基于PLC的循环式粮食干燥机控制系统设计
2020-10-17 14:51苏志远方壮东李长友
农机化研究 2020年9期
苏志远,方壮东,李长友
(华南农业大学 工程学院,广州 510642)
0 引言
粮食干燥是粮食产后处理的一个关键环节。近年来,我国对粮食干燥的机械化应用程度逐年有所提高,如在黑龙江、吉林中部的松嫩平原及黑龙江的三江平原这类的大型粮食生产基地,主要以连续式干燥机为主[1],可以一次性对数百吨粮食进行干燥。而在中原和华南地区,由于小农经济的粮食生产特点,粮食种植面积较小且地域较为分散[1-2],对粮食干燥机的需求则以小型的循环式干燥机为主,但此类干燥设备目前仍以开环控制为主,导致干燥产品质量参差不齐[3],且受操作经验制约较多。为了实现优质、高效、节能、环保的干燥目标,研究小型干燥机控制系统在干燥应用领域具有重要的意义。为此,针对小型循环式粮食干燥机,以PLC为主控制器,并采用模糊PID控制方法,开发了一套智能控制系统。
1 控制系统总体方案
1.1 干燥机的工作原理
循环式干燥机主要由热风炉、换热器、引风机、皮带机、提升机、除尘器、混流干燥段、缓苏段及排粮段等部分组成。粮食干燥过程中,入粮皮带机首先将粮食运送至干燥机的加料斗内,再由提升机送入塔顶的分粮段,粮食依靠自身重量在干燥机内自上而下的流过缓苏段→混流干燥段→排粮段→提升机,完成一次循环干燥。当安置在排粮段下方的水分在线检测装置测量到出机粮水分满足目标水分值后,粮食经由排粮段直接排出,通过出粮皮带机将干燥好的粮食送至粮仓中储存。
1.2 控制系统功能总体设计
系统功能的总体设计包括3个方面:一是工作模式,分为手动模式和自动模式。手动模式用于设备的调试、故障的检修等影响设备自动运行的工况,自动模式则用于干燥机正常作业情况下的运行;二是实现干燥过程信息的采集和对设备运行状态的监控,即通过传感器对粮食温度、环境温湿度、粮食水分和干燥热风温度等信息进行测量采集,对各运动电机的启停状态、故障报警设置相应的指示标志;三是以模糊PID为基本控制算法,运用到出机粮食水分的控制中,实现干燥机的智能控制。
2 系统硬件设计
系统采用三菱FX2N-32MT型号PLC作为主控制器,具有16个输入端X和16个晶体管型输出端Y,输出端Y与中间继电器连接,间接地控制各电机的启停状态,并将PLC与触摸屏进行通信连接,对各个执行元件的运动状态进行显示监控。温度采集采用K型热电偶,通过连接到FX2N-4AD-TC功能模块,将模拟电信号转换成数字信号传输给主控器中进行信息处理。FG6010型湿度传感器采集信号的处理,选用FX2N-4AD模块,作用是把连续的模拟电信号转换成离散的数字信号,然后通过拓展总线传输给PLC主控制器中进行数据存储和处理。进出口粮食水分的检测采用电容式水分测量仪,通过FX2N-485BD通讯板实现水分测量仪与PLC的通信连接。排粮电机转速的控制,采用FX2N-4DA模块,作用是将离散的数字信号转换成模拟电信号,即从PLC主控制器中先发出电机转速控制的数字量输出值给FX2N-4DA模块,然后通过该模块将数字信号转换成模拟电信号(0~10V)传输给排粮电机变频器,实现最终对排粮电机转速的调控。
控制系统的输入部分有各类传感器的采集信息,如环境温度T1、干燥热风温度T2、进粮温度T3、出粮温度T4、环境湿度(RH1)、进出粮含水率(M1、M2)及料位器的开关信号(L1、L2),系统的输出部分为各运动部件电机的启停以及安全报警系统等。控制系统的结构框架如图1所示。
3 系统软件设计
PLC采用的是“顺序扫描,不断循环”的工作方式[4-5],在每次扫描过程中,完成对输入信号的采集和对输出状态的刷新等工作。
3.1 主程序流程
在粮食干燥过程中,系统完成初始化后,点击人机界面的运行按钮,传感器将采集到的信息经模数处理后输送至PLC中,PLC与触摸屏通信连接,将这些采集值实时显示在人机界面上。在人机界面参数设定窗口输入相应控制参数的初始化设定值,然后点击人机界面中的自动模式按钮,入粮皮带机和提升机首先启动运行;待干燥机装满粮食后,上料位器输出信号给主控制器PLC,PLC控制其余运动部件电机按照循环式干燥机的工艺流程顺序启动运行。同时,对出机粮水分的检测,与目标水分值作比较,经过模糊PID算法程序运算,输出控制信号给相应的执行机构来调整排粮电机的转速,从而改变粮食在干燥机内的干燥滞留时间来提高粮食干燥去水的均匀性。此外,当传感器检测的热风温度超过上限设定值时,烟气阀门自动关闭,使粮仓中只引入常温的自然空气,确保粮食干燥的安全温度和干燥品质。控制系统主程序的流程如图2所示。

图2 主程序流程
3.2 模糊PID控制策略
3.2.1 控制器结构
粮食干燥是一种大惯性、多变量、非线性的工艺系统[6-8],其中粮食的含水状态是确定干燥条件、干燥时间、干燥方式等过程控制量的主要依据,是粮食干燥中的重要变量[9-10]。本控制系统对出机粮水分采用模糊PID的算法推理规则进行控制,控制器结构如图3所示。

图3 模糊PID控制器结构
将出机粮食含水率的测定值M(k)与目标水分设定值M0按式(1)计算得水分偏差e和水分偏差变化率ec(k指采样序号),并将e和ec作为模糊PID控制器的输入量,通过模糊推理规则得到e和ec在不同情况下对应的修正量ΔKp、ΔKi、ΔKd[11-12];再将修正量的值带入到式(2)中,完成对传统PID参数KP、Ki、Kd的整定工作。
(1)
(2)
式中M(k)—出机粮食含水率的测定值(%);
M0—目标水分设定值(%);
e(k)—第k次采样时刻水分偏差(%);
e(k-1)—第k-1次采样时刻水分偏差(%);
ec(k)—第k次采样时刻水分偏差变化率(%);
KP、Ki、Kd—调整后的PID控制器参数值;
Kp0、Ki0、Kd0—PID控制器参数的初始值;
qkp、qki、qkd—修正量的修正系数;
ΔKP、ΔKi、ΔKd—模糊推理得到的修正量。
3.2.2 模糊PID控制算法设计
基于PLC实现的模糊PID算法程序设计主要包括3部分,即输入量的模糊化程序、离线式模糊控制查询表输入程序及PID参数输出程序[13-15]。模糊PID算法子程序流程如图4所示。
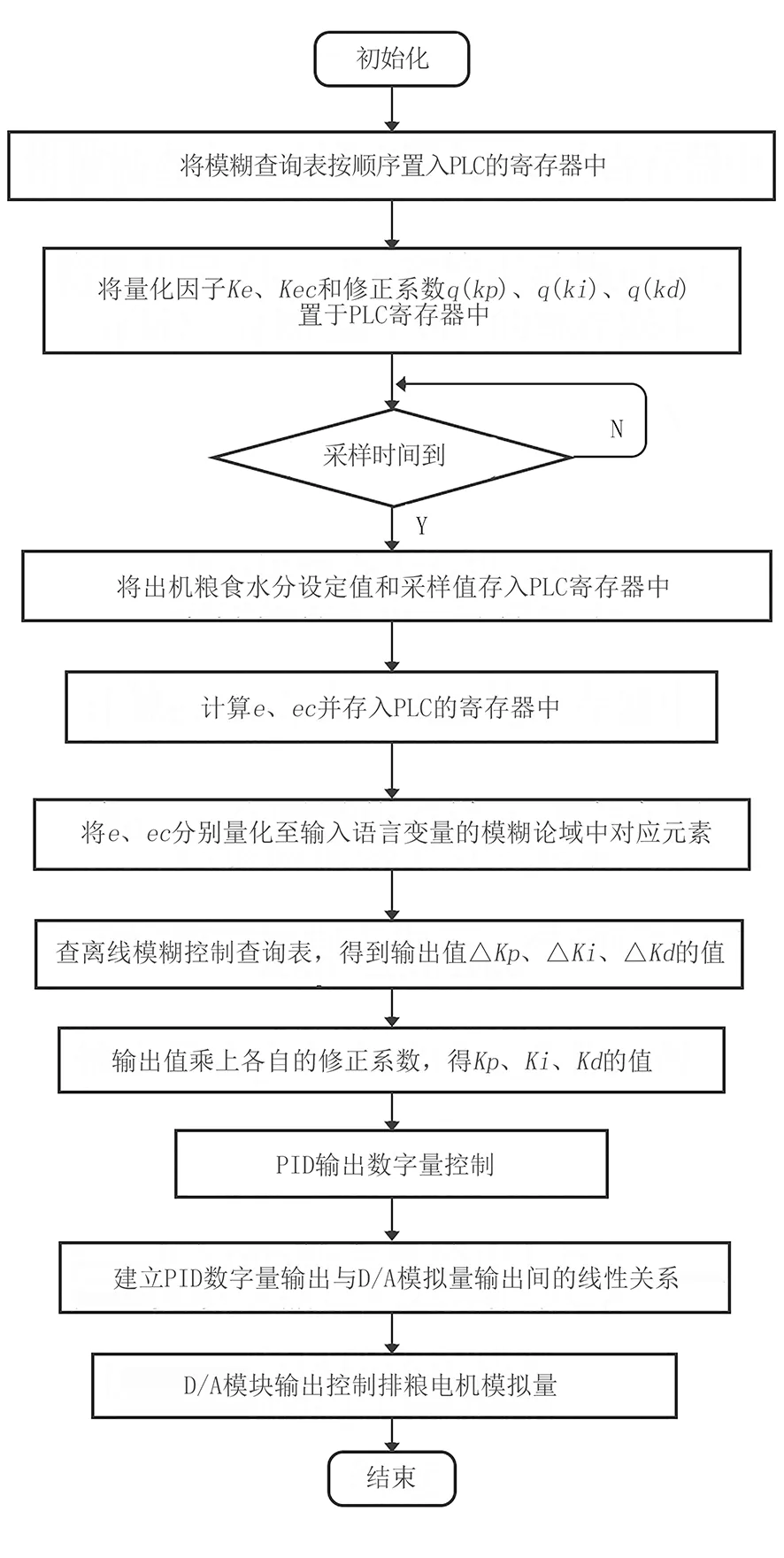
图4 模糊PID控制程序流程
1)输入量的模糊化程序设计。设定出机粮食水分偏差e和水分偏差变化率ec的基本论域分别为[-1,1]和[-0.6,0.6],模糊论域量化为{-3、-2、-1、0、1、2、3}, 模糊子集为{NB、NM、SN、Z0、PS、PM、PB},子集中的7个元素依次代表负大、负中、负小、中性、正小、正中、正大。此外,e和ec各自基本论域与模糊论域元素Xe、Xec的对应划分情况如表1所示。

表1 e、ec基本论域与模糊论域元素Xe、Xec对应关系
根据表1可以确定,粮食水分偏差e和偏差变化率ec在不同情况下,对应模糊论域元素Xe、Xec的值,再将这两个值分别存放在PLC的数据寄存器中,完成对输入量的模糊化过程。以偏差e的模糊化程序为例,将其量化值Xe送到寄存器D180中,程序流程如图5所示。
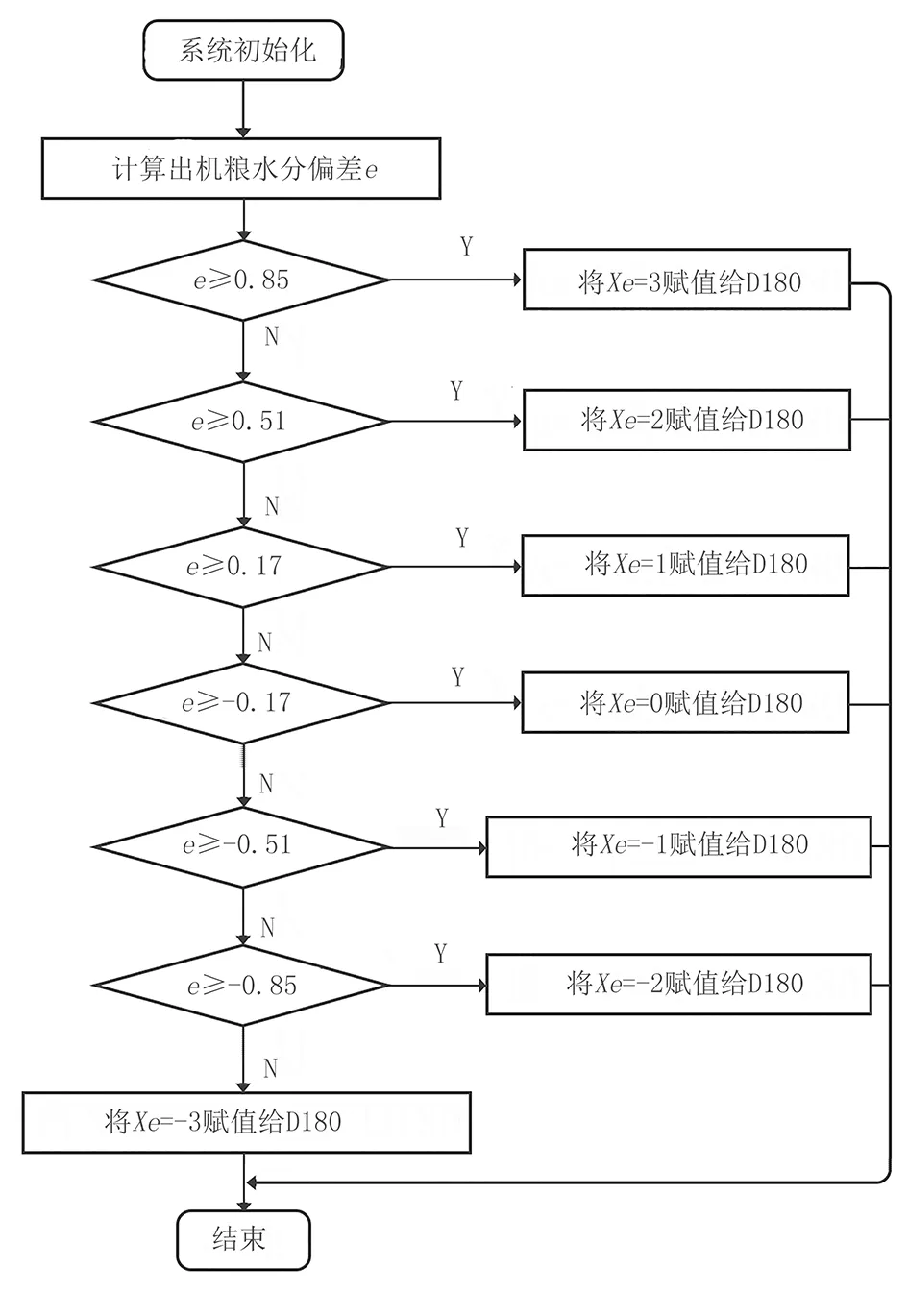
图5 水分偏差模糊化的流程
2)离线式查询表输入程序设计。通过MatLab模糊逻辑工具箱的模糊推理功能模块可得到对于不同粮食水分偏差e和水分偏差变化率ec下,ΔKP、ΔKi、ΔKd的3个离线模糊控制查询表。将这些表中的数据依次存放入PLC的数据寄存器中,以ΔKP的离线式查询表输入程序设计为例,通过模糊推理得到的查询表如表2所示。

表2 ΔKP的模糊查询表
将表2中各元素按行依次寄存在D200~D297中(每个ΔKP值占用两个数据寄存器),情况如表3所示。
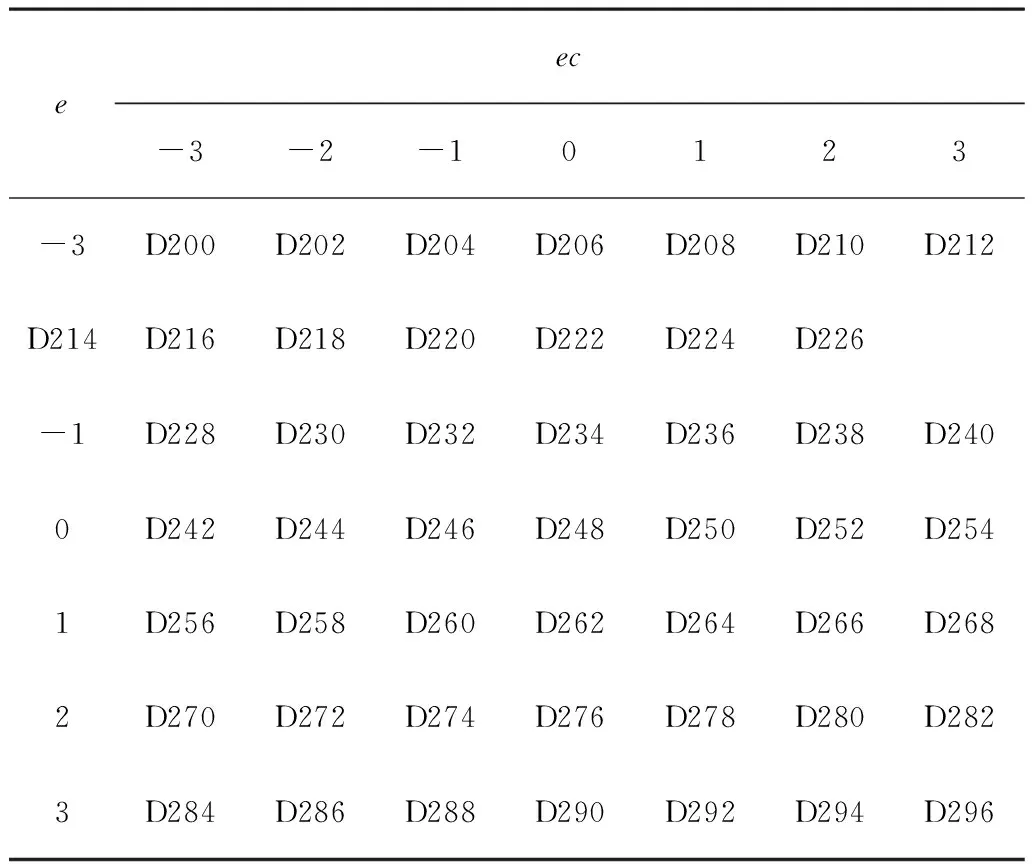
表3 ΔKP的数据寄存器分布表
考虑到有对小数的赋值和运算,采用三菱PLC的浮点运算指令DEDIV将表2中的值输入到表3对应的寄存器中,完成对ΔKP离线式查询表的输入过程。
3)PID参数输出程序设计。通过程序设计,可以得到对应不同粮食水分偏差e和水分偏差变化率ec时,ΔKP、ΔKi和ΔKd的3个参数值,将这3个参数值带入至式(2)中,得到整定后的PID参数KP、Ki、Kd,再运用式(3)计算得到P、I、D的值,将其放入到PLC的PID指令对应的参数寄存器内,经PID指令运算处理输出对排粮电机转速的数字量控制值;最后,可通过FX2N-4DA模块将数字量转化为模拟量,输出给变频器来调控排粮电机的转速Y。
(3)
式中p—比例增益(%);
I—积分时间(ms);
D—微分时间(ms)。
至此,完成以出机粮食水分的变化情况来实时调控排粮电机转速的模糊PID控制过程。
3.3 人机界面
采用威纶通MT8070iH型号的触摸屏,并使用EasyBuilder8000软件进行人机界面的设计。人机界面包括3个窗口,即1个主界面窗口和2个子界面窗口。其中,主界面窗口如图6所示。

图6 人机界面主窗口
1)主界面窗口:主要用于在干燥过程中,对采集的信息数据进行显示和监控,并把干燥热风温度和出机粮水分以实时的变化曲线显示在坐标图中,另设有自动模式启动按钮、急停按钮、运行按钮及干燥热风温度报警指示灯。
2)手动启停操作子界面窗口:功能是对各运动部件电机及上下料位器的启停控制,主要用于对干燥机各机械设备的调试运行和故障排查。
3)控制参数设定子界面窗口:用于对模糊PID控制参数的初始值、粮食干燥目标水分值、干燥热风目标温度和上下限的设置。
4 系统性能测试
4.1 测试步骤
完成上述对粮食干燥机控制系统软、硬件的设计工作后,对搭建好的控制柜进行硬件接线和软件程序两方面的性能检测,发现问题后逐步优化改进控制系统。测试步骤如图7所示。
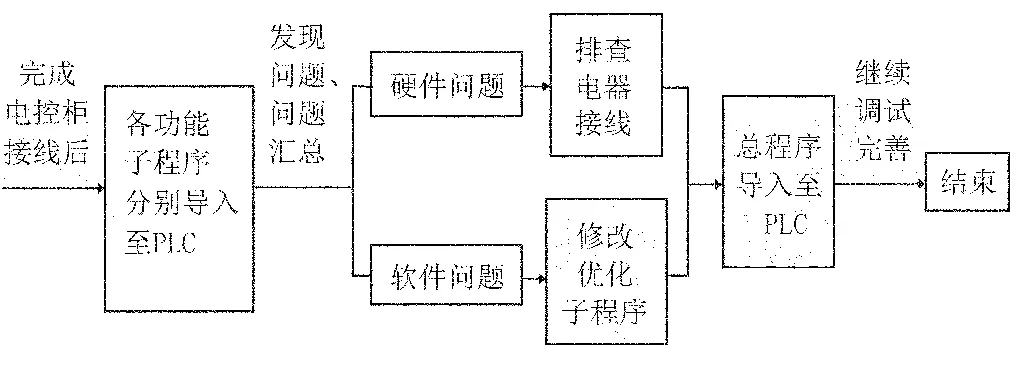
图7 控制系统性能的测试步骤图
4.2 测试仪器
测试用到的试验器材主要包括阻旋式料位器、K型热电偶、FG6010湿度传感器、HY57DJ100步进电机、电容式水分检测仪、台达变频器、风机,以及FX2N-485BD板。
4.3 测试内容
1)利用GX Works2编程软件将各子功能程序模块导入至PLC中,并将人机界面通过Easybuilder8000软件导入到触摸屏中,观察各传感器采集的信息是否可以读取至主控制器PLC中,并在人机界面中进行实时显示。
2)手动停止上料位器,模拟粮食装满粮仓时的状态,观察PLC能否在接受到满粮信号后按干燥工艺流程顺序启动消烟除尘电机、排粮电机、出粮皮带机及引风机。
3)在人机界面控制参数设定窗口设定干燥热风温度上限值为50℃,用吹风机对负责测量干燥热风温度的K型热电偶进行加热,观察当触摸屏中干燥热风温度显示值超过50℃时,烟气阀门能否自动关闭及热风高温报警灯是否给出闪烁信号。
4)针对粮食干燥过程的大滞后、大惯性的特点,将粮食干燥机看作一个一阶纯滞后大惯性的系统,构建相应的传递函数[16],并利用MatLab软件中的Simulink功能模块,对其进行模糊PID和传统PID仿真控制效果比较。
4.4 仿真结果与分析
粮食干燥机的传递函数表达式设为
(4)
仿真结果所得模糊PID与传统PID控制的响应曲线,如图8所示。

图8 模糊PID与传统PID控制仿真结果图
图8中,虚线为传统PID控制系统的响应曲线,实线为模糊PID控制系统的响应曲线。通过观察曲线可知:模糊PID控制具有较好的控制精度,超调量相对传统的PID明显较小,稳定性也更好。
5 结论
1)控制系统结合了PLC和触摸屏各自的特点:PLC具有很好的抗干扰能力,在粉尘多、噪声大、环境差和强磁场的粮食干燥现场环境下,能够实现稳定的运行;触摸屏提供了良好的人机操作界面,方便操作人员对干燥过程进行监控和管理。
2)通过建立模糊PID和传统PID控制模型,对粮食干燥系统进行仿真控制,结果表明:选择将模糊PID用作对粮食干燥过程参数的控制,可以取得比传统PID更优的控制效果。
3)干燥机智能控制系统的开发降低了现场操作人员的作业量,提高了干燥效率,具有很好的应用前景。
猜你喜欢
装备制造技术(2021年1期)2021-05-21
有色冶金设计与研究(2019年2期)2019-05-08
铁道通信信号(2016年1期)2016-06-01
广东石油化工学院学报(2016年6期)2016-05-17
唐山文学(2016年11期)2016-03-20
设备管理与维修(2016年5期)2016-03-16
福建轻纺(2015年3期)2015-11-07
铁路通信信号工程技术(2015年4期)2015-02-28
自动化博览(2014年10期)2014-02-28
机电信息(2014年23期)2014-02-27