
小型皮带输送机设计与配置应用
2020-10-15 13:05
铸造设备与工艺 2020年4期
(江阴智铭铸造装备应用技术设计室,江苏 江阴 214421)
在现代铸造生产中,各类造型材料的搬运、输送和过渡的配套辅助设备,应用量大且面广。在铸造生产各工部中,物料的转运输送、定量给料、搬运过渡的频繁运作,其工况条件亦比较复杂。所以,实现生产过程的机械化、自动化运输控制是砂处理技术创新发展的必然要求。
1 砂处理工部的主要输送设备—皮带输送机。
铸造车间常规应用的Y33 系列皮带输送机是通过长距离的皮带运行来实现输送的,广泛应用于铸造车间对型砂、新砂、旧砂、废砂的输送,同时应用于焦炭、碎石等散状颗粒物料的输送。在现代铸造工艺流程中,应用智能化传感技术控制,可以使生产线上实现工部物流的机械化运输。
皮带输送机具有输送距离长,输送能力大、驱动功耗低,安装布置灵活,维护检修方便的特点,而且根据工艺设计需要,可选择不同的安装倾角[1]。
2 小型皮带输送机
在铸造树脂砂生产线上,由于铸造生产线配套树脂砂旧砂再生工艺的需要,在系统工艺设计上选择一种小型皮带输送设备,以使进行砂处理中的过渡与转运较为方便。如进出砂库的过渡转运,提升机跨库的过渡转运,以及短距离的新、旧砂给料输送等。
这种小型皮带输送机结构设计在Y33 系列皮带输送机的基础上进行了技术改进,如图1 所示,强化了设备的钢结构与驱动性能,压缩空间范围,体现一种布置灵活、独立应用的机械化配置[2]。
小型皮带输送机主要应用于黏土砂铸造工艺的造型工部、砂处理工部以及树脂砂铸造工艺和砂再生处理的工艺辅助,以实现短距离机械化输送和转运过渡。
小型皮带输送机运行平稳、噪音低,避免了采用振动输送、振动给料的振动噪音,特别是在钢结构的砂库上设置尤为重要。
2.1 小型皮带输送机结构特点
选择K 系列减速器驱动,由头轮、上托辊、下托辊、涨紧尾轮、机架、输送橡胶带、受料槽等组成。
倾斜安装时,安装倾角可根据物料的安息角(静堆积角)确定。
2.2 主要技术参数
输送能力:10~15(m3/h);
带 速:0.85 m/s;
驱动功率:3.0 kW;
驱动轮直径:380 mm;
输送带宽:500 mm;
头尾轮中心距:<6 000 mm.
3 小型皮带输送机改型设计
按生产线工艺要求,小型皮带输送机可改为胶带给料机形式和双向给料机形式,如图2、图3 所示,其技术参数基本相同。同样配套应用于中小型铸造工厂生产线的造型工部、砂处理工部的短距离输送、给料与定量转运(包括新砂、型砂、再生回用砂物料的输送给料)。配套在型砂制备、砂库单元应用较多。
这种胶带给料机具有给料均匀、给料量可调、安装维修方便,并有直接与砂斗出口处连接、定量给料的特点[1]。

图1 小型皮带输送机

图2 小型胶带给料机
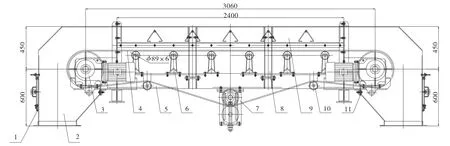
图3 小型双向胶带给料机
皮带输送机与胶带给料机的特性区别在于:输送机的物料输送形式是以不均匀性和松散型方式运输,应用于普通物料的输送。而给料机配置有受料槽,对输送物料有一定限量,输送量是均匀的,有相对集中的定量作用,主要应用于混砂机配比给料、造型用型砂给料。
4 结束语
由于现代铸造工艺与技术装备应用的发展和工艺辅助配套设备的多样性,使铸造生产线在不同程度上实现了机械化、自动化生产的工况环境。其中合理的配套运输过程的短距离过渡与转运输送是非常必要的。本次设计的小型皮带输送机以及胶带给料机为铸造生产中物料的短距离过渡与转运输送提供了帮助。
猜你喜欢
煤炭工程(2022年8期)2022-08-24
矿山机械(2022年5期)2022-05-19
防爆电机(2020年5期)2020-12-14
人生与伴侣·共同关注(2019年12期)2019-12-16
东方教育(2016年8期)2017-01-17
山东工业技术(2016年15期)2016-12-01
体育科研(2014年5期)2014-04-16
体育科研(2014年5期)2014-04-16
百家讲坛(2014年9期)2014-02-11
