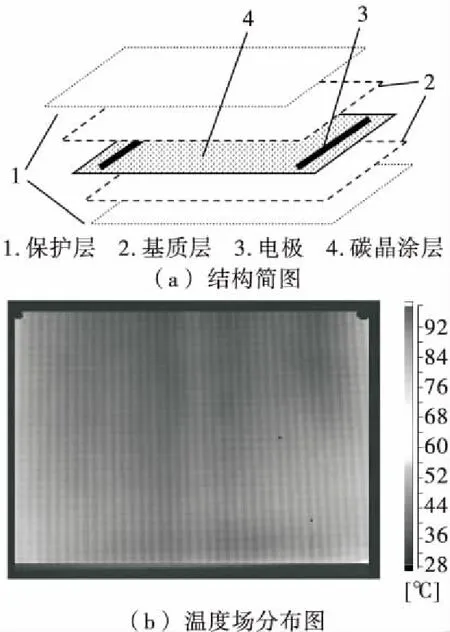
图1 碳纤维红外板结构图Figure 1 Photos of carbon crystal infrared plate
1.2 基于红外窗口效应的RW干燥原理
有关RW技术的干燥原理目前有两种截然不同的观点。观点一认为RW干燥有显著的“红外窗口”效应。其原理如图2(a)所示,热水表面覆盖的聚氨酯膜是一种导热性能较差的薄膜材料,可有效削弱循环水的蒸发作用及热传导作用带来的热量损失,但波长为3.0~15.3 μm的红外可有效穿过聚酯膜[13]。膜下热水被加热至约95 ℃。干燥初期,由于物料与热水温度差异大,物料与聚酯膜接触的部位形成一个可以使红外能量通过的“窗口”,热能主要以红外辐射的方式传送到物料。如图2(b)所示,随着物料内部水分受热蒸发,含水率的降低,物料与热水温度相近,该“红外线窗口”会逐渐关闭,能量只能以热传导的方式传送,而聚酯膜是热的不良导体,多余的热量又被薄膜折射回水中,从而有效避免了膜上物料被过度加热[14],干燥后期物料温度也会出现降低的趋势。
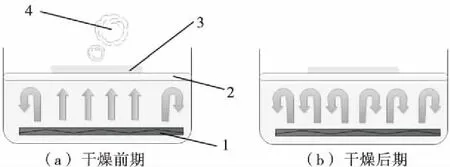
1. 电加热管 2. 聚氨酯薄膜 3. 浆类物料 4. 水蒸气图2 RW热量传递过程示意图Figure 2 Schematic diagram of RW heat transfer process
1.3 基于非红外窗口效应的RW工作原理
观点二认为RW干燥的“红外窗口”效应并不显著,物料与聚氨酯膜贴合,热传导是其热量传递的主要方式。如图3所示,干燥后期,某些物料温度之所以降低,是因为随着物料脱水,物料与聚酯膜之间会产生气体间隙,降低了聚酯膜和物料之间的热传导系数,从而遏制了干燥后期物料温度的升高。RW干燥过程中,适宜的干燥温度和较短的干燥时间,始终是保证物料干燥品质的关键。
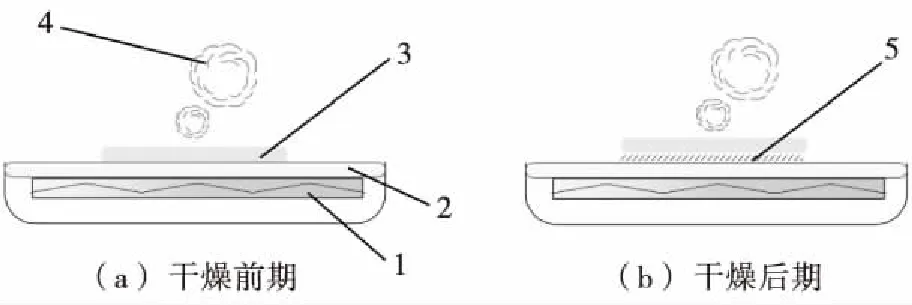
1. 碳纤维红外板 2. 聚氨酯薄膜 3. 浆类物料 4. 水蒸气 5. 气体间隙图3 IR-RW热量传递过程示意图Figure 3 Schematic diagram of IR-RW heat transfer process
基于上述各干燥工作原理的差异,对RW干燥过程“红外窗口”效应是否显著的判断,可转化为对干燥后期物料温度变化的判断,如干燥后期未出现物料温度降低的情况,则表明RW干燥后期热量不会被聚氨酯膜折射回水中,“红外窗口”效应不显著。
1.4 RW整机结构设计
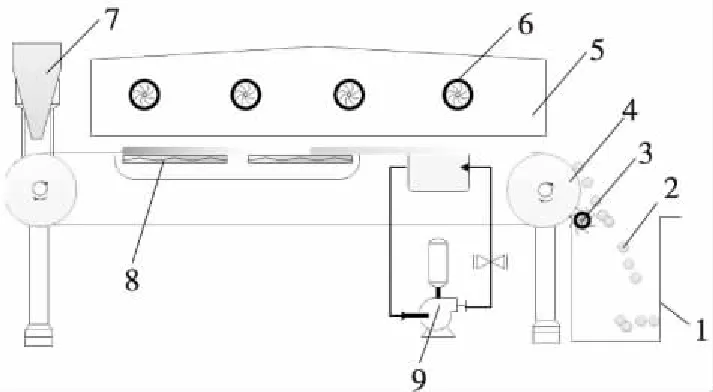
如图4所示,RW干燥装置由进料系统、加热系统、冷却系统和卸料系统4部分组成。进料系统可均匀地将物料喷涂于传送带上,传送带浮于热水表面,在传动辊的带动下运动。热水温度由电加热管调控,在循环水泵的作用下,热水不断输送到热水槽内。当载有薄层物料的传送带经过此段热水体时,水分快速蒸发。干燥后期物料温度依然较高,直接进行包装,产品易黏结。而冷凝器可带动低温水体快速冷却产品,使物料温度降低至玻璃化转变温度以下,便于卸料。
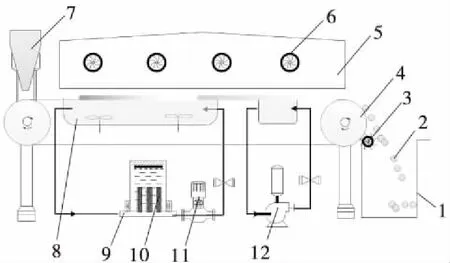
1. 集料仓 2. 物料 3. 卸料辊 4. 转动辊 5. 热风罩 6. 风机 7. 进料系统 8. 热水槽 9. 热水器 10. 电加热管 11. 循环水泵 12. 冷凝器
1.5 IR-RW整机结构设计
如图5所示, IR-RW整机结构与RW类似,但RW的热水加热系统被替换为碳纤维红外板,精简了设计结构。碳纤维红外板与聚酯膜相贴合,利于热量快速传导至上方湿物料。碳纤维红外板底部粘贴DS18B20温度传感器(深圳市华伟热电偶有限公司,精度±0.2 ℃),可实时反馈加热板温度,便于温度的精准调控。
1. 集料仓 2. 物料 3. 卸料辊 4. 转动辊 5. 热风罩 6. 风机 7. 进料系统 8. 碳纤维红外板 9. 冷凝器
2 关键性零部件的设计与选型
2.1 进料系统设计
浆类物料种类不同,流变特性、黏度系数也不同。常规食品级离心泵流量难以保持出口流量的稳定性。如图6 所示,试验设计进料系统由蠕动泵、原料槽、布料喷嘴组成。一台挠性蠕动泵对应多个喷头,但因喷头位置不同,支管上最后一个喷头的压力总是低于第一个喷头的压力。为此,系统选用FullJet系列实心锥形喷嘴(斯普瑞喷雾系统有限公司),具有压力调节功能,每个喷头压力可精确调节至0.15~0.25 MPa。
干燥装置传送带幅面宽度为900 mm,喷嘴喷射幅面略小于传送带宽度。在喷射压力0.2 MPa下,对所需喷嘴数量进行了测试,结果如表1所示。由表1可知,当喷嘴数量为3时,喷雾夹角为30°,有效喷射距离为380~420 mm,可满足喷射距离400 mm的要求。因此,3个喷嘴等间距排列,即可满足系统设计要求。
蠕动泵可平稳高效地输送含有固体颗粒的悬浮液、浆状物等。除泵头中软管外无其他部件会与物料接触,结构简单且可靠、避免了二次污染。并可通过调速器精确控制流量输出,按式(1)计算蠕动泵流量。

表1 不同喷嘴数量喷射参数测试结果
(1)
式中:
Q——蠕动泵流量,m3/min;
r——蠕动泵转速,r/min;
q——蠕动泵单位排量,m3/r;
D——泵壳圆周节圆直径,m;
d——泵软管内径,m。
因此,RW和IR-RW装置的进料系统均选用730DuN蠕动泵(Watson-Marlow中国有限公司),流量可达33 L/min,泵体转速调节范围为0.56~2 000 r/min,具有RS485通讯功能,可配置输入输出功能。
2.2 RW和IR-RW加热系统设计
如图7所示,RW和IR-RW加热系统可简化为单面、薄层干燥模型。则物料水分蒸发所需热量为[15]:
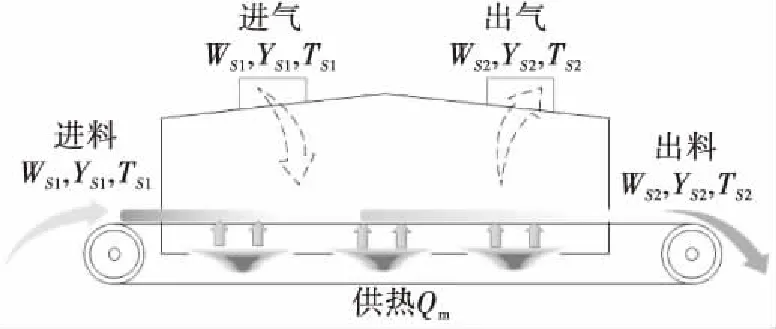
图7 热量传递示意图Figure 7 Heat transfer diagram
QE=Ws2[(1-Xs2)CsTs2+Xs2CwTs2]-Ws1[(1-Xs1)CsTs1+Xs1CwTs1],
(2)
式中:
QE——物料水分蒸发所需热功耗,kJ/h;
W——介质质量流量,kg/h;
阿里之所以叫阿里,是有一年阿里的母亲听到一首歌,歌子唱道:阿里,阿里巴巴,阿里巴巴是个快乐的青年。阿里的母亲便去派出所替阿里改名字。管户口的警察不同意,说巴西队的球踢得几漂亮,就叫巴西蛮好。阿里的母亲告诉他,儿子脑子有点问题,叫巴里是想图个吉利。警察便说,是个苕?那就改吧。免得把巴西队也搞苕了。难怪他们最近有点苕样。
T——介质温度,℃;
X——物料中含水量,%;
C——介质比热容,kJ/(kg·℃);
S——物料中的固形物;
1——进口位置;
2——出口位置。
折射窗干燥装置的热效率为35%~48%,则其总热量可按式(3)计算:
(3)
对于RW干燥装置,能量由热水提供,其总热量按式(4)计算:
QH=hsSB(TH-Ts)。
(4)
同理,IR-RW的总热量可按式(5)计算:
QH=haSB(Tcarbon-Ts),
(5)
式中:
ha——传导式干燥器的经验传热系数,kJ/(h·℃·m2);
SB——干燥装置有效干燥面积,m2;
TH——热水循环温度,90~95 ℃;
Ts——料层温度,40~95 ℃;
Tcarbon——碳纤维红外板温度,90~95 ℃。
通过上述计算干燥装置的床层面积2.16~2.70 m2,选定床层面积2.7 m2,设定装置宽度为0.9 m,则长度为3 m,进而可得到其他设备关键尺寸。
2.3 RW和IR-RW冷却系统设计
RW和IR-RW干燥装置均通过冷凝器带动水体循环散热,从而降低物料温度。为确保冷却系统满足设计要求,需核算冷却系统散热能力。
(6)
式中:
Tout——冷却水出口温度,℃;
Tin——冷却水入口温度,℃;
Tmax——系统允许冷却水最高出口温度,℃;
ρ——冷却液体的密度,kg/m3;
v——冷却液体的流动速度,m3/h;
Cp——冷却液体的比热容,J/(kg·℃)。
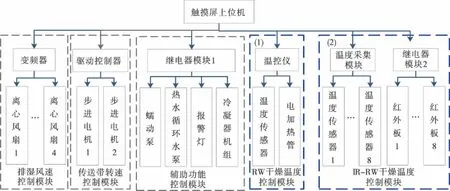
(1) 热水控制模块 (2) 碳纤维红外板控制模块图8 RW和IR-RW控制系统结构图Figure 8 Chart of RW and IR-RW control system
若Tout>Tmax,则冷凝系统不能解决散热问题,需重新选配。根据计算试验装置选配SC21CL型号制冷机组(杭州排浪科技有限公司)。
3 控制系统的设计
3.1 RW和IR-RW控制系统的总体设计
控制系统采用“主—从”机模式,从机按功能可划分为排湿风速控制、传动带转速控制、辅助功能控制、干燥温度控制4个功能模块。如图8所示,主机选用MT6070iH触摸屏(Weinview公司,中国),依据Modbus 协议通过RS485串口,分别与变频器、驱动控制器、继电器模块、温控仪等不同类型下位机进行通讯。主机执行自定义宏指令实时读取、存储下位机中寄存器数据,并将其显示于人机交互界面。温控仪采用PID模式控制RW装置水槽中的电加热管,调控热水温度。IR-RW装置中碳纤维红外板温度变化敏捷,采用on/off模式控制干燥温度。温度采集模块基于I2C协议读取DS18B20温度传感器数据,并发送给主机。主机执行判断宏指令,当读取温度高于设定值时,向继电器模块2发生关闭指令,停止碳纤维红外板加热,否则通电开启加热。
排湿模块由变频器和离心风机组成,采用耐高温型HTDT-HTX200温湿度传感器(罗卓尼克,瑞士)读取物料上方湿度,相对湿度测量精度为1.5% RH。传送带由厚度为1 mm的聚酯膜和加强纤维黏合而成,厚度薄,强度高。传动辊表面压制有斜纹网格,可增大摩擦系数。辅助功能工作模块通过零型固态继电器,实现微小控制信号直接驱动大电流负载的蠕动泵、热水循环水泵、冷凝器机组、报警灯等。
3.2 多从机通讯功能地址分配及实现流程
触摸屏循环发送读取指令,监控各从机状态。根据内部嵌入的宏指令执行相应的逻辑判断。从机按图8中从左到右的顺序,依次分配不同的从机地址(0x00~0xff)。触摸屏依据Modbus协议读取、写入数据的执行过程如图9所示。从机接收指令,依照功能码来区分是读指令还是写指令,随之进行CRC校验,错误则舍弃该指令。同时判断该从机地址是否与其分配的从机地址相匹配,不正确则舍弃该帧信息,接收下一帧。若正确,则根据信息帧中的功能码来执行不同的程序,如系统的启停、返回温度数据等,然后组织响应信息帧,将其上传至触摸屏。
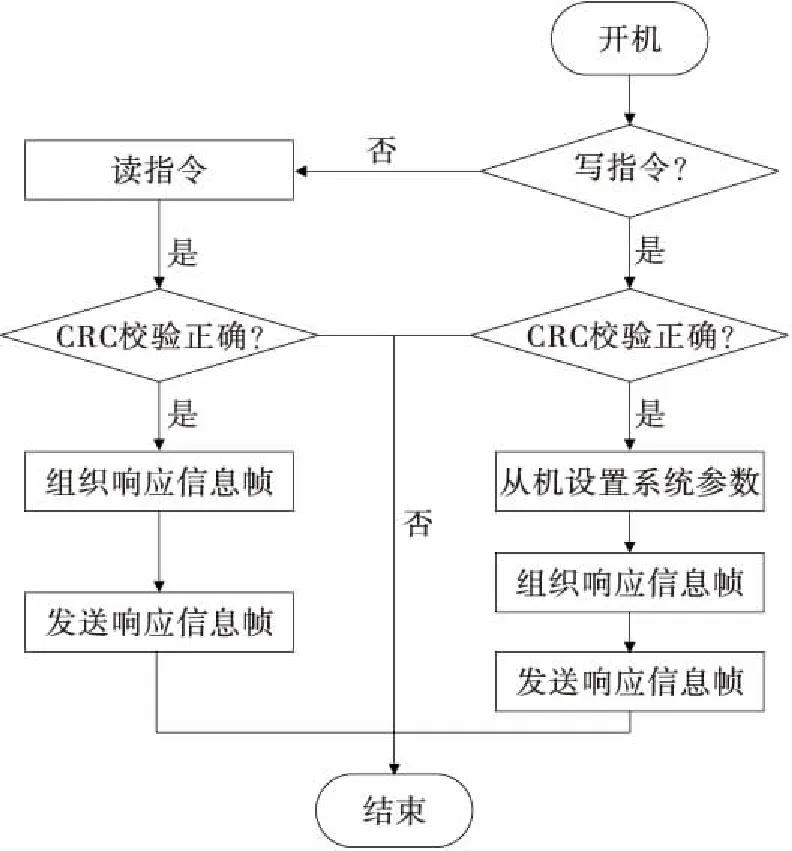
图9 信息帧的解析与执行流程Figure 9 Interpretation and implementation process of information frame
3.3 RW和IR-RW控制系统软件设计
触摸屏主机程序包括系统界面以及宏指令库。系统界面通过Easybuilter 8000 开发环境编制,如图10所示,可动态显示、设置传动辊转速、总干燥时间、干燥温度、冷却温度等工艺参数。IR-RW装置控制系统界面和RW装置类似,由右下角“干燥模式切换”按钮切换控制界面。
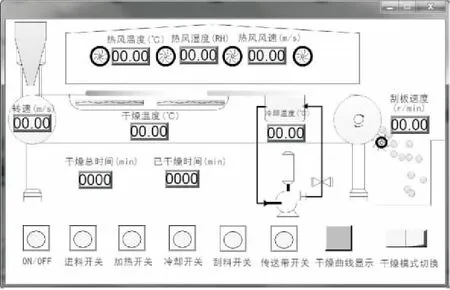
图10 触摸屏控制界面Figure 10 Control interface of touch screen
关键宏指令执行流程如图11所示。RW装置和IR-RW装置热水、碳纤维红外板加热模块的宏指令分别对应(1)、(2)所示虚线框。触摸屏控制系统基于Flag标志位状态,对装备进行逻辑控制,当Flag为1时,表明干燥尚未结束,上位机获取设定的干燥参数,结合控制逻辑发送控制指令,控制传动辊转速、干燥温度、排湿风速等参数的调控。当Flag为0时,表明干燥时间结束,上位机发送停机指令。
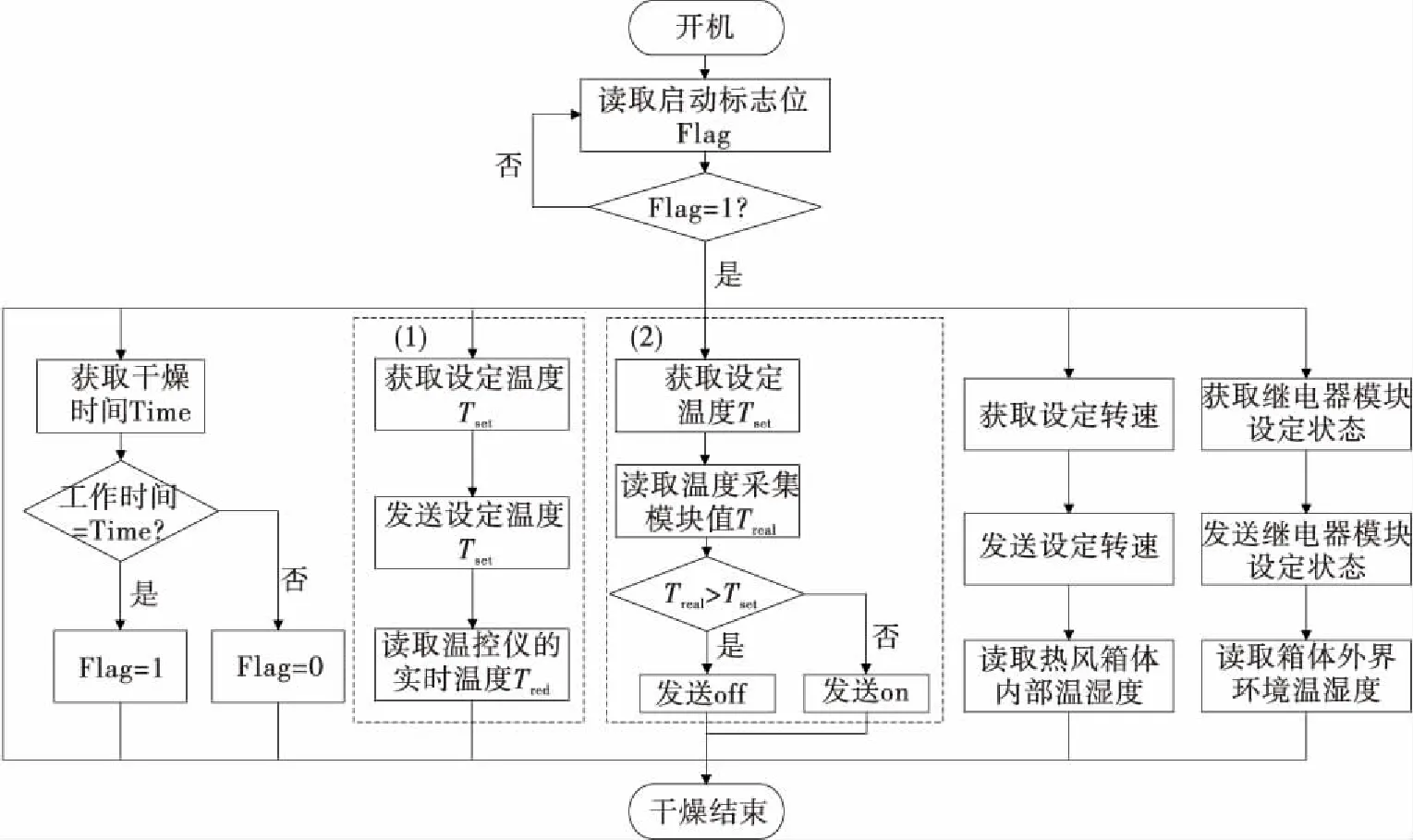
图11 触摸屏关键宏指令执行流程图Figure 11 Flow chart of key instruction execution of touch screen
4 试验装置验证材料与方法
4.1 试验材料及预处理过程
新鲜胡萝卜经打浆、均质后冷藏备用,备料过程耗时<30 min。结合GB/T 5009.3—2010中的直接干燥法,测定胡萝卜浆的湿基含水率为(97.4±0.42)%。
4.2 试验仪器及方法
RW和IR-RW干燥装置均采用NJZSD-002型箱体(南京腾飞干燥设备有限公司),可分别安装热水加热系统、碳纤维红外加热系统,对应配置成RW和IR-RW干燥装置。如图12所示,RW干燥前后胡萝卜浆状态发生明显改变,适宜干燥工艺下,干燥后胡萝卜浆无明显板结现象。对照组物料采用101-1S热风干燥箱(上海力辰仪器科技有限公司)烘干,热风干燥(HA)温度与RW和IR-RW干燥温度相同。
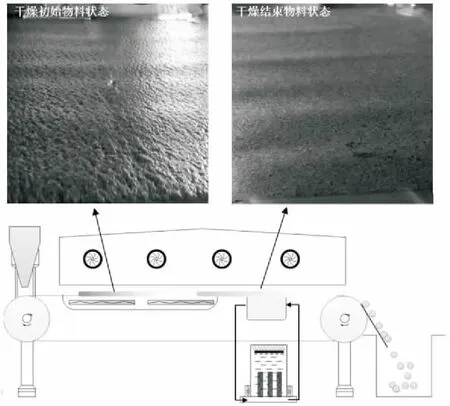
图12 胡萝卜浆折射窗干燥前后典型物料状态Figure 12 Typical material state of carrot pulp before and after RW drying
4.3 干燥特性参数计算
4.3.1 含水率测定 结合预试验,循环水温和碳纤维红外板温度设定为95 ℃。机器暂停后,从取样窗口快速取样,采用SH10A快速水分测定仪(上海花潮实业有限公司)测定传送带不同位置物料含水率。所有试验胡萝卜浆喷涂密度均为0.02 L/m2,干基含水率<8%时停止试验,冷却后装入聚乙烯塑料袋,真空密封包装。
4.3.2 色泽、胡萝卜素、物料温度检测
(1) 色泽:干燥后产品色泽参数通过△E值评价,用HT-2000型色差仪(深圳宏泰创想科技有限公司)测定。△E值越小,表明干燥前后色泽差异越小。
(2) 胡萝卜素含量:参照GB 5009.83—2016的方法进行。
(3) 物料温度:RW热水温度由温控仪获取,IR-RW红外板温度由温度采集模块获取。聚氨酯膜的上表面温度、物料温度均由852B型红外测温仪(东莞万创电子制品有限公司)测定。
4.3.3 数据处理 所有试验均重复3次,采用Excel 2007软件作图。
5 结果与分析
5.1 不同干燥方式的干燥时间对比
由图13可知,HA的干燥时间最长,约为13 min;RW和IR-RW干燥仅需约5 min,且二者无显著性差异(P<0.05),表明碳纤维红外板加热系统可有效替代RW装置中的热水加热系统,且二者均可有效缩短胡萝卜浆的干燥时间。
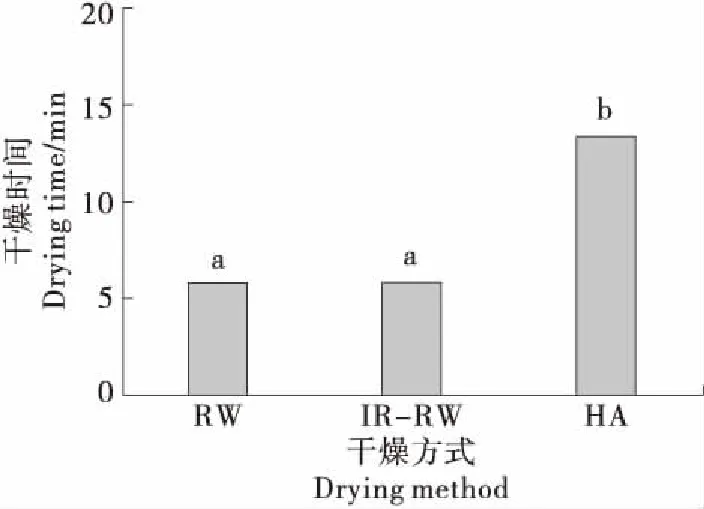
字母不同表示差异显著(P<0.05)图13 不同干燥方式下的干燥时间Figure 13 Drying time of different drying methods
5.2 微观结构和干燥温度曲线变化对比
5.2.1 微观结构 干燥过程通常会改变农产品物料的理化特征和质地结构[16-17]。RW干燥和IR-RW干燥后物料微观结构类似,其典型电镜图如图14所示,干燥胡萝卜浆上表面粗糙,下表面与聚氨酯薄膜接触面,呈光滑状态,表明干燥过程中与聚氨酯薄膜贴合紧密,有利于热量传递[18]。
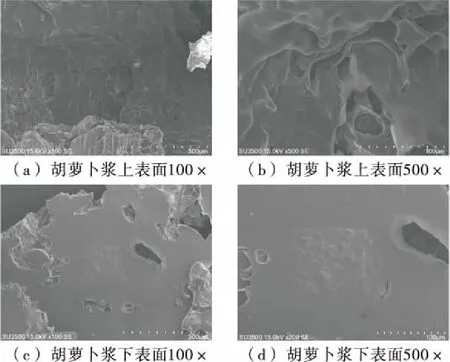
图14 折射窗干燥胡萝卜浆典型微观结构Figure 14 Typical picture of refractance window dry carrot pulp
5.2.2 干燥温度曲线 由图15可知,碳纤维红外板迅速升温至95 ℃,传送带温度也随之升温至90 ℃,升温时间仅需约3 min,且二者变化均较平稳,表明控制系统采用on/off模式可有效控制碳纤维红外板温度变化。RW装置热水加热系统升温较慢,是因为该方式采用PID模式控制热水温度,热水升温速率主要与电加热管功率有关;预热30 min后,RW传送带温度维持约90 ℃。干燥阶段,胡萝卜浆喷涂于RW和IR-RW装置传送带,物料2 min 内由室温快速升高至约75 ℃直至干燥结束,并未出现物料温度降低的趋势,表明折射窗干燥红外窗口效应并不显著。证明RW和IR-RW干燥主要基于非红外窗口效应,依靠热传导传递热量。Jimena等[19]通过理论计算,证明折射窗干燥过程中红外辐射传递的热量仅占约5%,热量传递主要依靠热传导进行;但Zotarelli等[20]在芒果浆的干燥中发现干燥后期物料温度呈降低的趋势;这可能是因为物料特性不同,随着果浆逐渐脱水,物料与传送带之间产生间隙,空气的存在增大了热阻,阻碍了热量的传递。当胡萝卜浆浓度过高,浆液喷涂厚度过大时,会出现板结、起壳现象,物料温度也随之降低。
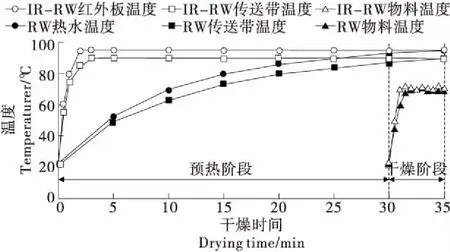
图15 IR-RW和RW装置温度变化曲线Figure 15 Temperature changing curves of IR-RW and RW drying system
5.3 色泽、胡萝卜素含量对比
试验测得新鲜胡萝卜浆的L、a、b值分别为53.4,28.8,44.0。由图16可知,RW和IR-RW干燥后产品疏松,未出现明显的黏结情况;RW、IR-RW、HA干燥后产品的色差值△E分别为17.3,17.8,37.5,且RW和IR-RW干燥的产品色泽无显著性差异,色泽明显优于HA干燥。这可能与热风干燥时间较长,酶促褐变严重有关,与Nascimento等[21]在猕猴桃片RW干燥中的结论相类似。新鲜胡萝卜浆中胡萝卜素含量约为1.78 mg/g,RW、IR-RW、HA干燥后胡萝卜素含量分别为1.60,1.61,1.20 mg/g;热风干燥胡萝卜素含量明显较低,三者损失率分别为10.11%,9.55%,32.58%。Ortiz-Jerez等[22]指出,RW较短的干燥时间意味着较高的蒸发强度,水分的快速散失可提高传送带上方的水蒸气浓度,一定程度上遏制了物料与氧气的接触,有利于营养成分的保持。
6 结论
为实现浆类物料的有效干燥,试验设计了基于热水加热、碳纤维红外板加热的折射窗干燥、红外折射窗干燥装置,并以胡萝卜浆为原料进行试验验证。结果表明:① 基于干燥温度等状态参数的监测,采用Modbus协议对装备进行时序控制,实现浆类物料的连续干燥。针对折射窗干燥装置,采用PID模式策略精确调控干燥温度;针对红外折射窗干燥装置中碳纤维红外板外板厚度薄、温度敏捷性高的特点,采用on/off模式调控碳纤维红外板温度,检测温度变化过程验证了控制方案的可行性。② 折射窗干燥和红外折射窗干燥的结果无显著性差异(P<0.05),干燥时间、色差值△E、胡萝卜素损失量分别约为5 min,17,10%;但红外折射窗干燥装置在预热阶段,升温速率明显高于折射窗干干燥装置,当干燥温度为95 ℃时,传送带表面温度约为75 ℃;二者同热风干燥过程相比,胡萝卜浆干燥时间缩短了150%,且品质明显较优。③ 折射窗干燥技术目前还处于应用探索阶段,其过大的占地面积影响了其推广应用;针对目前的小规模中试,物料加工种类还有待进一步拓展;因其可直接用来干燥液体或浆类物料,快捷高效,可推测适应于喷雾干燥、闪蒸干燥的物料同样可用于折射窗干燥。
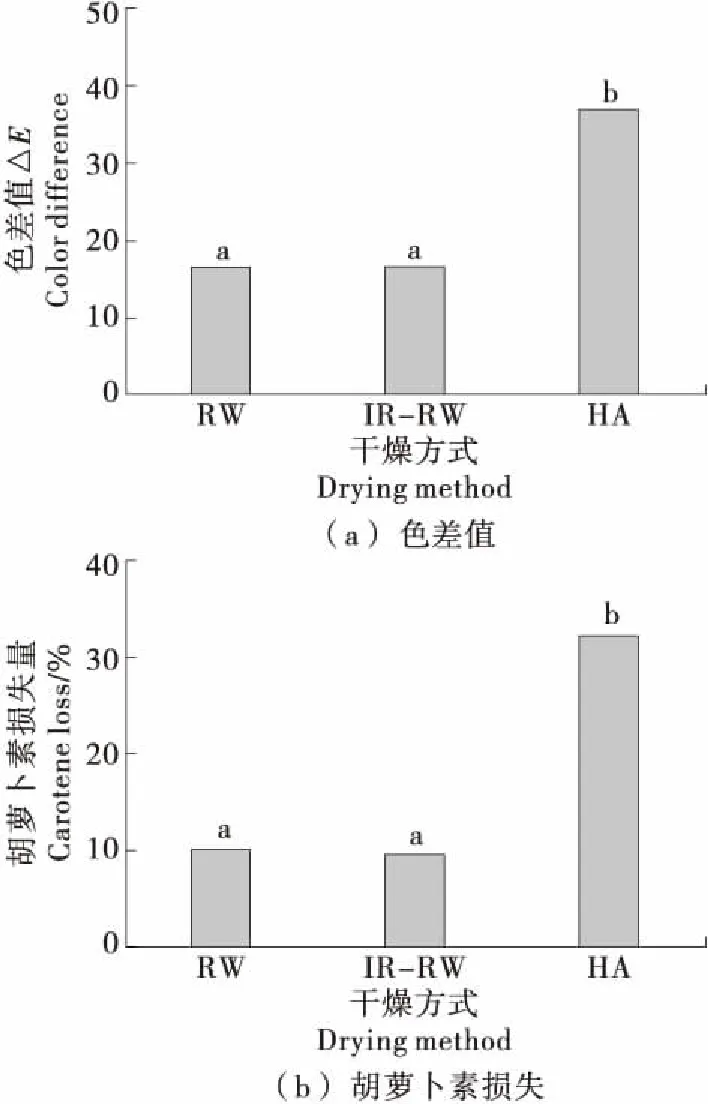
字母不同表示差异显著(P<0.05)图16 不同干燥条件下的色差值、胡萝卜素损失量Figure 16 Color difference and loss of carotene
猜你喜欢
思维与智慧·下半月(2022年5期)2022-05-17
纺织科学研究(2021年6期)2021-12-02
纺织科学研究(2021年7期)2021-12-02
今日农业(2021年7期)2021-11-27
今日农业(2021年15期)2021-11-26
建材发展导向(2021年18期)2021-11-05
花火彩版A(2021年2期)2021-09-10
建材发展导向(2021年14期)2021-08-23
今日农业(2020年15期)2020-12-15
海峡姐妹(2020年2期)2020-03-03
