
松下焊接机器人在组合件中的应用
2020-09-10 07:22:44缪辉王福林钟俊林
电焊机 2020年10期
缪辉 王福林 钟俊林





摘要:以松下焊接机器人焊接组合件为例,对试件结构特点进行分析,围绕松下焊接机器人在小型组合件中遇到的咬边、脱节、未熔合、焊角尺寸偏差大及焊瘤等焊接缺陷,制定了焊接工艺参数、焊接顺序、编程方法及操作技能等措施。通过措施的制定和实施,保证了焊后对外观质量以及内部质量检测综合评分结果都能在85分以上。
关键词:焊接机器人;焊接缺陷;编程
中图分类号:TG456 文献标志码:B 文章编号:1001-2303(2020)10-0092-05
DOI:10.7512/j.issn.1001-2303.2020.10.19
0 前言
21世纪工业制造开始高速发展,自动化焊接技术的应用对我国焊接行业的发展有着巨大的推动作用。我国是制造业大国,现代化高技能人才缺口较大,据近几年的调查,随着生活水平的提高,年轻一代愿投身到一线工作的较少,即使企业高薪聘请青年焊工也出现难招现象,工作几年后,最终能留下的焊工更少[1-3]。在涉及焊接的领域,焊接机器人设备降低了企业成本,焊缝成形与效率明显提升,劳动强度更低,新的岗位——焊接机器人操作师受到年轻一代的追捧,有效缓解了招工难的问题。
企业为推动产品质量的进步,更需要高水准的焊接机器人操作师,其中,竞赛平台可实现这类技术工的快速成长,所以现代化的企业会同焊接协会以及其他组织机构定期举行比赛,而比赛试题通常选取小型组合件容器进行焊接,目的在于考核焊接操作师的焊接经验与操作机器人的示教能力[4]。文中以中车集团公司第二届职业技能大赛焊接机器人项目试题为例,提出焊接机器人在小型组合件中遇到的问题的解决方法,为今后解决此类问题提供参考。
1 组合件结构及焊接性分析
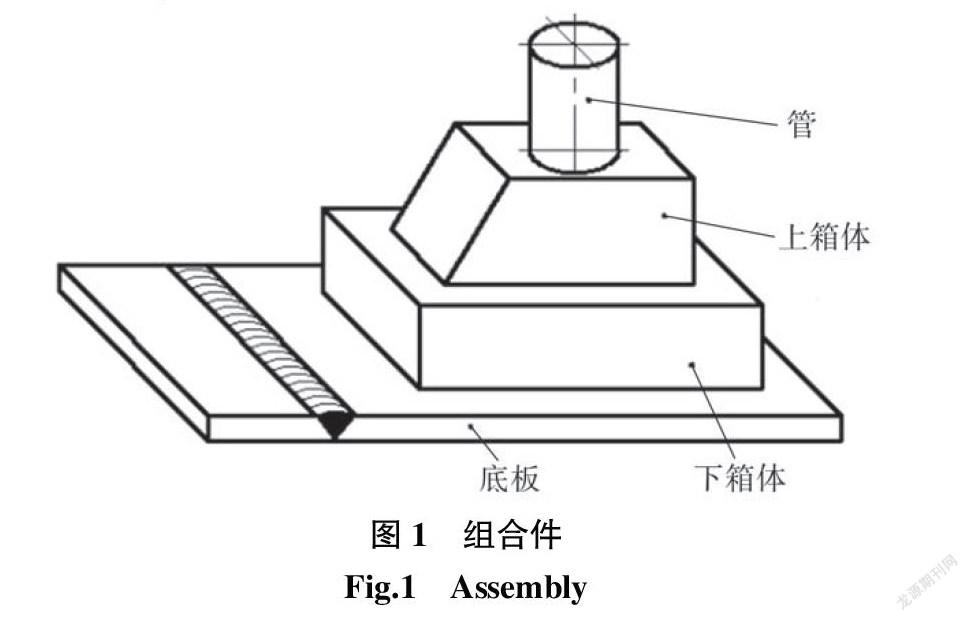
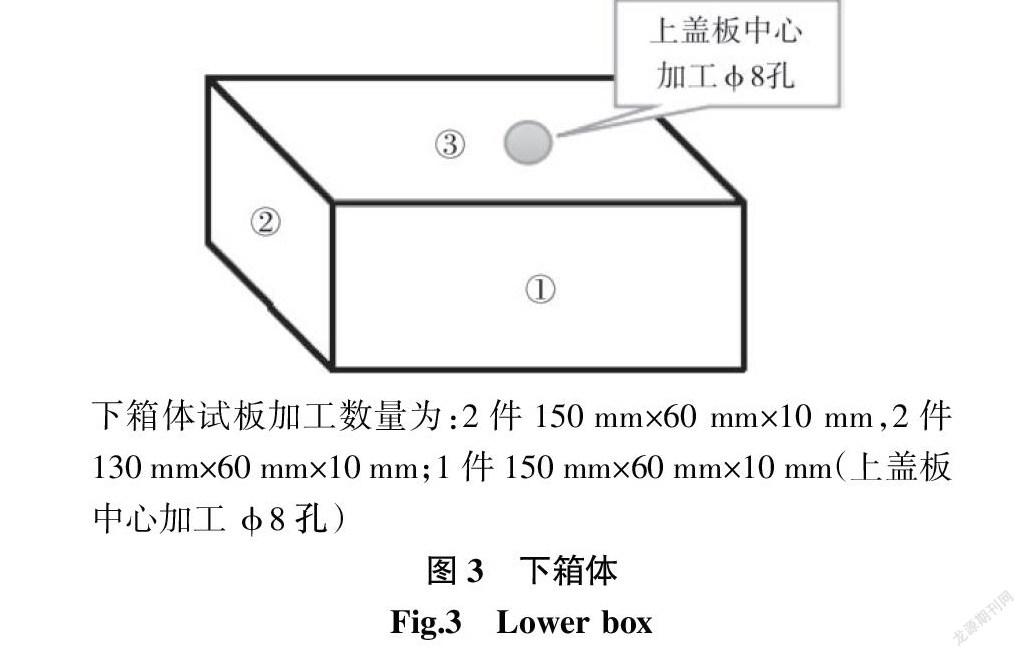
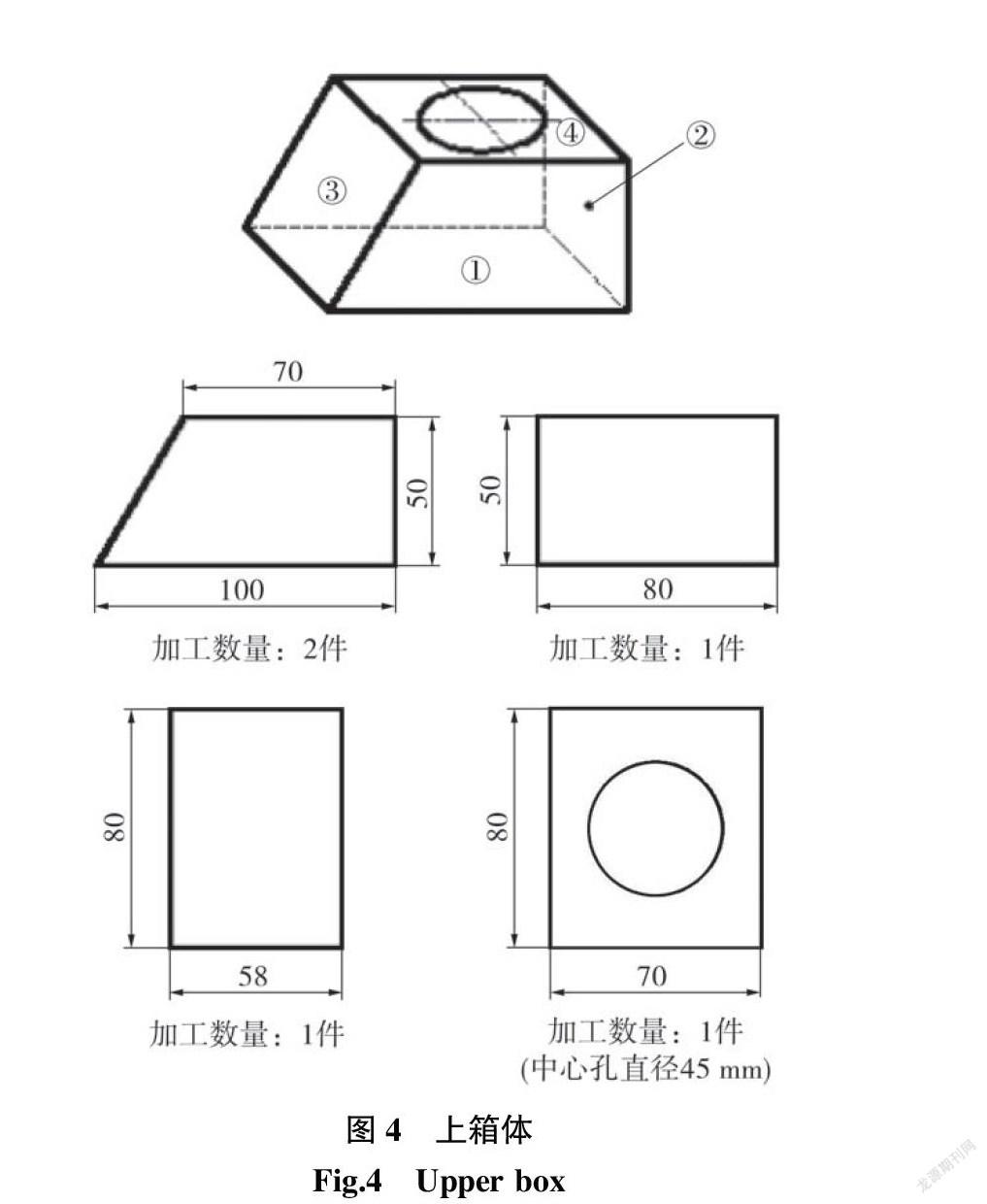
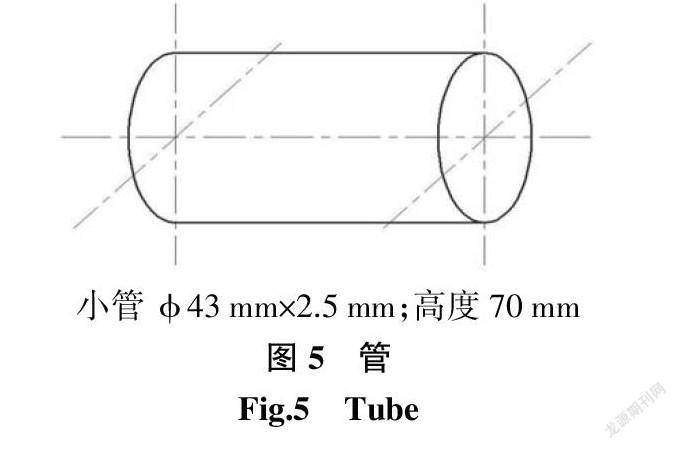
(1)组合件结构分析。组合件如图1所示,主要由4部分组成,从下向上依次为底板对接(见图2)、下箱体(见图3)、上箱体(见图4)、管(见图5)组成。其结构特点有:
①组合件尺寸偏小,焊缝紧密,焊缝之间相互交叉,焊接变形较大,影响焊接程序的焊接再现性。
②为考查焊接机器人操作师的能力,工件定位夹紧后不准移动位置,结构中形成平对接焊缝、平角焊缝、立角焊缝、角接焊缝和管板插入式焊缝等较多的焊缝接头形式,且不同焊接位置交叉接头易产生焊接缺陷。
③由于比赛时间的限定,组合件示教编程后必须连续焊接。连续焊接势必造成箱体温度越来越高,易产生焊缝咬边;环焊缝要求整圈焊完,不准许在拐角处接头,转角焊缝焊接易出现未熔合、脱节、焊角偏大或偏小情况[5];立焊缝易出现焊瘤或不饱满;管板插入式焊缝存在平均1.5 mm间隙,容易焊穿管或板;对接焊缝根部产生焊不透或焊瘤等焊接缺陷。
④箱体角接焊缝与平角焊缝按评分标准要求,合并评分焊缝角高、焊缝角差、咬边及焊缝成形等。增大焊接程序编写难度,特别是在厚板角接焊缝的位置,因焊接顺序较后,箱体温度较高,整圈焊后焊角在8~9 mm的范围困难,受焊接机器人TCP与焊接工艺参数因素较大,容易产生咬边、烧边、焊角偏差大等焊接缺陷,组合件焊后考评标准为焊缝外观考评和水压检测两部分组成,焊缝评分标准如图6~图8所示。
(2)焊接性分析。组合件采用Q235普通碳素结构钢材料,根据碳当量计算公式Ceq≤0.22%,淬硬倾向非常小,室温焊接时不易产生冷裂纹,焊接性较好[6]。
2 焊接工艺
(1)焊接设备:松下6轴关节工业机器人TM1400,全数字焊接电源YD-350GS4焊机。
(2)焊接材料根据等强度原则,焊丝选用ER50-6 φ1.2,保护气体为φ(Ar)80%+φ(CO2)20%混合气体。
(3)焊接机器人TCP要求。为保证组合件小圆弧与示教点轨迹精确焊接,TCP的准确性起到关键作用。验证焊接机器人TCP的方法,通常采用焊丝干伸长伸出15 mm的位置,要求六轴旋转一周范围内,偏离点距离原始点的位置误差控制在1.5 mm以内。
(4)焊接顺序。从整体结构性考虑,焊接顺序为:底板对接焊缝→管板焊缝→上箱体→下箱体。箱体结构焊接时先焊立角焊缝再焊环焊缝。这样可降低箱体焊接变形,避免后续编程点位置的偏移以及更好地熔合立角焊缝的起收弧焊接接头。
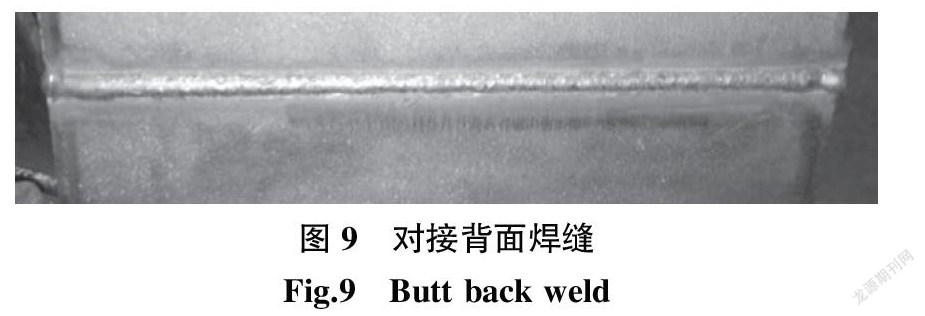
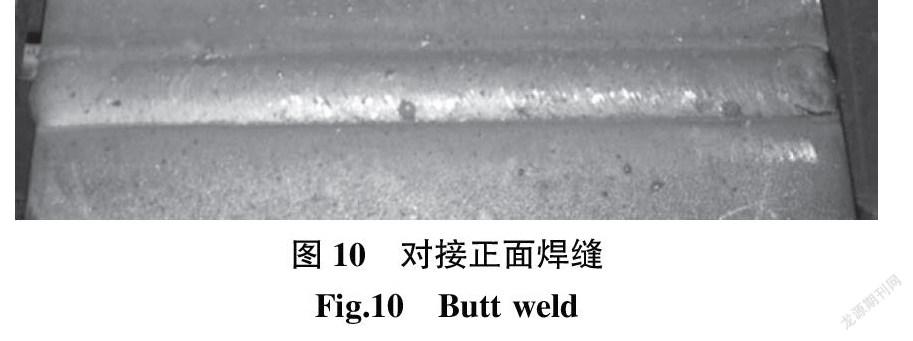
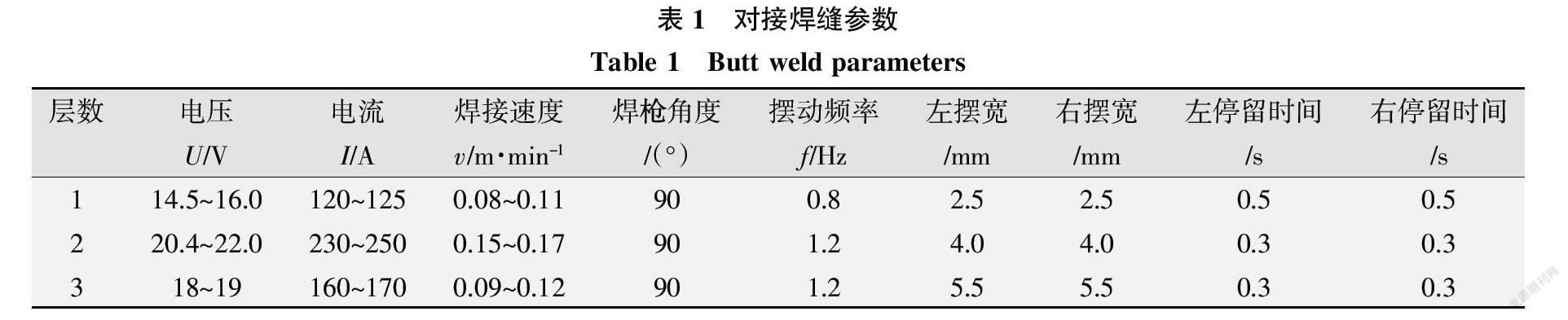
(5)对接焊缝的控制。为保证对接焊缝实现单面焊双面成形,组装时预留2~3 mm的间隙,使焊接电弧能到达根部。打底使用小电流焊接,层数为三层三道,焊接参数如表1所示;焊后打底背面成形如图9所示;正面焊缝成形如图10所示。
(6)箱體工件的组装。各尺寸要求精准,板与板之间棱角装配误差控制在±0.3 mm之间,工件定位焊采用氩弧焊点固,长度10~15 mm,定位焊位置尽量点固箱体内侧,以避免箱体外观焊缝尺寸超差问题。
(7)箱体焊接工艺。
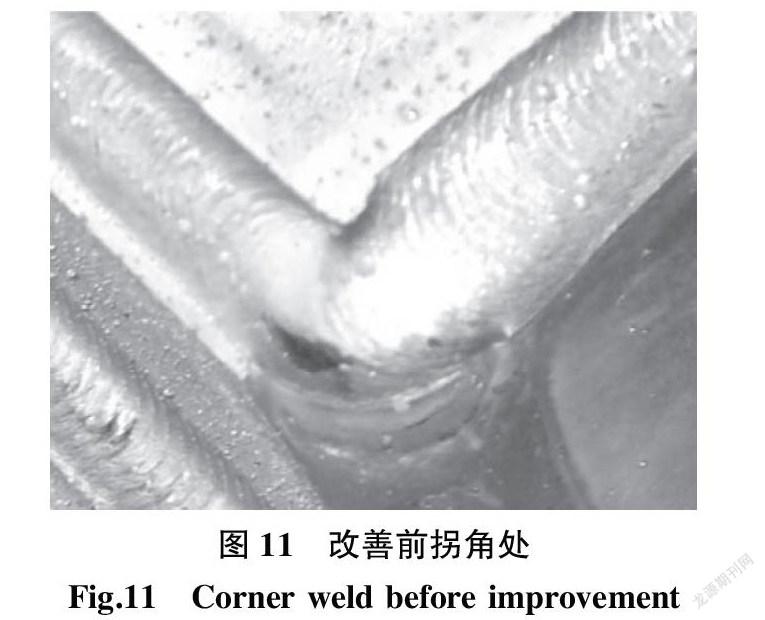
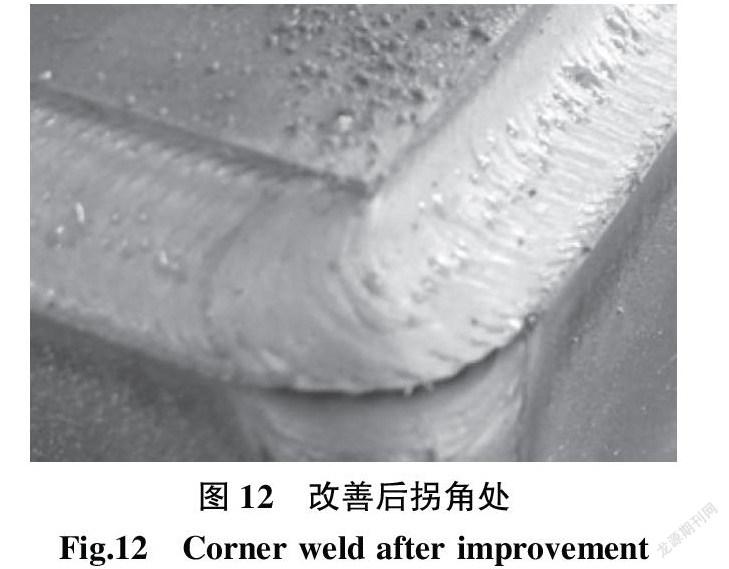
①上箱体所有焊缝采用单道直线运条焊接,下箱体平角焊位置采用单道简单摆动焊接,立角焊采用两层两道焊接,盖面进行摆动运条。为保障箱体拐角不出现咬边缺陷和余高过大,通常每个拐角处附近添加3个焊接点的方式过渡拐角时焊枪姿态变化,以确保焊枪能缓慢顺畅过渡,避免TCP偏差增大,点位偏移。在拐角处焊接参数试验中,前期已制定出两套方案,一是拐角处焊接参数与直焊缝焊接参数一致,焊缝拐角出现烧边现象(见图11);二是拐角处焊接电流比直焊缝焊接电流低10%~20%。焊接参数的降低是为了避免在拐角处出现焊脚余高大和咬边的现象(见图12)。
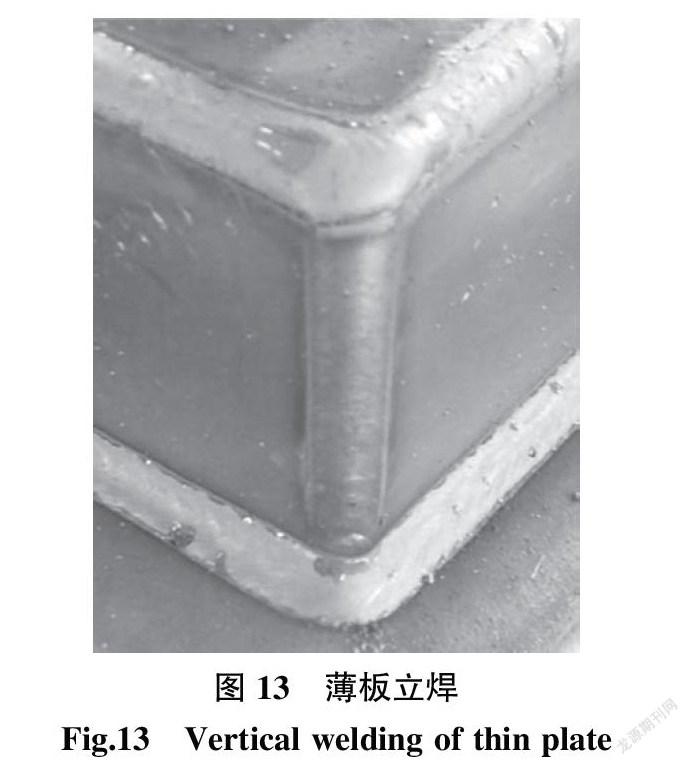
②箱体立角焊缝的焊接。薄板焊接方向采用立向下方式,小电流、快速焊,焊缝成形如图13所示;厚板立焊分成两层,打底为立向下焊接,小电流、快速焊,盖面为立向上焊接,小电流、慢速焊,焊缝成形如图14所示。这种焊接方向可避免薄板立角焊缝余高过高,厚板立焊缝内凹填不满的问题。
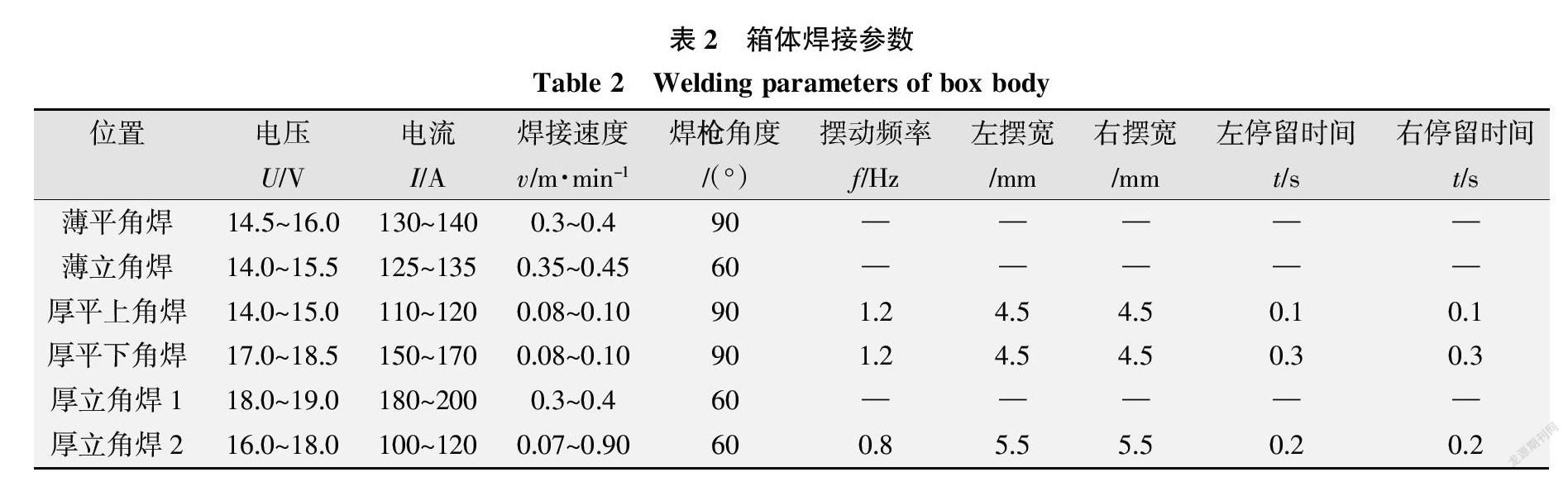
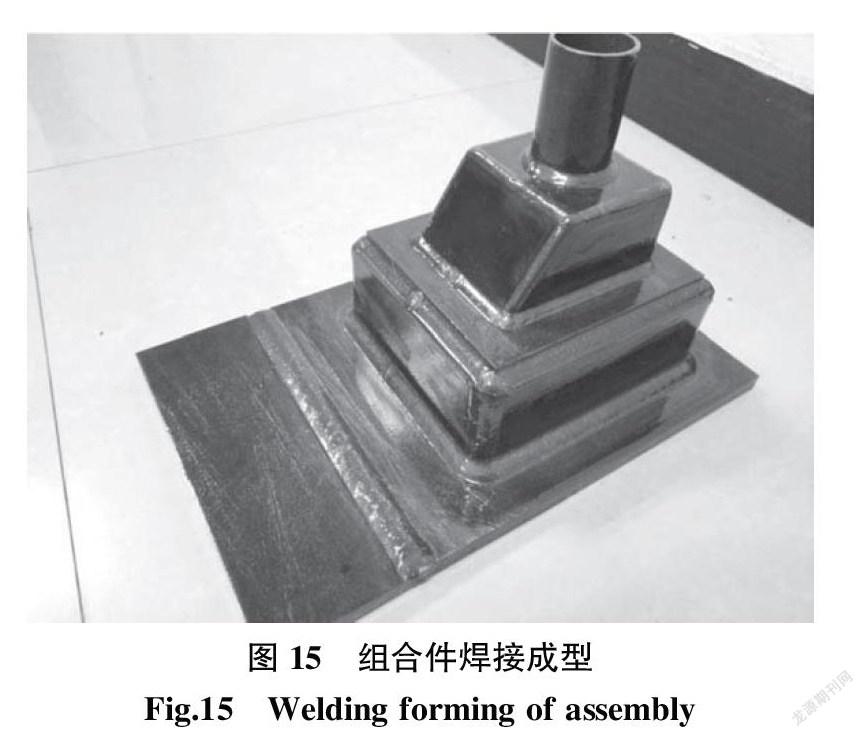
(8)为控制箱体焊缝整体质量及温度,工艺参数尽量选用小电流、低电压的方式焊接,可避免焊缝咬边、焊瘤或不饱满等问题。箱体焊接试验参数如表2所示;组合件焊后效果如图15所示。
3 焊后检测
依据试题外观评分表进行检测,上箱体焊脚尺寸为4~5 mm,下箱体焊脚尺寸为8~9 mm,箱体水压试验压力值达到0.25 MPa以上,并保持压力20 min以上,组合件未出现水压泄露现象,综合评分成绩高于85分,属于Ⅰ类成绩。
4 结论
采用松下焊接机器人TM1400+350GS4电源,通过控制焊接机器人TCP的误差,采用合理的焊接顺序、焊接工艺参数及正确的编程操作,解决了组合件小圆弧焊缝成形、焊缝焊穿、咬边、拐角焊缝脱节、焊角偏差大等焊接缺陷,使试件综合评分成绩在85分以上,达到Ⅰ类成绩。
参考文献:
[1] 万延臣,王蕾. 自动焊接在机械焊接中的应用[J]. 中国科 技博览,2019(4):243.
[2] 谭一烱,周方明,王江超,等. 焊接机器人技术现状及发 展趋势[J]. 电焊机,2006,36(3):6-10.
[3] 中华人民共和国人力资源和社会保障部. 中国劳动统计 年鉴[M]. 北京:中国劳动社会保障出版社,2007-2017.
[4] 王玉松. 中国中车焊接机器人竞赛精彩纷呈[J]. 金属加 工,2018(2):2.
[5] 杨启杰,李波,肖勇,等. 中厚板T形接头拐角焊缝机器 人焊接工艺的研究[J]. 金属加工,2017(12):10-13.
[6] 邱友胜,缪辉,石兵,等. AB100空铁构架主梁的IGM焊 接机械手焊接工艺[J]. 金属加工,2017(16):7-10.
猜你喜欢
少先队活动(2021年2期)2021-03-29 05:41:04
汽车维修与保养(2021年8期)2021-02-16 00:28:30
学生天地(2020年17期)2020-08-25 09:28:48
数学大王·低年级(2020年3期)2020-03-12 04:48:48
亚太教育(2016年31期)2016-12-12 08:50:27
中国科技博览(2016年10期)2016-04-29 05:22:41
机械制造文摘·焊接分册(2015年5期)2016-02-02 00:56:11
科学家(2015年12期)2016-01-20 06:37:36
科技资讯(2015年23期)2016-01-12 18:51:48
智富时代(2015年4期)2015-06-02 06:33:20
