核桃破壳技术与装备研究进展
2020-10-18 11:53:32沈晓贺杨莉玲崔宽波祝兆帅
食品与机械 2020年9期
刘 佳 沈晓贺 杨莉玲 刘 奎 崔宽波 祝兆帅
(新疆农业科学院农业机械化研究所,新疆 乌鲁木齐 830091)
核桃又称胡桃,是世界著名的四大干果之一[1]。核桃仁中脂肪含量非常丰富,约占整仁60%~70%;蛋白质含量约占16.0%~20.0%[2],还含有18种氨基酸以及钾、钙、镁、铁、锌、锰等矿物质和微量元素[3-5];核桃仁中维生素A、D、E、K等含量丰富,其中维生素E含量达24.60 mg/100 g,远大于花生、开心果等油料作物;此外,核桃仁中还含磷脂、多酚、类黄酮等各类功能成分,营养和保健价值非常高,有“益智果”和“长寿果”之称[6-8]。
核桃在全球53个国家和地区都有种植。中国核桃栽培历史悠久,已有2 000多年历史,是核桃的原产地之一[9-11],其产量占全球总产量的57.3%,是全球核桃种植面积以及年产量最大的国家[12-14]。
核桃果实主要由外层青果皮、内层硬果壳和种仁3部分组成[15]。核桃外层青果皮为青色,核桃果实成熟后会自然脱落,内层硬果壳被称为核桃壳,具有硬度高的特点,其主要成分是木素、纤维素和半纤维素[16]。由于核桃品种的差异,核桃壳的外形、硬度、厚度以及壳仁间隙都有所不同,破壳难度大[17]。
目前,中国核桃初加工技术及装备比较落后,核桃采收后基本上都以原料形式进入市场,产品附加值低,产业链条短,核桃破壳取仁主要以人工为主。现有的国产设备存在效率低、适应通用性差,加工效果不理想,整仁率低等问题,尚未实现连续化生产。文章拟介绍核桃破壳技术,重点阐述国内外核桃破壳设备的结构、工作原理以及特点,并分析目前核桃破壳机械存在的问题,旨在为核桃精深加工技术瓶颈及产业发展提供依据。
1 核桃破壳技术
1.1 手工破壳
手工破壳主要依靠人工使用硬物砸取或者挤压装置实现单个核桃破壳取仁,其生产效率约为4 kg/h,效率低、劳动强度大、生产成本高,且卫生条件差。
1.2 化学腐蚀法
将核桃等坚果浸入到碱、酶等化学溶液中,核桃壳被化学溶液腐蚀软化后,再利用机械破壳装置剥去核桃壳[18]。处理过程中化学药剂容易进入核桃果壳中,影响核桃仁的品质,造成食品安全问题。
1.3 机械式破壳
随着果农核桃种植积极性的增加,面积逐年扩张以及盛果期的到来,相比现有的方法,机械法破壳是核桃产业化、规模化发展的必由之路。按加工原理机械破壳方法可以分为挤压式、剪切式、挤压揉搓式、撞击式4种类型。
2 核桃破壳机械工艺
核桃的物理特性以及破壳方式是影响核桃破壳取仁的主要因素。乔园园等[19-20]对核桃的尺寸大小、壳厚以及需要的破壳力等物理特性参数开展了试验研究;沈柳杨等[21-22]研究发现,核桃含水率在干燥8 h后趋于稳定,一定条件下所承受的加载力和变形量随含水率的降低先增加后减少;李忠新等[23]研究发现,核桃壳含水量越低越容易被破碎,但破壳后的壳与仁也越细碎,当核桃湿度为15%时破壳较为合适;郑甲红等[24]通过二次回归旋转组合试验,得出含水率为14.5%时,核桃高路仁效果最好;Braga等[25]对澳洲坚果在不同加载方向下的破壳力、变形量以及能量进行了分析比较,同时找出了不受含水率影响的加载位置。
史建新等[26-27]采用有限元分析方法,得到了最优的破壳方式;沈柳杨等[21]运用Matlab和Origin软件进行数据处理,在含水率相同的情况下,沿横向、纵向、缝向3个加载方向,对核桃破裂力、变形量、应变能的影响依次减小;刘奎等[28]开展了核桃破壳力学特性试验,发现加载速率越大,核桃仁越容易破碎;王斌等[29]通过对3种核桃进行准静态压缩试验,发现沿不同方向挤压核桃的破壳力和压缩位移不同,其破裂所需的压缩力和位移由小到大依次为:沿垂直于纵径方向、沿垂直于棱径方向、沿垂直于横径方向。
涂灿等[30]研究表明,最佳的破壳工艺参数为加载速率45 mm/min、水平加载方向、核桃含水率6%~9%,此条件下澳洲坚果的整仁率可达 93%;郑甲红等[24]研究表明:最佳破壳效果条件为击打行程为5 mm 左右、含水率为14.5%左右、核桃尺寸为 41mm 左右;张宏等[31]研究发现,整仁率最高可达60.28%的试验条件为核桃含水率8%、加载变形量12 mm、加载速度300.15 mm/min。
综上,通过对核桃物理特性、力学特性以及机械破壳工艺参数的各项研究,发现核桃含水率、力学加载方向、加载速率等因素是影响核桃破壳效果的重要因素,为研发设计核桃破壳装备,提高核桃破壳率、整仁率,降低核桃仁破损率提供了重要的理论依据。
3 核桃破壳机械的研究进展
3.1 挤压式破壳法
3.1.1 平板挤压式破壳机 通过动挤压板的往复运动,与静挤压板共同对核桃进行挤压,从而实现对核桃的破壳处理。该装置(图1)主要包括间隙调节装置、动挤压板、静挤压板、偏心轮以及进料口、出料口等。动挤压板的两端分别与机体、偏心轮链接,偏心轮带动动挤压板作往复运动;静挤压板两端分别与机体和间隙调节装置相连,转动调节手柄可推动静破壳板前后运动,从而调节两板之间的间隙和角度,当挤压间隙小于核桃直径时完成破壳作业。为了增加两破壳板与核桃接触时的粗糙度,两破壳板表面焊有鱼鳞状铁网,如Eisel[32]研制的核桃破壳机,李忠新等[23]研制的6PK-400核桃破壳机。其优点是结构相对比较简单,制作成本较低,且可破个头太小混杂在一起的核桃。但这种装置在加工过程中容易对核桃仁造成损伤,且生产率不高,制约了该破壳装置的推广应用。

1. 动挤压板 2. 静挤压板 3. 偏心轮 4. 间隙调节装置 5. 核桃图1 平板挤压式破壳装置Figure 1 Flat extrusion type shell breaking device
3.1.2 单辊挤压式破壳机 利用破壳板与旋转辊子对核桃进行挤压,实现破壳。该装置(图2)主要由旋转辊子、破壳板、间隙调节手轮等组成。侧面的破壳板呈弧形,核桃落入破壳区域后,由于受到旋转辊子以及破壳板的挤压作用,核桃壳的变形量逐渐增加,直至核桃壳出现裂纹,实现破壳。如Kim[33]发明的一种坚果破壳机,Ssring等[34]提出的一种新型核桃破壳机,其生产率为30 kg/h,1/2仁以上的核桃仁占75%,破壳率为94%。这种破壳机结构简单,制作成本低,但生产率较低,破壳后整仁率低、破仁碎率高。
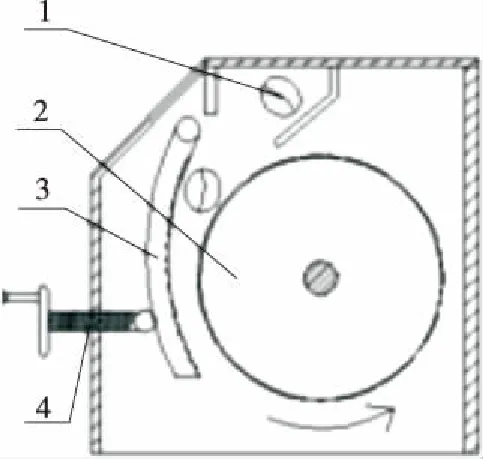
1. 核桃 2. 旋转辊子 3. 破壳板 4. 间隙调节手轮图2 单辊挤压破壳装置Figure 2 Single roller extrusion mechanism
3.1.3 双辊挤压式破壳机 利用相对转动的两个转辊对核桃等坚果进行挤压,实现破壳。该破壳装置(图3)主要由间隙调节拉杆、被动破壳辊、主动破壳辊等组成。核桃依靠自身重力和两个转辊对核桃产生的摩擦力,被带入到两个转辊之间,在主动破壳辊和被动破壳辊的挤压作用下实现破壳,该装置工作前需要调整核桃的相对位置,以保证破壳顺利进行。如McSwain[35]发明的双辊子滚动挤压式核桃破壳机;何义川等[36]设计的一种对辊挤压式核桃破壳装置,当挤压间隙为33 mm、两个挤压辊的转速分别为95,75 r/min时,破壳效果最好,一次性破壳率为89.2%,高路仁率为81.1%;董诗韩等[37]设计的一种多辊挤压式核桃破壳机。采用这种破壳装置需在破壳前对核桃进行分级处理,且生产率相对较低,破壳后整仁率低。

1. 间隙调节拉杆 2. 被动破壳辊 3. 主动破壳辊 4. 核桃图3 双滚子挤压式机构Figure 3 Double roller squeeze mechanism
3.2 剪切式破壳法
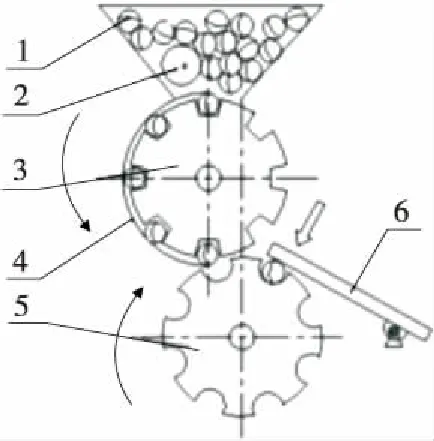
利用旋转的齿盘与偏心齿板对核桃的剪切作用实现破壳。该装置(图4)主要由齿盘、偏心齿板组成。核桃进入挤压滚筒中,旋转的齿盘带动核桃旋转,此时核桃受到向下的剪切力,随着旋转挤压变形量的增加,直至出现裂纹,核桃壳破碎,碎壳和仁通过最小间隙掉出来。如刘明政等[38]设计的柔性带剪切挤压式破壳装置,破壳率为98%,整仁率为 93%;奉山森等[39]设计的滚压式核桃破壳机;郑甲红等[40]设计的锯口挤压式核桃破壳机。这种破壳装置实现了核桃的多点受力,核桃壳受力均匀,核桃仁完整率高、破碎率低。

1. 齿盘 2. 核桃 3. 偏心齿板图4 齿槽剪切破壳装置Figure 4 Cogging extrusion mechanism
3.3 挤压揉搓式破壳法
3.3.1 锥篮式破壳机 利用内外破壳体相对旋转,对核桃产生挤压揉搓力,使核桃实现破壳。该装置(图5)主要由调距手柄、外破壳体、内破壳体组成。破壳装置包括两个锥篮形状的破壳体,其中外破壳通过锁紧挂钩与机体连接体,是静止的,内破壳体在电机的带动下作旋转运动。破壳装置通过传动主轴与电机以及间隙调节装置连接,通过转动手柄,可以使内破壳体上下移动,从而改变两个破壳体的相对位置,实现两破壳体间隙的改变,破壳体的材料选用菱形的花纹钢板制作,并经特殊耐磨处理,用以增加破壳体的硬度和摩擦力。落入破壳装置的核桃,在破壳体转动的带动下作自转运动,在核桃尺寸与两破壳体间距相匹配的位置受内外破壳体的共同作用,被挤压揉搓,直至硬壳变形破碎,最终实现破壳。如李忠新等[41]设计的锥篮式核桃破壳, Anderasen[42]发明的一种正锥形旋转破壳机,由于下端椎体与圆柱的间隙是固定的,不能调节,造成在上部破壳后核桃仁脱离破壳区时容易被撞击,导致核桃仁破碎率高。这种方式的破壳机在实际生产中内外破壳体会因加工量的增大而产生磨损,从而导致破壳率下降、核桃仁破损程度严重,所以需要定期更换内外破壳体保证加工效果。

1. 调距手柄 2. 外破壳体 3. 核桃 4. 内破壳体图5 破壳体示意图Figure 5 Broken shell schematic
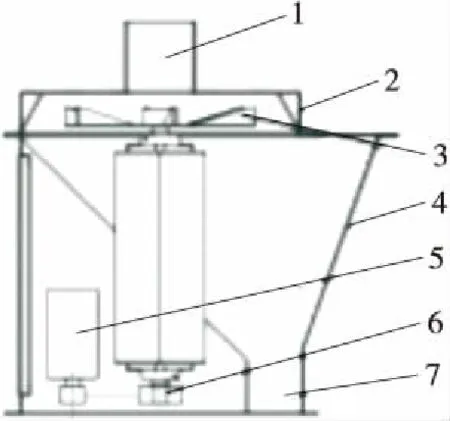
3.3.2 水平揉搓式破壳机 利用揉搓挤压盘对核桃等坚果进行揉搓挤压而实现破壳。该装置(图6)主要包括进料斗、均料装置、上揉搓挤压盘、下揉搓挤压盘、调节装置等。核桃破壳加工前,需先根据核桃尺寸,对上、下搓擦挤压盘之间的间隙进行调整。核桃经均料装置有序进入搓擦挤压通道,在两个挤压盘的揉搓挤压作用下实现破壳。如苏有良[43]设计的坚果脱壳分选机,柴金旺[44]设计的核桃脱壳机。这种破壳机加工前需对核桃进行分级,还需调整破壳间隙;揉搓挤压盘直径是影响生产率的重要因素,所以该机效率低;揉搓挤压盘转速过高会导致核桃仁破碎率增加,转速过低会降低核桃破壳率。
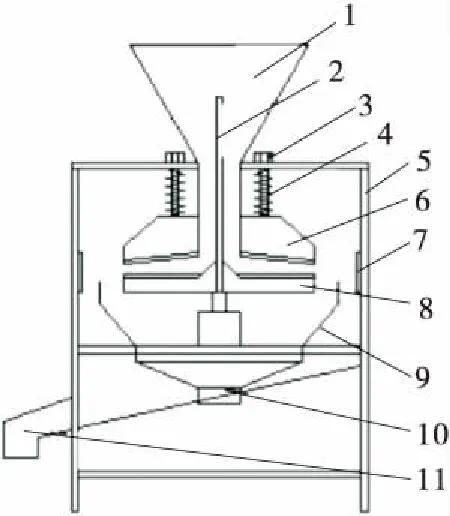
1. 进料斗 2. 均料装置 3. 调节螺栓 4. 减振弹簧 5. 机架 6. 上搓擦挤压盘 7. 果仁缓冲网 8. 下搓擦挤压盘 9. 分料斗 10. 出料口 11. 果仁出料口
3.4 撞击式破壳法
3.4.1 气动式核桃破壳机 利用气体驱动气缸内部活塞运动,使气锤作往复运动敲打撞击核桃,从而实现破壳作业。这种破壳机构(图7)主要由气缸、顶针、回位进气管、击打进气管、击打支座等组成。工作时,通过调节改变进气、复位和泄气3个压力大小,实现气锤往复运动,从而实现气锤对核桃的撞击破壳。如Savage等[45]发明的一种气动式破壳装置,史建新[46]发明的多工位气动击打式核桃破壳机,李忠新[47]发明的气动式破壳机。这种破壳方法需先对核桃长径两端进行定位,适用于长型核桃的加工,不太适应于中国核桃品种,且生产率受气锤往复运动的限制,比较低,设备制造成本高,不适宜广泛推广。
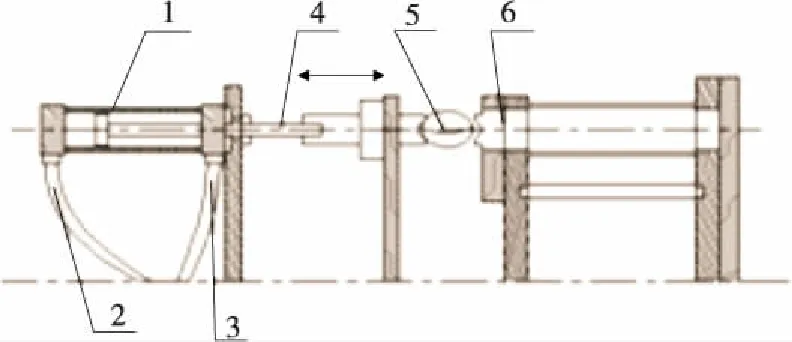
1. 气缸 2. 击打进气管 3. 回位进气管 4. 顶针 5. 核桃6. 击打支座图7 气动式破壳装置Figure 7 Pneumatic striking mechanism
3.4.2 离心撞击式破壳机 利用高速旋转的转盘将核桃甩出并撞击在导向板上,从而实现破壳。该破壳机(图8)主要由进料口、导向板、转盘、机体、电机、传动轴、出料口组成。动力由电机通过皮带轮传递给传动轴,带动转盘旋转;转盘由若干个叶片和安装盘组成,转盘与导向板之间的水平间隙应根据核桃品种及尺寸确定;工作时,核桃被高速旋转的转盘甩出,使核桃以较快的速度撞击在导向板上,碰撞后实现破壳,最后沿导料板的方向通过通风道到达出料口排除机体外。如李忠新等[48]发明的核桃破壳机,王晓暄等[49]研究的离心式核桃二次破壳机,当撞击桶锥角ɑ=30,离心板转速n=420 r/min,撞击桶间距L=273 mm时,有效破壳率≥80%,损失率≤1.89%。这种破壳机虽然结构简单,但在高速的撞击过程中核桃仁的完整率低、核桃仁破碎率高。
1. 进料口 2. 导向板 3. 转盘 4. 机体 5. 电机 6. 传动轴 7. 出料口
3.4.3 机械臂敲击破壳装置 利用击打板敲击载料滚筒凹槽中固定的核桃,实现破壳。该装置(图9)主要由拨料轮、喂料滚筒、载料滚筒、击打板等部件组成。喂料滚筒与载料滚筒具有相同的外径,并且两者具有相同的转速,转向相反。核桃经喂料滚筒最底部的矩形凹槽进入载料滚筒最顶端的凹槽中,被击打板敲击后实现破壳。如丁冉等[50]设计的敲击式山核桃破壳机,当山核桃含水率为14.55%~16.35%,直径为18~22 mm(沿缝合线方向)时,生产率为94.93 kg/h,破壳率为99.41%,核桃仁破损率为 6.25%。这种破壳方法生产率低、破壳后核桃仁完整率低。
1. 核桃 2. 拨料轮 3. 喂料滚筒 4. 挡板 5. 载料滚筒 6. 击打板
4 核桃破壳机械存在的问题
随着经济的发展、科技的进步和人类生活水平的不断提高,核桃种植面积、产量呈迅速上升趋势,而且核桃消费方式也在不断更新升级,精深加工需求量日益扩大,所以核桃机械化破壳设备的重要性显得尤为突出。国内外核桃破壳设备虽然在方式、种类以及数量上比较多,但仍然存在以下问题:
(1) 适应通用性差:由于中国核桃品种繁杂,且差异性大,核桃壳外形、硬度、厚度以及壳仁间隙都有所不同,破壳难度大。国外的设备虽然比较成熟,但对中国核桃品种存在适应性差的问题,而且价格比较昂贵。中国现有的破壳机一般只能适用于单一品种,或者通过更换关键部件以满足多个核桃品种加工,设备适应通用性差。
(2) 加工效果不理想:由于加工的核桃存在品种混杂的问题,核桃物理特性不同,造成加工过程中破壳率低、破壳不完全、核桃仁完整性差、破碎率过高,降低了核桃仁的附加值。
5 结论及展望
核桃破壳机械存在的问题严重影响了核桃破壳技术及设备的推广应用,因此,需要对现有破壳技术及设备进行改进和优化。闫茹等[27]运用Workbench对核桃的3种力加载方式进行了应力和应变分析,得出了最佳的破壳方式;潘佰强[51]利用微机控制电子拉压试验机进行了不同方向核桃受压的力学试验,测定了核桃破损时的破损力;王维等[52]采用ANSYS板壳结构有限元分析法,从加载方向、加载方式以及核桃外形尺寸大小等方面进行了核桃的力学特性试验。但现有的核桃破壳设备依然存在加工效果差、品种适应性差、智能化水平低等问题。因此,核桃破壳研究有待进一步深入,需加强对核桃破壳机理共性问题的研究。后续可在开展核桃物理特性及特点研究的基础上,建立核桃物理特性以及力学加工特性数据库,通过对不同破壳原理方式的影响因素的分析,建立智能化的核桃破壳处理工艺方法,为提高核桃加工装备的智能化及适应性提供技术支撑。此外,还可对破壳关键部件进行新材料方面的研究,以达到提高破壳率、降低核桃仁损伤率的目的。
猜你喜欢
小雪花·成长指南(2022年1期)2022-04-09 17:38:47
中国民间疗法(2021年9期)2021-07-22 08:05:54
基层中医药(2020年2期)2020-07-27 02:46:10
创新作文(小学版)(2019年31期)2019-12-07 05:47:36
饮食科学(2019年5期)2019-11-21 13:17:53
中国铸造装备与技术(2017年3期)2017-06-21 11:33:47
创新作文(小学版)(2016年1期)2016-11-11 05:43:29
中国塑料(2014年3期)2014-10-27 08:26:55
应用化工(2014年12期)2014-08-16 13:10:46
家庭科学·新健康(2014年3期)2014-03-05 14:17:11