
机器人自动拧紧螺栓机构在变速器装配方面的优势
2020-10-16 09:52:28张晓红
机械管理开发 2020年10期
张晓红
(中国重汽集团大同齿轮有限公司, 山西 大同 037000)
引言
随着工业自动化、智能化的发展,大量工业机器人被应用在了变速器装配线上。机器人与电动拧紧轴的完美组合,既提高了螺栓的装配效率,又保证了螺栓的装配质量。同时,由于自动拧紧螺栓机构能够更好地保证装配产品的一致性,通过对装配后异常产品的层层剖析,可发现一些设计或加工上的失误,能够起到防错作用。
1 机器人自动拧紧螺栓机构的主要特点
机器人自动拧紧螺栓机构主要由机器人、伺服机构、电动拧紧轴、电动拧紧轴组成,如图1 所示。在机器人第六轴上固定了一套伺服机构,在伺服机构上安装两根电动拧紧轴,其中电动拧紧轴相对于机器人第六轴固定不动,电动拧紧轴通过伺服机构作用可以沿丝杠移动。该机构用于自动拧紧变速器后壳体连接螺栓,一次可同时拧紧两条螺栓,这样设计的目的一方面为保证生产节拍,另一方面由于螺栓分布面积较大,为避免螺栓在拧紧过程中由于受力不均而导致的扭矩衰减。
2 螺栓拧紧程序设计中存在的问题
机器人自动拧紧螺栓机构用于对变速器后壳体连接螺栓的拧紧,共拧紧22 条螺栓,每次拧紧2 条,分11 次拧紧,螺栓拧紧顺序如图2,即:序号①②螺栓同时拧紧,然后序号③④螺栓,以此类推。螺栓拧紧扭矩工艺要求为41~51 N·m,经大量测量试验,将自动拧紧程序动态拧紧扭矩设置为50 N·m,测得的静态扭矩也均可保证在工艺要求范围之内。
现场质量员在对使用机器人自动拧紧螺栓机构拧紧的螺栓进行抽检时发现,②位置螺栓扭矩不在扭矩技术要求范围之内,且偏小严重。

图1 机器人自动拧紧螺栓机构

图2 螺栓拧紧顺序示意图
3 寻找问题根源
3.1 拧紧顺序是否不合理
为排除拧紧顺序对②位置螺栓扭矩偏小的影响,将第1 对螺栓与第2 对螺栓拧紧顺序更换,即先拧序号③④螺栓,再拧序号①②螺栓,图2 标号,测得②位置螺栓扭矩仍不足。再次将螺栓拧紧顺序彻底改变,依次拧紧顺序为17○18○、19○20○、⑤⑥、21○22○、15○16○、13○14○、11○12○、⑨⑩、⑦⑧、③④、①②如图2 标号,测得②位置处螺栓扭矩超出扭矩要求下限,偏小严重,由此初步判断为,与螺栓拧紧顺序可能无关。
3.2 机构本身的拧紧精度是否存在问题
按照图2 标识的拧紧顺序拧紧,在第一次(即:只拧紧位置①②螺栓)拧紧结束后,按下机构停止按钮,立即对①②位置螺栓拧紧扭矩进行测量,测得②位置螺栓扭矩在工艺要求范围之内,且使用该机构拧紧螺栓的还有另外一款变速器A,与目前这款变速器在所拧紧螺栓处的结构基本类似,A 款变速器无螺栓扭矩不足的现象,由此可排除机构本身精度的问题。将A 款变速器与目前变速器后壳体部分结构进行了对比,目前这款变速器在拧紧后壳体连接螺栓前需拧紧一堵塞(图2 中Ⅰ处所示),拧紧扭矩要求为130 N·m,现场使用手持电动拧紧轴按要求扭矩紧固。怀疑点有两处:
1)拧紧堵塞过程中,后壳体相对中壳体位置发生了旋转。后壳体与中壳体之间有两个定位销,后壳体定位销孔尺寸为Φ18(+0.018,0),定位销尺寸为Φ18(+0.018,+0.007)。为验证后副箱相对中壳体是否发生了旋转,进行了两种试验:第一,将堵塞与后壳体连接螺栓拧紧顺序更换,即先拧紧后壳体连接螺栓,再拧紧堵塞,未发现有扭矩不足的螺栓;第二,先拧紧堵塞,用铜棒敲击后副箱,特别是堵塞处及先前扭矩不足螺栓处,选择位置②⑤⑥17○18○等处,手工预先拧入几条螺栓,目的是想校正后壳体相对中壳体位置发生的旋转。然后,按照图2 标识顺序拧紧后壳体连接螺栓,位置②处螺栓扭矩不足。针对后壳体相对中壳体位置是否发生了旋转的这个疑问,只想到了上述两个验证方法,于是,又进行了如下设想。
2)拧紧堵塞时,后壳体相对中壳体位置发生了翘起。为了验证后壳体相对中壳体是否发生了翘起,进行了1 种试验:不安装滤网,直接安装堵塞,使用手持电动拧紧轴按要求扭矩紧固,然后按照图1 拧紧顺序拧紧后副箱螺栓,未发现有扭矩不足的螺栓。变速器后壳体堵塞处结构如图3,滤网1 安装在后壳体孔中,然后安装平垫2 和堵塞3,最终堵塞螺纹拧入壳体螺纹孔中。
为了进一步证明后壳体相对中壳体位置发生了翘起这个现象,现场对相关零件尺寸进行了测量,测量值如表1 所示。测量得10 组数据,其中有9 组数据显示堵塞和平垫的高度之和均大于滤网端面到壳体孔的深度,因此得出,在拧紧堵塞的过程中,堵塞端面与滤网端面会干涉,会导致后壳体相对中壳体位置发生翘起。
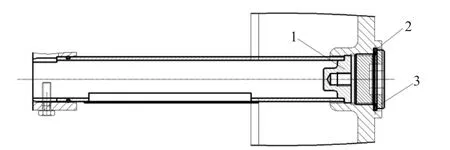
图3 变速器后壳体堵塞处结构图

表1 测量值汇总表
4 结论
经过大量现场试验数据统计,使用机器人自动拧紧螺栓机构拧紧的螺栓,在正常情况下,无论是动态扭矩还是静态扭矩,扭矩一致性都非常好。如果有异常情况发生,通过多方面排查,有可能是零件加工或设计方面的缺陷导致,使用该机构除了能够提高螺栓的装配效率和质量,同时也使产品其他方面的质量问题更加容易显现,能够起到防错作用。
猜你喜欢
减速顶与调速技术(2022年3期)2022-02-11 11:26:36
汽车维修与保养(2020年11期)2020-06-09 05:42:16
装备制造技术(2019年12期)2019-12-25 03:07:02
飞控与探测(2019年4期)2019-09-09 09:24:54
制造技术与机床(2019年4期)2019-04-04 12:22:10
广东技术师范大学学报(2016年5期)2016-08-22 09:07:26
制导与引信(2016年3期)2016-03-20 16:02:02
焊接(2016年2期)2016-02-27 13:01:22
汽车维修与保养(2015年6期)2015-04-17 03:31:37
汽车维护与修理(2015年6期)2015-02-28 12:17:26
