
阻燃黏胶纤维纺纱工艺与纱线性能分析
2020-09-15 01:04:54张喜昌张海霞
河南工程学院学报(自然科学版) 2020年3期
张喜昌,张海霞
(河南工程学院 纺织学院,河南 郑州 451191)
随着人们安全防护意识的增强,阻燃纺织品的应用领域逐渐由专用防护服向行业工作服甚至日常生活用服装渗透,这就要求阻燃纺织品不仅要具有阻燃防护性能,还要具有良好的舒适性、透气性、吸湿性和染色性能等[1-2]。目前,国内外对阻燃纺织品的要求更加严格,制定了相应的标准与法规[3-5]。本研究以阻燃黏胶纤维为原料,设计生产了18.45 tex阻燃黏胶纤维纱线,同时选用市场上较为常见的18.45 tex普通黏胶纱线作为对比样,测试分析了纱线的条干均匀度、粗节、细节、毛羽、拉伸性能、耐磨性能和阻燃性能,以期为阻燃黏胶纱线及其织物的开发提供参考。
1 纺纱工艺与实验方法
1.1 纺纱工艺流程
选用的阻燃黏胶纤维和普通黏胶纤维长度为38 mm,线密度为1.67 dtex,阻燃黏胶纤维的极限氧指数LOI值大于28%,普通黏胶纤维的极限氧指数LOI值为17%。18.45 tex阻燃黏胶纱线的纺纱工艺流程如下:
A002A型自动抓棉机→A006C型自动混棉机→A036C型豪猪开棉机→A092A型双棉箱给棉机→A076C型单打手成卷机→FA201型梳棉机→FA305型并条机(二道)→FA425型粗纱机→FA506型细纱机。
1.2 纺纱工艺措施
1.2.1开清棉工序
在开清棉工序,由于阻燃黏胶纤维较细、较长,为减少纤维的损伤和扭结,在工艺设计时采用“大隔距、低速少打”的原则。豪猪开棉机的打手速度设计为475 r/min,综合打手速度为860 r/min,综合打手至天平罗拉的隔距放大至10 mm。由于黏胶纤维的吸湿性好、原料紧密,抓棉打手的间隙下降动程要偏小。
1.2.2梳棉工序
梳棉工序采用“重定量、低速度”的工艺原则。由于黏胶纤维的抱合力较差,生条定量宜偏大,设计为18.5 g/5 m,锡林转速为300 r/min,刺辊转速为670 r/min,道夫转速为21 r/min,盖板速度为88 mm/min,锡林与盖板的五点隔距为0.27 mm×0.24 mm×0.24 mm×0.24 mm×0.27 mm,以减少黏胶纤维的损伤和棉结的产生。
1.2.3并条工序
并条工序应体现“低速度、大隔距”的工艺原则。并条机隔距设计为11 mm×15 mm,前罗拉输出速度为130 m/min,熟条定量为18.5 g/5 m,头道并条后区牵伸倍数取1.75,末道并条后区牵伸倍数取1.35,以降低须条的条干不匀率。
1.2.4粗纱工序
粗纱工序采用“低速度、重加压、大隔距”的工艺原则,锭翼转速设计为760 r/min,粗纱定量为4.6 g/10 m,捻系数为75,后区牵伸倍数为1.22。
1.2.5细纱工序
细纱工序采用“低速度、小后区牵伸倍数、大隔距”的工艺原则。为减少断头,锭子速度宜采用低速,生产时设计为12 580 r/min,罗拉中心距为42.5 mm×70 mm,细纱的捻系数为318,后区牵伸倍数为1.21。
1.3 实验方法与条件
以纺制得到的18.45 tex阻燃黏胶纱线为试样,同时选用相同线密度的普通黏胶纱线作为对比样进行测试分析,实验方法和条件如下:
(1)条干均匀度。采用YG135E型条干均匀度仪测试,测试速度为400 m/min,测试时间为1 min,细节-50%,粗节+50%,棉结+200%。
(2)毛羽。采用YG171L型毛羽测试仪测试,测试长度为10 m,测试速度为30 m/min,预加张力按0.5 cN/tex计算。
(3)拉伸性能。纱线强伸性能采用YG061型电子单纱强力仪测试,夹持长度为500 mm,拉伸速度为500 mm/min,试样预加张力按0.5 cN/tex计算。纱线弹性采用PC/YG061F型电子单纱强力机测试,夹持长度为500 mm,拉伸速度为50 mm/min,定伸长为5%(即伸长量为25 mm),拉伸停置时间为60 s,回复停置时间为30 s,反复拉伸2次,试样预加张力按0.5 cN/tex计算。
(4)耐磨性能。采用LFY-109B型电脑纱线耐磨仪和TK-C721EG型生物显微镜测试,砂纸型号为400号,张力重锤质量为5 g和20 g,磨辊往复速度为60次/min,摩擦长度为55 mm,放大倍数为100。
(5)阻燃性能。采用LLY-07A型织物阻燃性能测试仪测试,纱线长度为10 cm,火焰高度为1 cm,点燃时间为0.5 s 左右。
2 结果与分析
2.1 纱线的条干均匀度
分别测试2种纱线的条干均匀度、纱疵等性能指标,测试结果见表1。
由表1可知,阻燃黏胶纱线的条干不匀率较高,有粗细节和棉结且数量较多,而普通黏胶纱线的条干不匀率较低,粗细节和棉结的数量为0。原因主要是阻燃黏胶纤维的吸湿性较常规黏胶纤维差,质量比电阻高,容易产生静电。因此,在纺纱时要合理设置阻燃黏胶纤维的工艺参数,在加工前需要通过添加油剂来提升纤维的可纺性。

表1 纱线条干不匀率和纱疵测试结果Tab.1 Test results of yarn unevenness and faults

图1 毛羽长度与毛羽指数的关系Fig.1 Relationship between the hairiness length and hairiness index
2.2 纱线毛羽
分别测试阻燃黏胶纱线和普通黏胶纱线的毛羽指数,毛羽长度与毛羽指数的关系如图1所示。
由图1可知,阻燃黏胶纱线的毛羽指数比普通黏胶纱线略大,尤其是毛羽长度在3 mm以下时增幅明显。
2.3 纱线的拉伸性能
2.3.1强伸性能
分别测试阻燃黏胶纱线和普通黏胶纱线的断裂强力、断裂强度、断裂伸长率和断裂功,结果见表2。

表2 纱线强伸性能测试结果Tab.2 Test results of yarn strength & elongation
由表2可以看出,阻燃黏胶纱线的断裂强度、断裂伸长率和断裂功都比普通黏胶纱线小,这是因为阻燃剂中加入黏胶纤维后,纤维的强度及伸长会有所降低。由于纱线的强度低,在织造时容易发生断头,导致织造不能顺利进行、织物疵点较多,所以在织造时应注意工艺参数的合理选择,避免纱线的强度过低而造成生产效率偏低。
2.3.2弹性
阻燃黏胶纱线和普通黏胶纱线的弹性测试结果如表3所示。

表3 纱线弹性测试结果Tab.3 Test results of yarn elasticity
由表3可知,阻燃黏胶纱线的塑性变形率比普通黏胶纱线稍大,弹性回复率和应力松弛率比普通黏胶纱线稍小,说明阻燃黏胶纱线的弹性比普通黏胶纱线略差。因为纱线的弹性差,织物手感比较硬,尺寸稳定性不好,容易起褶皱而影响服用性能,所以在纺纱时可以考虑和其他纤维混纺以提升纱线的弹性,在织造时可以考虑与其他弹性较好的纱线进行交织来提升织物的拉伸性能。
2.4 纱线的耐磨性能
阻燃黏胶纱线和普通黏胶纱线在不同张力重锤下的耐磨性能测试结果如表4所示。
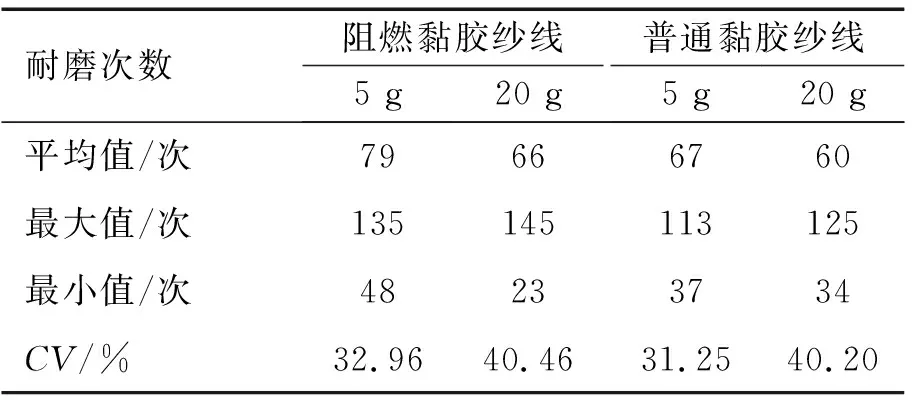
表4 纱线耐磨性测试结果Tab.4 Test results of yarn wear-resistance property
由表4可知:在同一张力重锤下,阻燃黏胶纱线的耐磨次数比普通黏胶纱线大,说明阻燃黏胶纱线的耐磨性能比普通黏胶纱线好;在不同张力重锤下,张力重锤为20 g时纱线的耐磨次数比张力重锤为5 g时小,故张力重锤越重,纱线的耐磨次数越小。
对普通黏胶纱线和阻燃黏胶纱线磨损一定次数后的表面形态用生物显微镜进行观察,普通黏胶纱线、阻燃黏胶纱线摩擦前后的表面形态分别如图2和图3所示。

图2 普通黏胶纱线摩擦前后的表面形态Fig.2 Surface morphology of ordinary viscose yarns rubbed both before and after
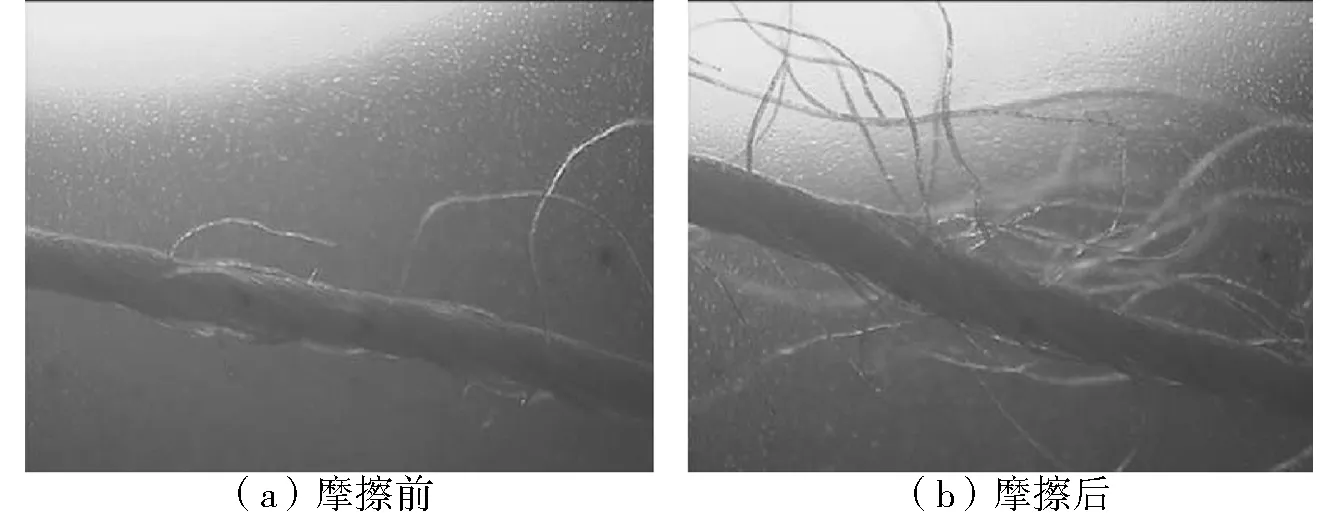
图3 阻燃黏胶纱线摩擦前后的表面形态Fig.3 Surface morphology of flame-retardant viscose yarns rubbed both before and after
从图2和图3可以看出:摩擦前,普通黏胶纱线和阻燃黏胶纱线结构较紧密,表面有毛羽但不是特别多,毛羽长度较短;摩擦30次后,纱线结构变得疏松,表面毛羽增多、变长且比较凌乱。
2.5 纱线的阻燃性能
阻燃黏胶纱线和普通黏胶纱线的阻燃性能测试结果如表5所示。
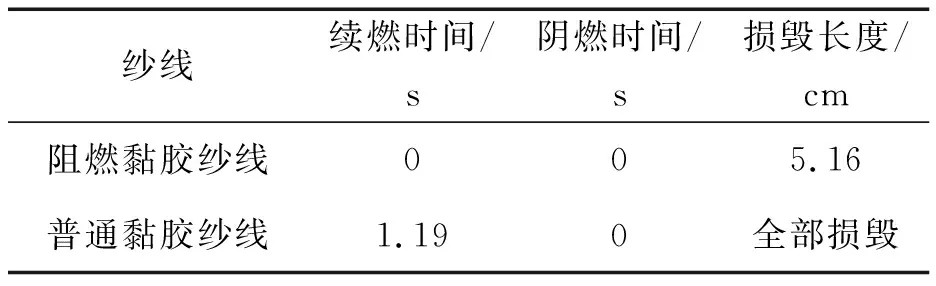
表5 纱线阻燃性能测试结果Tab.5 Test results of yarn flame-retardant property
由表5可知:阻燃黏胶纱线没有续燃时间和阴燃时间,其损毁长度为5.16 cm;普通黏胶纱线没有阴燃时间,续燃时间为1.19 s且全部损毁。这是因为阻燃剂的加入大大提升了阻燃黏胶纤维的阻燃效果,使阻燃黏胶纱线具有较好的阻燃性能。
3 结论
(1)阻燃黏胶纱线的条干均匀度、粗细节和棉结比普通黏胶纱线差,毛羽数量比普通黏胶纱线略多。在纺纱过程中要合理设置工艺参数,宜采用低速、大隔距、小后区牵伸倍数的纺纱工艺。
(2)阻燃黏胶纱线的断裂强度、断裂伸长率和断裂功比普通黏胶纱线小,强伸性能较差,塑性变形率比普通黏胶纱线略大,弹性回复率和应力松弛率比普通黏胶纱线略小,即弹性略差。
(3)阻燃黏胶纱线的耐磨次数比普通黏胶纱线大,在摩擦一定次数后,阻燃黏胶纱线和普通黏胶纱线结构变得疏松,表面毛羽增多、变长且比较凌乱,阻燃黏胶纱线耐磨性比普通黏胶纱线略好。
(4)阻燃黏胶纱线与普通黏胶纱线相比,其阻燃性能优势明显,可用来开发阻燃织物。
猜你喜欢
国际纺织导报(2021年1期)2021-04-20 00:24:00
纺织器材(2020年5期)2020-12-21 04:05:10
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25 02:27:04
纺织科技进展(2019年4期)2019-04-30 06:31:06
棉纺织技术(2019年4期)2019-04-10 09:21:58
第一财经(2017年29期)2017-08-10 22:49:15
化纤与纺织技术(2015年3期)2015-12-26 03:33:47
化纤与纺织技术(2015年3期)2015-12-26 03:33:46
化纤与纺织技术(2015年1期)2015-12-26 03:33:40
山东纺织科技(2014年2期)2014-12-03 05:48:18
