
活塞式压缩机问题分析与优化
2020-09-28 08:26王卫宇
装备维修技术 2020年36期
王卫宇


摘 要:在化工行业中,压缩机必不可少,活塞是压缩机由于压力范围大、效率高、适应性强,在企业中应用更为广泛。该篇从工艺介质、活塞环的材质及数量、气阀等方面介绍了活塞压缩机的故障分析及处置措施,对活塞式压缩机的使用与维护有很高的借鉴意义。
关键词:活塞环;气阀;组分;粉末
1 设备概述
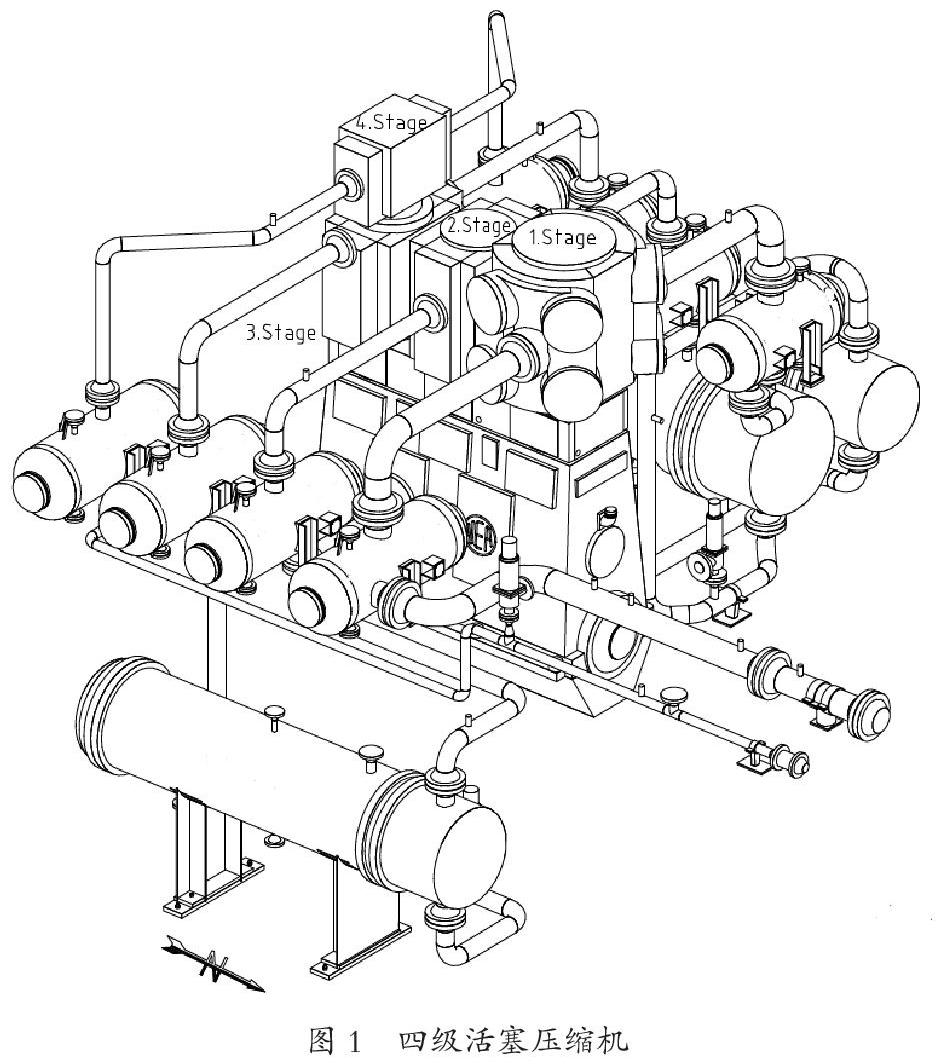
我公司采用4TDS130型4级活塞式氢气压缩机(图1),电机功率560KW,额定质量流量390kg/h,一级进气压力160kPag,四级排气压力3500kPag,转速490r/min。主要由工作腔、传动部件、机身及辅助部件组成。工作腔直接用来压缩气体,由气缸、气缸套、气阀、填料、活塞及活塞杆组成。压缩升压后的氢气供氢化系统的合成炉进行反应。在设备运行4000h时,压缩机二级排气温度、压力出现比设计值高的情况,是公司平稳经营的风险隐患,因此解决压缩机二级排气温度、压力高的问题迫在眉睫。
2 拆解情況
经过拆解发现各级气阀、缸体(图2)堆积黑色粉末,其中三、四级粉末较多,四级活塞环磨损严重(图3)。
活塞环经过专业测量,已超过磨损极限7.8mm,无法正常使用。
3 原因分析
通过多方面的观察分析、专业测量发现造成上述问题的原因主要有以下几方面:
3.1经分析压缩氢气中混入硅烷气,进入压缩机的硅烷气高温分解,压缩机缸体内产生的硅粉,在活塞作功时,活塞环与硅粉接触摩擦,导致缸体内附着活塞环磨损的黑色粉末。
3.2 由于压缩机气缸内粉末的存在,导致四级活塞环异常磨损速率较快,在气体压缩过程中,使四级气缸内少量气体窜入平衡腔。由于三级吸入口直通平衡腔,因此导致三级吸气压力升高,二级排气受阻,进而使得二级排气压力升高。此状况会随着四级活塞环磨损的加剧愈发严重,最终会使得二级排气压力明显升高(温度同时也上涨),超过压缩机报警值甚至导致跳车。
4 优化方案
改善压缩机各级活塞环和导向环(特别是四级活塞环)的耐磨性能,提高部件使用寿命,延长压缩机正常运行时间。
建议改善工艺,减少进入压缩机的硅烷气,减少压缩机内产生的粉末量,延长压缩机部件使用寿命。
增加活塞环、导向环数量的技改一是可以将原机活塞增加活塞环槽和导向环槽数。
经拆解发现三、四级粉末较多,分析增加级间过滤器可以解决。针对机组二级排气温度高的问题,考虑增加冷却器。
在气阀设计上,减小1&3&4 级气阀余隙容积,加大2级气阀余隙容积,通过槽道和升程设计,将各级气阀的关闭角控制在170°~180°之间,气阀运动部件增加减震栓,避免产生谐频共振、避开阀片产生震颤和延迟关闭的运行区域,减低气阀在运行过程中的内泄漏。
5 结语
通过此次的优化改进,清楚的认识到该活塞压缩机问题根源,为后续的使用与维护提供了重要依据。同时活塞压缩机在设计制造、检修维护是,要充分考虑以上几个方面。针对不同地区、不同工况,设计、装配参数要结合当地实际条件而定。
参考文献:
[1] 周国良. 压缩机维修手册[M].北京:化学工业出版社.2010
猜你喜欢
民族文汇(2022年14期)2022-05-10
中国慈善家(2020年2期)2020-09-09
当代化工(2019年3期)2019-12-12
中国新技术新产品(2019年19期)2019-11-27
伴侣(2017年7期)2017-07-11
科技视界(2016年7期)2016-04-01
演艺科技(2014年10期)2015-04-02
农机使用与维修(2014年10期)2014-10-23
哈尔滨理工大学学报(2014年1期)2014-06-23
