真空环境下超硬金属电子枪熔融成形技术研究*
2020-09-29 10:28:28□王磊
机械制造 2020年9期
□ 王 磊
淮南联合大学 智能制造学院 安徽淮南 232038
1 研究背景
在真空环境下,金属材料浇铸成形可以保护金属中的活性物质,使金属材料在熔化、浇铸、烧结等过程中不被氧化,同时可以避免加入的某些少量元素在高温中被除去,有害气体杂质等渗入,进而有效提高成形材料的质量。
笔者对真空环境下超硬金属电子枪熔融成形技术进行研究,论证在真空环境下适宜制造复杂结构薄壁精密钛合金铸件。电子枪熔融成形过程中温度可控,熔池可以长时间保温,能够提高过热度,有利于复杂结构薄壁精密件的型腔充满,这是普通环境下浇铸无法做到的[1]。
2 电子枪熔融成形真空装置
电子枪熔融金属成形真空装置如图1所示,两个前置泵分别为扩散泵和滑阀泵的前置机械泵,在真空室中设置有金属颗粒熔融浇铸装置及其夹具等。
滑阀泵在前置泵的预置压力下,使真空室获得真空度接近于1 Pa的真空环境。启动扩散泵及其前置泵,经过一段时间对真空室进行空气颗粒吸附排除,可以获得真空度为0.1 Pa的真空环境。电子枪组件发射电子束,将固定在夹具上的金属颗粒熔融浇铸装置内的ZTiMo32钛合金颗粒铸件熔融并充满型腔[2]。电子枪发射高能密度电子束流的原理如图2所示。
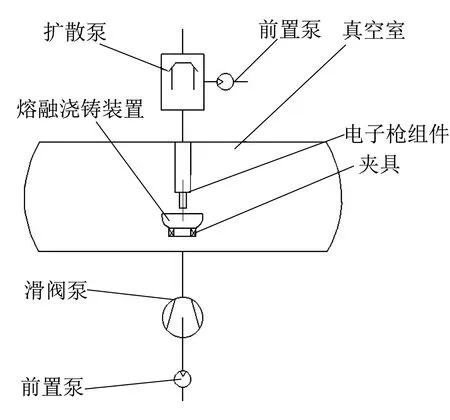
▲图1 电子枪熔融金属成形真空装置
灯丝通电加热后在表面产生大量热电子,在阳极线圈和阴极线圈之间的高压电场作用下,热电子加速向阳极线圈方向高速移动,获得动能。热电子移动速度的快速取决于加速电压的高低[3]。在聚焦线圈的作用下,电子束流聚焦。在阴极线圈的作用下,电子束流发生偏转。可以通过调整阴极线圈的强度来调整电子束流聚焦在熔融浇铸装置内颗粒材料表面的位置[4]。

▲图2 电子枪发射高能密度电子束流原理
金属颗粒熔融浇铸装置电子枪发射阴极,根据以往实践经验,电子枪发射阴极的电流密度J可以取为50 mA/cm2。熔融浇铸装置的面积为S1,电流为I1,则功率W1为:
W1=JS1U1
(1)
式中:U1为电子枪工作电压。
电子枪电源最大功率W2为:
W2=I1U1 max
(2)
式中:U1 max为电子枪最高电压。
熔融浇铸装置的功率密度P为:
P=W1/S1
(3)
电子枪的工作电压通常是几十至几百千伏,为防止高压击穿、束流散射及能量减损,真空室真空度必须保持在0.1 Pa级别[5-7]。
3 金属颗粒熔融浇铸装置
钛合金材料生产成本高,机械加工、锻造、焊接等比较困难,特别是对于结构复杂的薄壁构件而言。采用精密铸造技术,可以提高钛合金材料的利用率,降低生产成本。笔者在真空环境下采用金属颗粒熔融浇铸装置熔融钛合金材料,持续浇铸被加热型腔使其成形的工艺,可以获得复杂结构薄壁精密钛合金铸件[8]。
提高浇铸温度能够改善金属的流动性。浇铸温度越高,金属保持液态的时间越长,黏度越小,流动性越好[9]。可见,适当提高浇铸温度是改善液态金属流动性的工艺措施之一。另一方面,铸型材料的导热性、铸型内腔的形状和尺寸等因素对液态金属的流动性与充型能力都有影响[10]。
金属颗粒熔融浇铸装置如图3所示。

▲图3 金属颗粒熔融浇铸装置
金属颗粒放置在坩埚内,只有被电子枪电子束流充分熔融的金属颗粒可以经筛网和浇铸通道流入型腔。型腔是由型芯和模具外壳构成的形状比较复杂的薄壁空间。
模具外围布置加热管,充分保持浇铸过程型腔的温度,有利于提高液态钛合金的充型能力。
4 优选参数
采用平均直径约为2.8 mm的颗粒状ZTiMo32钛合金材料[11],借助电子枪熔融成形真空装置对颗粒状ZTiMo32钛合金材料进行熔融浇铸试验,获得的两组优选参数见表1。型腔薄壁厚度为3 mm,跨度尺寸为120 mm。

表1 电子枪熔融成形优选参数
5 结束语
笔者通过对平均直径约为2.8 mm的ZTiMo32钛合金颗粒进行真空环境下超硬金属电子枪熔融成形技术研究,确认了通过超硬金属颗粒在真空环境下熔融充型,可以实现薄壁零件的铸型工艺。在真空环境下获得精密薄壁零件外形尺寸,对真空度的要求比较严苛,型腔的预热温度和保持温度对熔融金属颗粒充型能力起到重要作用。
通过合理设计型腔尺寸余量,在真空环境下对超硬金属进行熔融成形,可以获得满足工艺要求的复杂结构薄壁精密件。
猜你喜欢
汽车工程(2021年12期)2021-03-08 02:34:06
模具制造(2019年7期)2019-09-25 07:29:58
电子测试(2018年18期)2018-11-14 02:30:20
电子测试(2018年1期)2018-04-18 11:52:13
中国塑料(2016年5期)2016-04-16 05:25:45
凿岩机械气动工具(2015年3期)2015-11-11 07:32:56
金属世界(2015年6期)2015-11-05 03:37:50
锻压装备与制造技术(2015年4期)2015-07-01 09:32:48
机电信息(2015年3期)2015-02-27 15:54:48
原子能科学技术(2014年1期)2014-02-28 22:17:19