
1株产香酵母在浓香型白酒复糟酒生产中的应用
2020-09-28 06:41陈雪玲
中国酿造 2020年9期
王 松,陈雪玲,游 玲*
(1.宜宾学院 生命科学与食品工程学院,四川 宜宾 644000;2.宜宾职业技术学院 生物与化工工程系,四川 宜宾 644000;3.宜宾学院 固态发酵资源利用四川省重点实验室,四川 宜宾 644000)
复糟发酵是指糟醅在作为丢糟进入废弃物利用环节之前的最后一次发酵,其主要目的是最大限度地提高原料中淀粉及还原糖等物质的转化率,获得品质较差,价格较低的复糟酒,大部分企业通过添加糖化酶及酿酒酵母(Saccharomyces cerevisiae)来提高复糟酒出酒率[1-3]。然而,实际生产中添加酿酒酵母提升复糟发酵出酒率和酒质的效果并不明显。相关研究和实际生产显示,非酿酒酵母(non-Saccharomyces)(野生酵母)对发酵产品风味有重大贡献,尤其在白酒发酵过程中尤为明显[4-8],但关于非酿酒酵母的产香机理及其对出酒率的影响研究仍较少,生产上也未见有非酿酒酵母菌剂的应用。
宜宾作为浓香型白酒主产地,独特的地理生态环境和长期的生产实践中,传承并孕育了独特的浓香型白酒酿造生态因子[9],课题组前期从宜宾产区发酵糟醅中分离到多株具有特色功能的酵母菌株,其中一株产香酵母Z9Y-91被鉴定为长孢洛德酵母(Lodderomyces elongisporus),并在实验室条件下对其发酵、产香特性进行了研究[10]。本研究将菌株Z9Y-91应用于浓香型白酒发酵,考察其对窖内发酵微生物生态、糟醅物理化学特性、出酒率和酒质的影响,为其在粮糟酒中的应用提供参考。
1 材料与方法
1.1 材料与试剂
1.1.1 供试菌株及糟醅
长孢洛德酵母(Lodderomyces elongisporus)Z9Y-91(活菌数为1×108个/g),分离自浓香型白酒窖内糟醅,现保存于固态发酵资源利用四川省重点实验室,已委托某生物公司生产出酵母菌剂;对照酵母(活菌数为5×109个/g)为安琪活性干酵母:市售。
四川宜宾某浓香型白酒企业同一车间窖龄均为10年左右的2口窖池中为同一批次加曲(580 kg)混匀后的复糟发酵糟醅,均分为两堆,每堆14甑左右,备用。
1.1.2 化学试剂
硫酸铜、氢氯化钠、氧化钠、葡萄糖、亚甲蓝、酒石酸钾钠(均为分析纯):成都科龙试剂厂;乙酸正戊酯(色谱纯):美国Sigma公司。
1.1.3 培养基
孟加拉红培养基、营养琼脂(nutrient agar,NA)培养基、酵母赖氨酸培养基:青岛海博生物技术有限公司。
酵母膏胨葡萄糖(yeast peptone dextrose,YPD)液体培养基:酵母膏10 g/L,蛋白胨20 g/L,葡萄糖20 g/L,121 ℃灭菌20 min。
YPD固体培养基:YPD液体培养基中加入2%琼脂粉。121 ℃灭菌20 min。
1.2 仪器与设备
5975C/7890B气质联用(gas chromatography-mass spectrometry,GC-MS)仪、1220型液相色谱仪:美国安捷伦公司;LHS-150SC恒温培养箱:上海一恒科学仪器有限公司;TU-191紫外可见分光光度计:北京普析通用仪器有限责任公司;pHS-3C酸度计:上海雷磁仪器厂;SDB-4黏度计:上海精密科学仪器有限公司。
1.3 方法
1.3.1 入窖发酵实验
将长孢洛德酵母(Lodderomyces elongisporus)Z9Y-91酵母菌剂及安琪活性干酵母菌剂各3.5 kg(二者实际细胞数量比例为1∶50)。在20 L 35 ℃左右温水活化20 min,与糟醅充分混匀后直接入窖发酵;对照窖池添加7.0 kg安琪酵母入窖发酵。封窖发酵周期45 d,期间分别于0 d(未发酵)、7 d、15 d、25 d、45 d利用预埋在窖池内对角线上三等分点的半片楠竹片(已预先清洗、高温蒸煮)取上、中、下三层共9个取样点的糟醅样品,混匀后检测其理化指标、微生物数量及主要风味物质含量。
1.3.2 理化指标测定
向糟醅中添加等体积纯水过滤后,采用pH计测定糟醅pH,采用黏度计测定黏度,糟醅水分采用直接干燥法测定[11],酸度采用酸碱滴定法测定[12],淀粉及还原糖采用斐林试剂法测定[13-14],α-氨基酸态氮采用滴定法测定[15]。
密度的测定:取两个相同的烧杯(V烧杯=250 mL),烘干至恒质量MA(g),在烧杯中装满待测糟培,轻轻摇动烧杯,用竹片沿着烧杯口慢慢刮平,将装满糟培的烧杯称质量MB(g),根糟醅密度ρ(kg/m3)计算公式如下:

糟醅中的乙醇及风味物质含量蒸馏后测定:每份取100g糟醅加无菌水200mL,利用常压蒸馏装置蒸馏出100mL馏分,待馏分冷却至室温后,采用酒度计测定乙醇含量,同时分装1.5 mL至2 mL色谱进样瓶及20 mL顶空瓶中,4 ℃保存备用。
1.3.3 风味物质含量测定
采用气相色谱(gas chromatography,GC)法检测糟醅样品馏出液中的挥发性风味物质含量。气相色谱检测条件:载气为高纯氮气(N2),柱温55 ℃保持3 min,以3.5 ℃/min的速率升温至150 ℃,保持1 min;以10 ℃/min的速率升温至200 ℃,保持2 min,以20 ℃/min 的速率升温至220 ℃,保持10 min;进样口温度220 ℃,进样量0.4 μL,分流比10∶1。
采用GC-MS通过顶空固相萃取法检测糟醅样品中挥发性成分含量:准确称取1.5 g糟醅及1 g氯化钠于20 mL顶空固相微萃取瓶中,在向顶空瓶中加入4 mL超纯水和25 μL 4-辛醇(500 mg/L),混匀,采用SUPELCO 57328萃取头70~80 ℃萃取10~15 min,平衡1 min。GC-MS条件:进样口和检测器温度均为250 ℃,载气为氦气(He),流速1.5 mL/min,起始温度40 ℃,保持3 min,然后以3 ℃/min的速率升温至230 ℃,保持15 min。电子能量为70 eV,离子源温度为230 ℃,四级杆温度150 ℃。
1.3.4 数据处理
所有理化指标检测设计3次重复。所有数据采用Microsoft Excel 2010进行统计,并采用SPSS 22.0进行单因素方差分析和差异显著性分析,采用Origin 8.1 对数据进行分析作图。
2 结果与分析
2.1 菌株Z9Y-91的菌落及细胞形态

图1 长孢洛德酵母Z9Y-91的菌落(A)及细胞(B)形态Fig.1 Colony (A) and cell (B) morphology of Lodderomyces elongisporus Z9Y-91
由图1可知,产香酵母Z9Y-91在YPD固体培养基上表现出典型酵母菌落特征,菌体细胞椭圆形,多边出芽。
2.2 菌株Z9Y-91对糟醅理化指标的影响
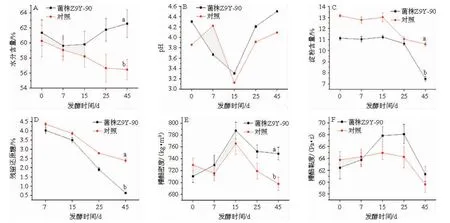
图2 发酵过程中糟醅理化指标的变化Fig.2 Changes of physicochemical indexes of fermented distiller's grain during the fermentation
由图2A可知,处理组糟醅水分含量达到62.57%,显著高于对照组的54.47%(P<0.05),其最大原因在于处理组糟醅在发酵中后期生成大量水,导致糟醅水分含量明显上升,这间接反映了处理糟醅中更强的微生物代谢强度,可能是由于非酿酒酵母对复糟发酵糟醅贫瘠营养状况的适应能力更强,其碳源利用谱系更加广泛[16-17],可充分利用糟醅中淀粉、纤维素分解产生的糊精、多糖、纤维二糖等生长、代谢,从而产生更多代谢水。由图2B可知,发酵过程中处理及对照组窖池糟醅pH均呈现先下降后上升的变化趋势,且二者最终pH差异不显著(P>0.05),一定程度上反映Z9Y-91对糟醅中有机酸的生成影响较小。
由图2C和图2D可知,对照组窖池糟醅中的淀粉含量下降2.57%,还原糖含量下降1.98%;而处理组窖池的淀粉下降3.67%,还原糖含量下降3.40%,最终淀粉含量仅7.57%,还原糖含量仅有0.63%,均显著低于对照组(P<0.05),表明菌株Z9Y-91可明显提高复糟发酵过程中淀粉及还原糖的转化率。另外,发酵过程中淀粉含量的下降主要是在中后期,而还原糖在整个发酵周期持续下降,表明复糟酒的发酵过程与粮糟酒的发酵不同。粮糟酒是典型的一边糖化一边发酵,还原糖的含量呈波动变化趋势;而复糟酒发酵过程中,还原糖及淀粉的含量均处于酵母可利用发酵的极低水平,酵母菌首先充分利用糟醅中残留的还原糖生长发酵,然后再利用淀粉,且淀粉糖化形成的糖能够快速被酵母利用并转化为乙醇,不会积累在糟醅中[18]。显然,这也在一定程度上促进了反应向生成乙醇的方向进行,进而提高了原料利用率及乙醇产量。
糟醅物理特性对浓香型白酒续糟发酵有重要影响[19],尽管复糟发酵糟醅不会进入下一轮次发酵,但通过分析糟醅物理特性变化,可以初步评估该酵母用于粮糟酒发酵的可行性。由图2E和图2F可知,两个实验组糟醅密度均呈现先增加后减少的趋势,且处理组糟醅密度增加幅度高于对照组,而减少幅度小于对照组,导致发酵完成后处理组糟培密度显著高于对照组(P<0.05),推测是由于处理组糟醅水分含量的波动而导致密度增加所致。同样,处理及对照组窖池糟醅黏度在发酵过程中也表现为先升高后降低的趋势,发酵开始后菌体快速增殖、淀粉等高聚碳水化合物开始初步降解,黏度升高;发酵后期这些初步降解的可利用碳源被进一步分解利用,同时菌体数量呈下降趋势,导致糟醅黏度下降。最终处理组糟醅黏度略高于对照组,可能是由于处理组微生物数量及代谢强度的增加所致。结果表明,菌株Z9Y-91强化接种对复糟发酵糟培的物理特性存在着一定程度的影响,虽然可能对复糟发酵或有限轮次粮糟发酵的影响不显著,但持续多轮次粮糟发酵是否会累积改变糟醅物理特性,从而影响糟醅通透性,尚有待进一步研究。
2.3 菌株Z9Y-91对糟醅微生物数量变化的影响
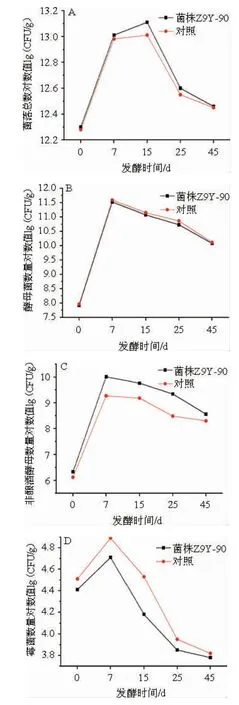
图3 发酵过程中糟醅微生物数量变化Fig.3 Changes of microbial number in fermented distiller's grain during the fermentation
由图3A和图3B可知,处理组发酵中后期的菌落总数有一定波动,但与对照组相比,窖内菌落总数变化趋于一致。同样,处理组对窖池糟醅中的酵母菌数量几乎没有影响,发酵7 d后酵母数量持续减少,但直至发酵完成(45 d)仍有大量酵母存活,表明复糟酒发酵过程中乙醇可能一直在持续生成,延长发酵时间可以提高复糟酒得率,但企业需要考虑成本与效益之间的平衡。
由图3C和图3D可知,整个发酵过程中处理组非酿酒酵母数量均显著高于对照组(P<0.05),发酵第7天时处理组非酿酒酵母数量为对照组的4倍左右,发酵25 d时甚至达到对照组的7倍,虽然两个实验组非酿酒酵母数量变化趋势均是先增加后减少,但在发酵过程中处理组非酿酒酵母数量减少趋势比对照组小,强化接种菌株Z9Y-91大大延缓窖内非酿酒酵母群体数量的减少过程[20]。另一方面,处理组糟醅中霉菌数量明显低于对照,但发酵结束时,二者差距缩小,体现出非酿酒酵母生长对霉菌生长的抑制作用,且非酿酒酵母的生长越旺盛,对霉菌生长的抑制也越明显,这也表明菌株Z9Y-91的接种量并不是越大越好,过大的接种量可能对窖内霉菌生态产生严重影响。本试验条件下处理组对窖内霉菌生长的影响随着发酵结束而结束,该结果可为今后的续糟发酵试验提供一定参考。
2.4 菌株Z9Y-91对复糟酒风味物质形成的影响
2.4.1 复糟酒风味物质检测结果
通过GC-MS对复糟酒挥发性风味物质进行测定,其香气成分总离子流色谱图见图4,各香气成分含量见表1。
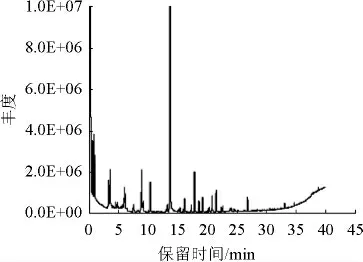
图4 处理组成品酒挥发性风味物质GC-MS分析总离子流色谱图Fig.4 Total ion chromatography of volatile flavor substances of Baijiu in treatment groups analyzed by GC-MS
由表1可知,GC-MS从处理组成品酒中检出33种主要挥发性风味化合物,主要包括醇类8种、酯类17种、酸类3种以及其他化合物5种。酯类化合物对白酒主体风格具有重要的影响,占总含量的82.29%,其中尤以乙酯类成分含量最高,如己酸乙酯(62.39%)、丁酸乙酯(6.53%)、戊酸乙酯(3.83%)和辛酸乙酯(1.11%)等。醇类化合物是白酒中醇甜和助香的重要成分,也是酯类化合物的前驱物质,占总量的10.06%,其中含量较高的有正丁醇(3.68%)、仲戊醇(1.41%)、正丙醇(1.28%)、异戊醇(1.04%)、仲丁醇(0.91%)以及正己醇(0.89%)等,这些高级醇可以赋予白酒特殊的香气,使酒体丰满柔和、圆润醇厚。总体来说,复糟酒的挥发性风味物质的种类和数量均远低于粮糟酒。
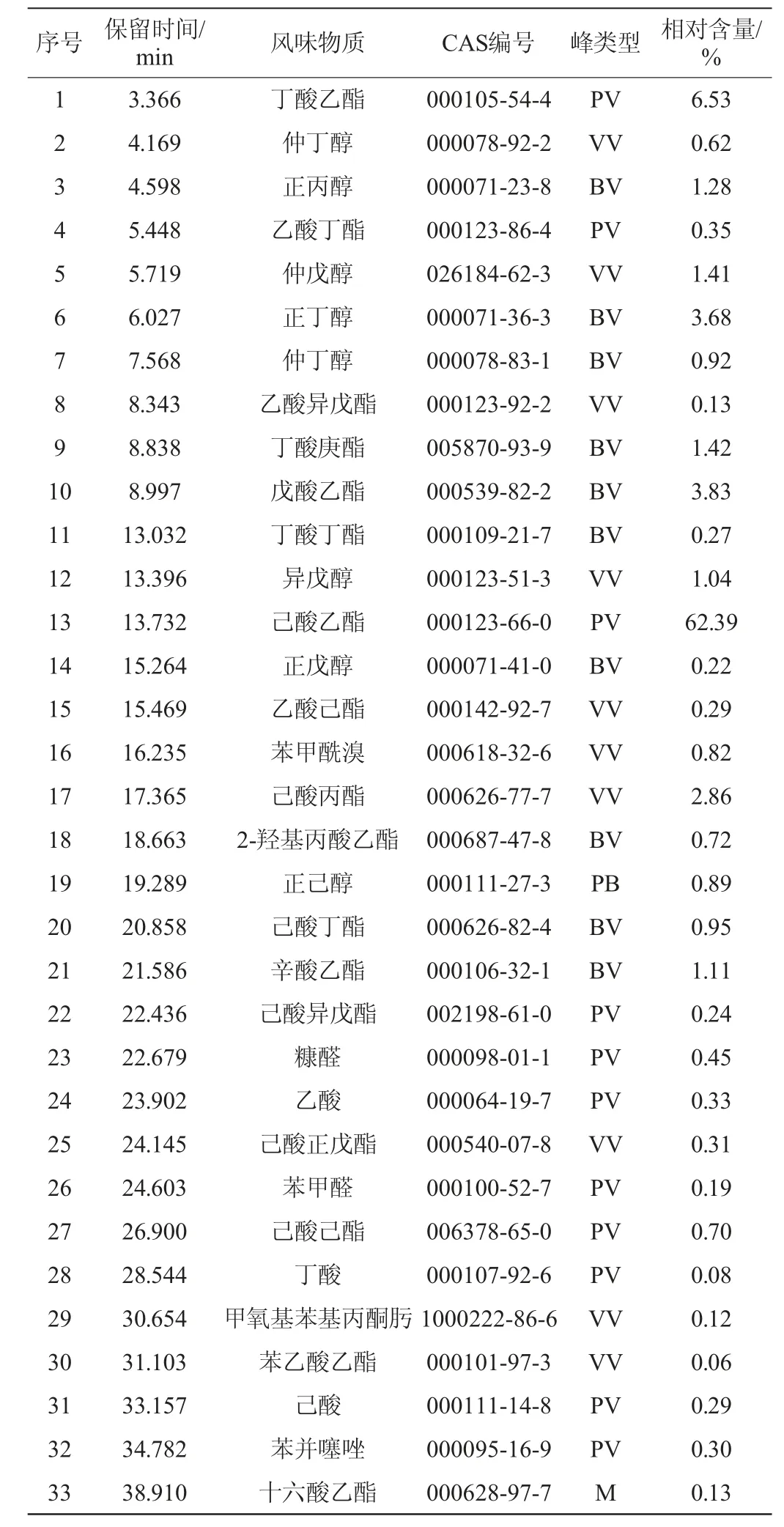
表1 处理组成品酒各香气成分含量GC-MS分析结果Table 1 Results of aroma components contents of Baijiu in treatment groups analyzed by GC-MS
2.4.2 菌株Z9Y-91对复糟酒主要酯类物质的影响
由图5可知,处理组成品酒中主体酯类物质如己酸乙酯、戊酸乙酯、乙酸乙酯含量分别为2.92 g/L、0.15 g/L、1.98 g/L,与对照组相比虽然没有显著性差异(P>0.05),均有不同程度增加;而如乳酸乙酯、乙酸丙酯、苯甲酸乙酯等酯类含量相比对照组显著下降(P<0.05),在一定程度上改善了酒体中各种酯类成分的含量和比例,符合浓香型白酒“増己降乳”趋势,从而提高复糟酒的酒质[21]。值得注意的是,处理组乙酸异戊酯含量为0.84 g/L,相比对照组显著增加了3倍多(P<0.05),且检测出了对照组中未发现的己酸异戊酯,含量达0.77 mg/100 mL,前人研究表明[22],非酿酒酵母强化发酵可显著提高这类酯在发酵酒尤其是果酒中的含量。一般来说,这2种酯类呈现明显花果香气特征,常用于食用果香型香精香料的调配,可使复糟酒风味更加突出、协调、有层次感[23]。
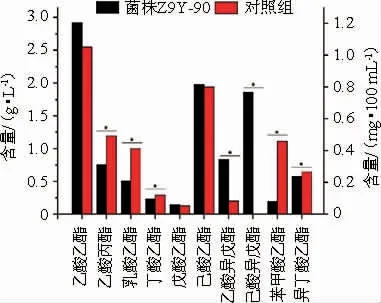
图5 成品酒中主体酯类物质的种类及含量Fig.5 Types and contents of main esters in Baijiu
2.4.3 菌株Z9Y-91对复糟酒主要醇类的影响
由图6可知,在醇类物质方面,首先处理组成品酒中甲醇生成量为0.08 g/L,几乎只有对照组甲醇含量的一半,添加菌株Z9Y-91强化发酵显著降低了处理组成品酒中的甲醇含量(P<0.05);另外,除异丁醇、异戊醇含量低于对照组外,处理组其余检出醇类物质含量均显著高于对照组(P<0.05),特别是具有典型玫瑰花香的β-苯乙醇含量是对照组的3倍,达到0.33 mg/100 mL,可显著增强酒体的层次感[24]。
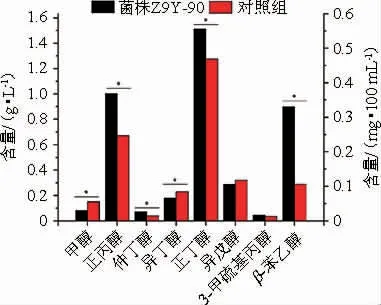
图6 成品酒中主要醇类物质的种类及含量Fig.6 Types and contents of main alcohols in Baijiu
2.5 菌株Z9Y-91对复糟酒出酒率及酒质的影响
由表2可知,发酵结束时,处理组糟醅中酒精度可达1.39%vol,比对照组高19.83%(P<0.05),在发酵过程监测中也发现,处理组窖池糟醅中的乙醇含量在整个发酵阶段中均高于对照组,有研究表明[25],非酿酒酵母与酿酒酵母混合发酵能显著提高乙醇产量。同时,两个实验组糟醅乙醇含量均在发酵7 d后快速增加,发酵15 d后保持稳定,发酵25 d后又开始快速上升,直至发酵结束,说明整个发酵过程中存在两个乙醇的主要生成时期,一是发酵中前期,二是发酵后期,再次验证了延长发酵时间可以提高复糟酒产量的可能性。
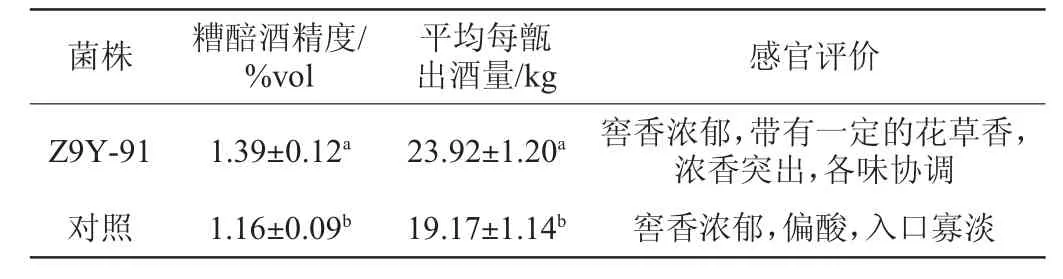
表2 发酵完成后糟醅中酒精度、出酒量及感官评价Table 2 Ethanol content,liquor yield and sensory evaluation of fermented distiller's grain after the fermentation
蒸酒后统计产量发现,处理组窖池平均每甑产酒23.92 kg,显著高于对照组的19.17 kg(P<0.05),产量提高近25%;另外,经技术人员品评后,处理组所得酒液具有明显的植物花草香,入口更加协调,酒体层次感多样,香气更加优雅,与GC-MS检测结果基本保持一致。
3 结论
功能酵母菌应用于生产从而提升浓香型白酒的产量和品质一直是白酒企业采取的有效手段之一。然而,浓香型白酒是自然接种、多菌种混合固态发酵,生产上采用续糟工艺,这种特殊的生产工艺可能会使人工强化接种持续性的对生产带来不可预知的影响。本研究在前期研究的基础上,将长孢洛德酵母(Lodderomyces elongisporus)Z9Y-91入窖发酵用于复糟酒生产,结果表明,强化接种菌株Z9Y-91可增强糟醅中微生物区系的代谢强度,提高淀粉利用率,出酒率明显提高;同时能够改善酒体中主要酯类和醇类含量和比例,降低甲醇含量,提高复糟酒品质。另一方面,强化接种Z9Y-91可对糟醅物理特性及微生物群落产生一定影响,可能对粮糟酒生产过程中多轮次续糟发酵生产带来累积影响。总之,菌株Z9Y-91在复糟酒生产应用中展现了一定的应用前景。
猜你喜欢
酿酒科技(2022年5期)2022-11-09
酿酒科技(2022年8期)2022-08-20
酿酒科技(2021年8期)2021-12-06
军事文摘·科学少年(2021年1期)2021-02-04
酿酒科技(2020年7期)2020-12-19
中国油脂(2020年11期)2020-11-13
山东工业技术(2018年16期)2018-09-26
江苏农业科学(2016年10期)2017-02-05
故事作文·低年级(2016年7期)2016-05-14
药学研究(2015年11期)2015-12-19
