
高酸性气田冶金复合汇管焊接制造技术
2020-09-10 07:22周鑫
电焊机 2020年11期
周鑫


摘要:天然气预处理厂用复合板制的汇管长度超长,且需要长途运输到国外,为保证整体制造质量及减少现场可能出现的问题,采用厂内整体制作、试压后分段切割、现场进行最后分段口焊接的制作方案。该汇管直径小,壁厚较厚,筒体变形率较大,根据其设计的材质Q345R(R-HIC)+S31603及结构特点,从筒体卷制、加工及焊接等方面介绍了小直径复合设备的制作工艺及焊接质量的保证措施,对同类型设备的制造具有一定的借鉴意义。
关键词:汇管;爆炸复合钢板;Q345R(R-HIC)+S31603;卷制;组对;焊接;探伤
中图分类号:TG457.1 文献标志码:B 文章编号:1001-2303(2020)11-0088-05
DOI:10.7512/j.issn.1001-2303.2020.11.16
0 前言
目前爆炸复合钢板在国内外的应用已相对成熟,其基层与覆层最低结合率不低于95%,结合界面的剪切强度不低于210 MPa[1],完全能够满足用于复合板设备制作的要求,同时考虑经济性,选用爆炸复合钢板作为汇管的母材。
由于复合板是由两种不同的材料组成,所以在不锈钢生产中避免部分渗碳和铁离子污染非常重要;同时,由于两种材料的不同,其制造难度比单层不锈钢或碳钢更大[2]。
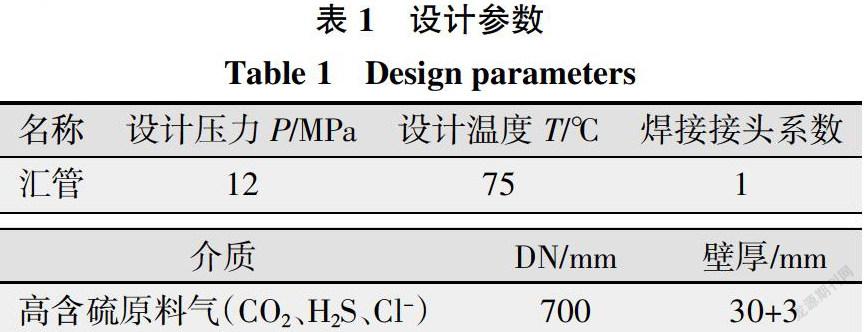
1 设备主要设计参数
汇管为卧式结构,主体材质为Q345R(R-HIC)+S31603,壁厚30+3 mm,长25 681 mm,主要设计参数如表1所示。
2 不锈钢复合板的焊接性分析和焊接工艺要求
(1)基层材料焊接性分析。
Q345R(R-HIC)的化学成分和力学性能分别如表2、表3所示。
钢的焊接性与其化学成分关系很大,其中影响最大的是含碳量。因此,通常用碳当量来评价钢材的可焊性:
一般认为Ceq<0.45%的钢材可焊性较好,0.393的碳当量说明Q345R(R-HIC)焊接性一般。
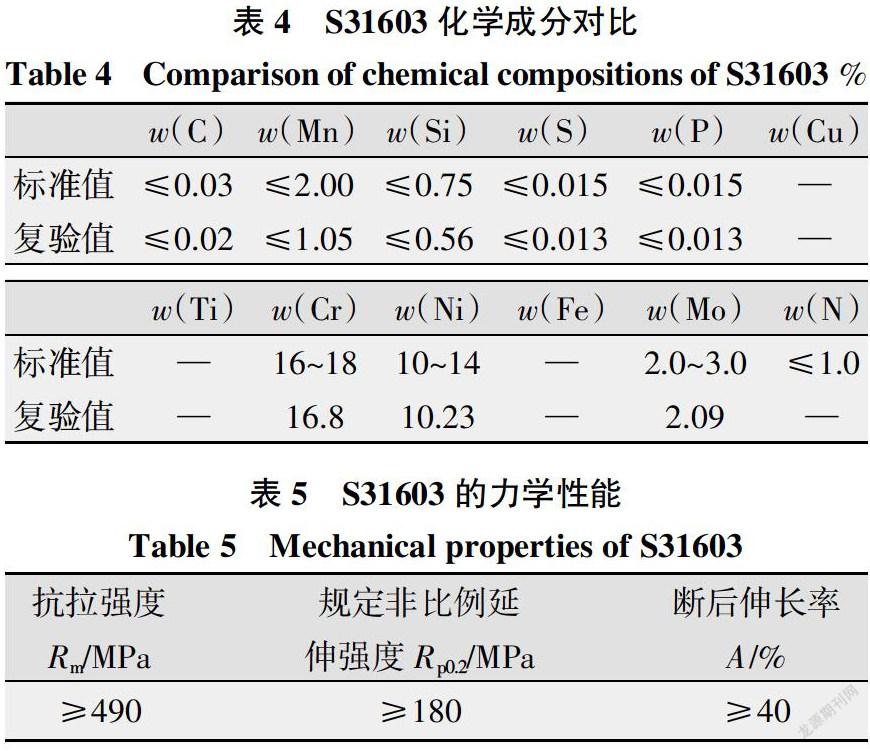
(2)覆层材料焊接性分析。耐蚀层S31603的化学成分和力学性能分别如表4、表5所示。
奥氏体不锈钢焊接对热裂纹有一定的敏感性,易产生焊接接头的脆化(475 ℃脆化、σ相和晶界析出碳化铬脆化或晶粒粗大)等,同时耐蚀性降低,在一定介质条件的接触下,易产生均匀腐蚀(表面)、局部腐蚀(晶间腐蚀、点腐蚀、缝隙腐蚀、应力腐蚀等)[2]。
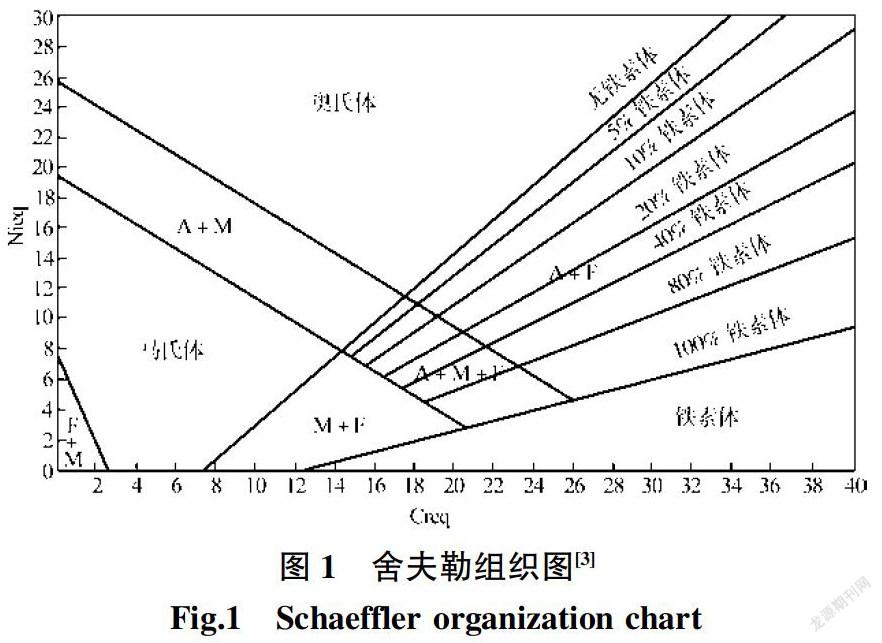
(3)Q345R(R-HIC)+S31603复合钢板过渡层焊接性分析。此钢板过渡层焊接过程中会出现镍基合金复合板过渡层焊接中存在的热裂纹问题,而且由于Cr、Ni元素含量更低,若焊接材料选择或焊接工艺不恰当,不锈钢焊缝可能会出现严重的稀释现象,更容易形成马氏体淬硬组织,或由于铬、镍强烈渗入珠光体钢基层出现脆化,进而产生裂纹。
由舍夫勒组织图可知(见图1),当焊接材料和焊接工艺不合适时,焊缝中会出现马氏体,这是必须克服的问题。可采用在基层与覆层之间选择合适的焊接材料设置堆焊隔离层的方法来控制稀释率和碳迁移。
(4)焊接方法选择。
复合板的焊接可采用SMAW、GTAW、SAW等焊接方法。由于设备筒体直径较小,内部焊接的作业空间较小,考虑采用基层氩弧焊打底、基层正面SAW,过渡层及覆层SMAW,避免了背面清根造成覆層污染。
(5)焊接材料。
不锈钢复合板焊接的关键是过渡层焊接。焊接过渡层时,母材基层部分熔化会使不锈钢焊缝的合金成分稀释,同时也会降低不锈钢焊缝中铬、镍合金元素的含量,增加碳含量,从而在不锈钢焊缝中形成硬脆马氏体组织,降低焊接接头的塑性、韧性和耐蚀性。因此,在实际焊接生产中,选择铬、镍等合金元素含量高、碳含量低的焊接材料,使过渡层的合金性能保持在适当的水平,同时应考虑抗裂性,以控制焊接稀释率。
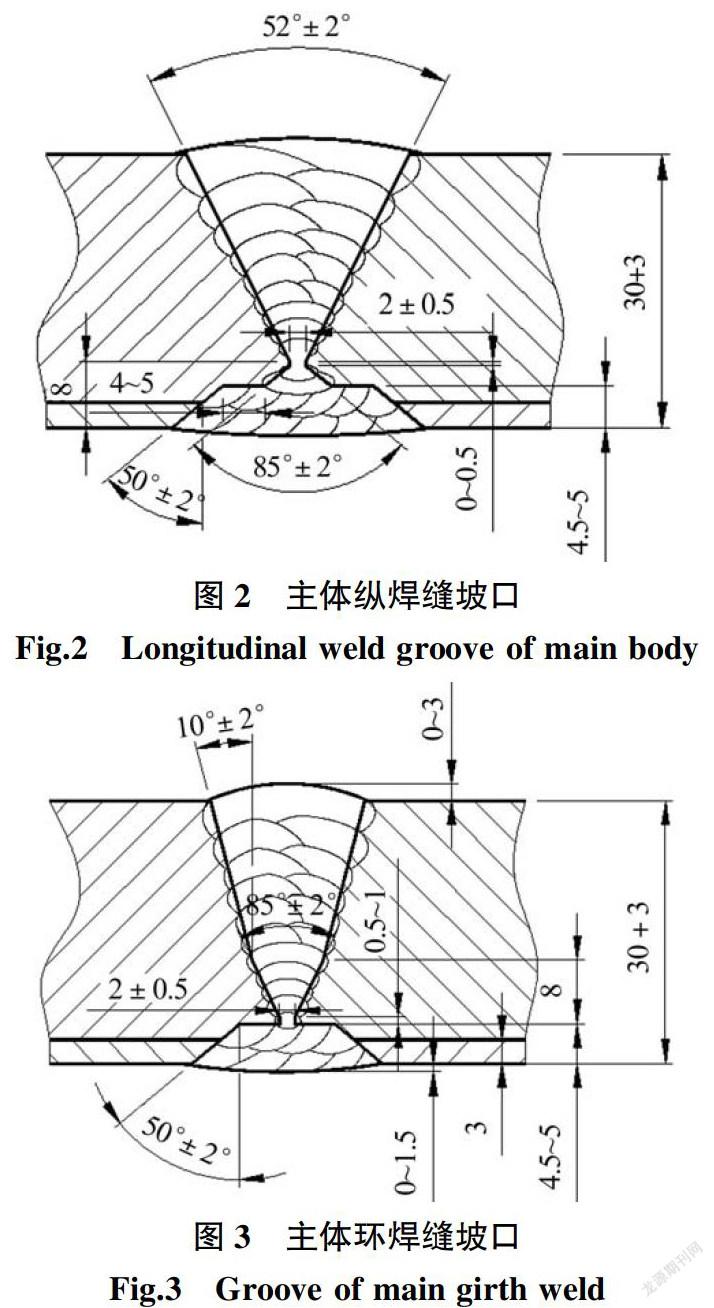
(6)坡口的选择。
焊接坡口形式及尺寸的选择应遵循填充金属量少、熔合比小、便于操作等原则,坡口形式见图2、图3。
(7)预热。
不锈钢复合钢的基层需要预热时,预热温度按基层选取,预热的厚度参数应按不锈钢复合板的总厚度确定,Q345R(30~50 mm厚)焊接预热温度为100~150 ℃[4]。当基层需要预热时,施焊过渡层焊缝也应进行预热。
采用电加热法预热,预热范围应以焊接点为中心,周围各方向不小于焊接板厚的3倍,且不小于100 mm。预热应在焊接点周围或沿焊缝长度方向均匀进行,并防止过热。
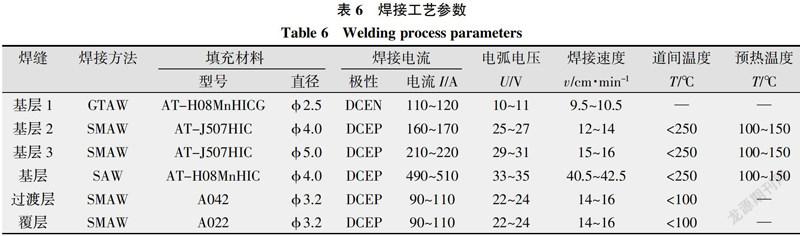
(8)焊接工艺参数。
焊接顺序为先焊基层,再焊过渡层,最后焊覆层。为防止沾附焊接飞溅,施焊前需在不锈钢复合板坡口两侧100 mm范围内刷涂防飞溅涂料,工艺参数如表6所示。
基层焊接时,应严格防止基体焊缝熔化到过渡层甚至覆层焊缝上,避免少量高铬、高镍不锈钢成分稀释到碳钢焊缝中形成马氏体组织而硬化;过渡层焊接时,为了减少稀释比和附加应力,在保证全熔透的前提下,应尽量采用小直径焊条,小规格反极性直道焊;覆层焊接时,为保证焊接质量,必须控制焊接热输入,采用多层多道快速无摆动焊接方法,尽可能采用小焊接热输入和小焊接电流,快速焊接,焊层间温度不得高于150 ℃,且不应预热和缓冷。
最后,保证焊缝一次合格率是控制焊接质量的关键性指标,因为不锈钢复合板焊接接头的组织和性能十分不均匀,焊缝返修时经常出现热裂纹。
3 制造工艺
(1)下料。
排版严格按照中径计算展开长度,根据经验,厚壁复合板下料长度一般需缩小10~30 mm,具体下料尺寸根据板厚和卷制工艺进行制定。同时,留5 mm机械加工余量,并在测量钢板长度、宽度及对角线尺寸后,进行划线切割。
切割通常采用等离子切割法和机械加工法。针对33 mm壁厚,可采用火焰或者等离子切割,为了避免切割电弧散喷作用而污染不锈钢覆层,等离子切割方向由覆层向基层切割。为避免污染,注意吊装过程中吊钩上必须垫胶皮。
(2)坡口加工。
纵缝用铣边机或者刨边机进行机械加工坡口,环缝采用车床进行机械加工坡口,需严格控制筒体成型后的椭圆度,保证环缝的加工质量。筒体开孔可采用镗床加工开孔或者数控马鞍切割机开孔,保证开孔精度。开孔坡口参照筒体纵环缝坡口形式。
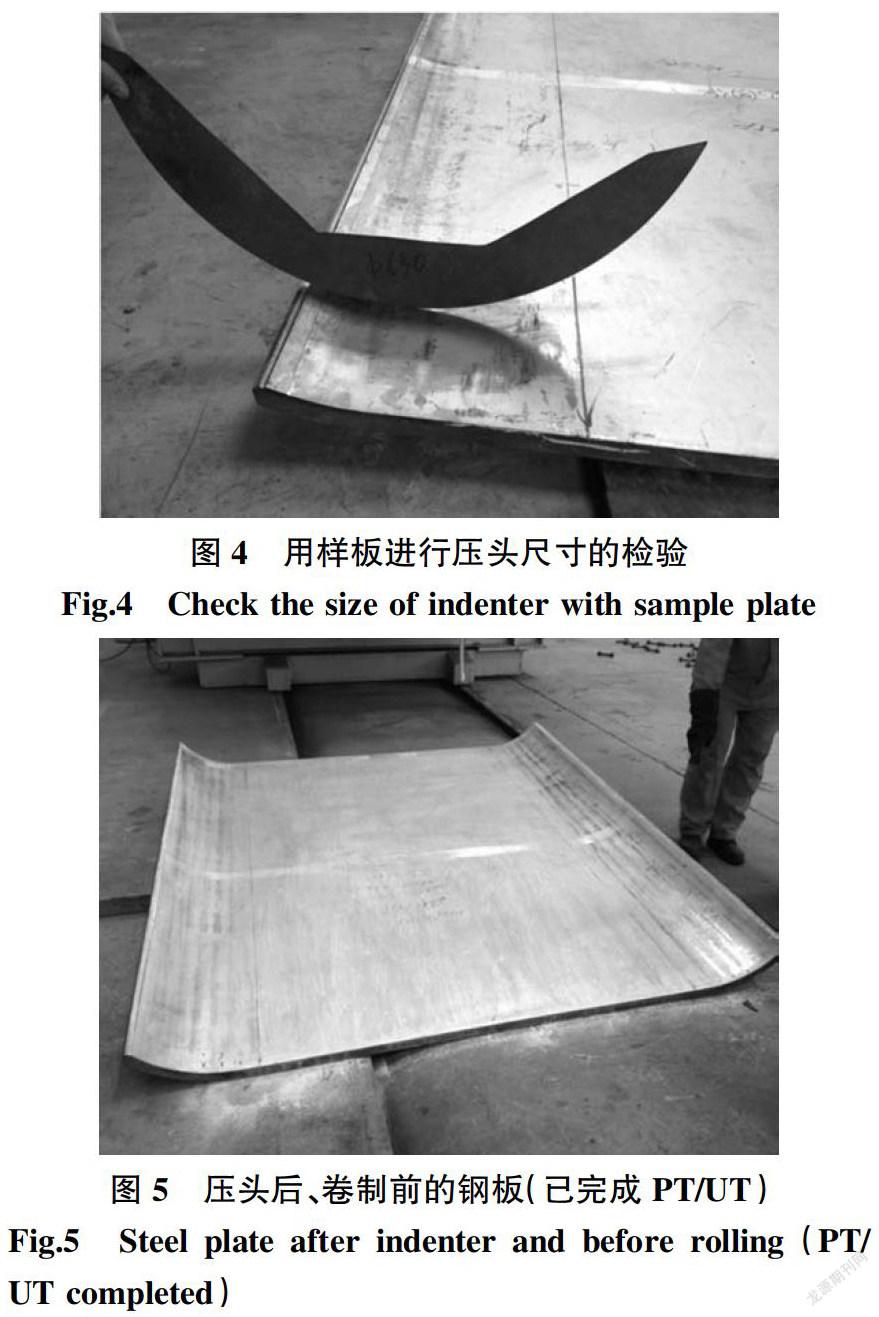
(3)筒体成型。
复合钢板筒体成型一般应采用冷卷,可根据变形度计算决定是否需要热加工,根据经验,筒体变形度不超过3%的均可采用冷成形。本设备变形量为4.7%,纵缝焊接后校圆前先消除应力处理,再中温校圆。卷制前两边都进行250~300 mm的压头(压头长度根据卷板机两下辊间距决定),压头处采用300 mm样板进行检验,防止筒节反复碾压造成的损伤。筒体焊接成形后,打磨纵焊缝余高至与母材齐平,确保校圆过程不会对焊缝造成损伤,同时保证筒体圆度,如图4、图5所示。
(4)组对。
对不锈钢复合板错边量控制的要求比普通碳钢或低合金钢严格得多,控制不锈钢复合板的错边量不超标是保证其强度和耐腐蚀性能的关键,为此采取以下措施:
a. 严格按照筒体展开尺寸下料,并保证实际下料尺寸准确。
b. 保证筒节滚圆质量,控制好圆度。
c. 坡口形式尺寸标注以覆层为基准,确保错边量不超标。
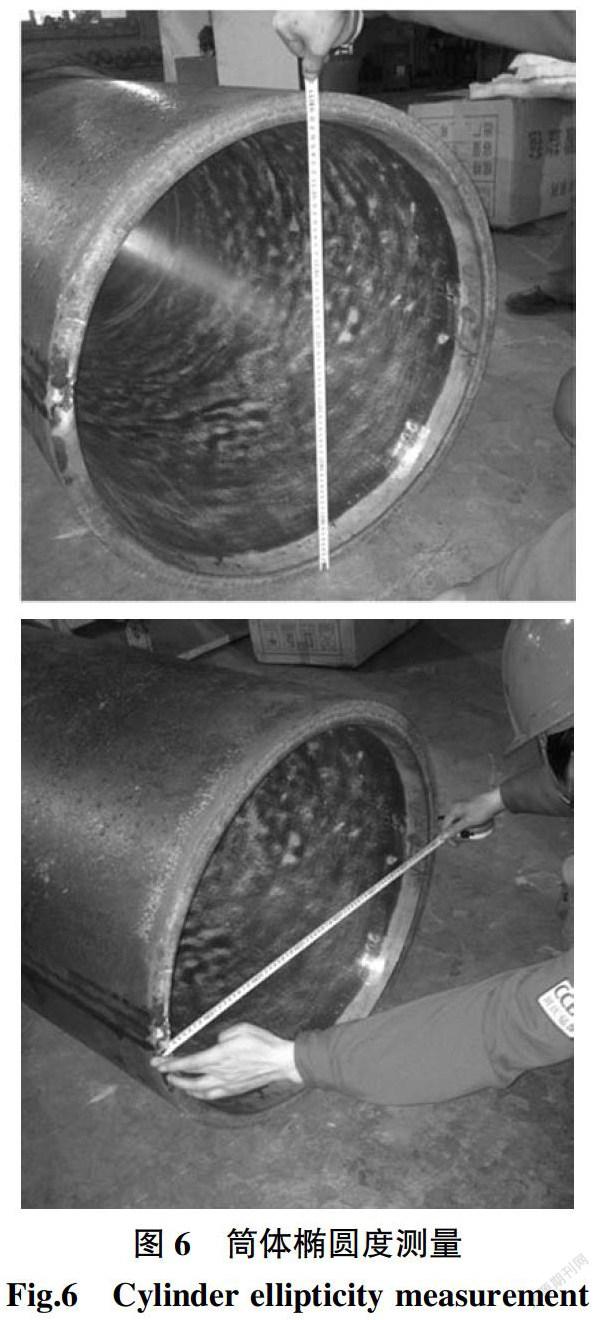
d. 对每一节筒节进行周长及椭圆度的复查,对同一台设备长度相同的筒节可按照周长大小重新组合,严格控制错边量,如图6所示。
e. 封头与筒体组对,首先保证各自的圆度,再以封头周长匹配筒体周长,保证封头与筒体的组对质量。
f. 组对时以内部覆层为基准,对口错边量小于等于1.5 mm[5]。
(5)焊后热处理。
不锈钢复合板应尽量避免焊后热处理。当需要进行焊后热处理时,应尽量避免铬碳化物析出和σ相的形成。如焊后热处理温度在不锈钢的敏化温度区间内,就会降低不锈钢的耐晶间腐蚀性能。实践证明,解决奥氏体和碳钢回火热处理敏化问题有以下三个途径:①选用含Nb、Ti等元素的不锈钢;②迅速通过450~850 ℃;③选用超低碳[w(C)≤0.03%]奥氏体不锈钢。
对有SSC存在的复合材料唯一途径就是③,当腐蚀和安全发生矛盾时,首先应考虑安全,H2S的SSC是突发事故,事先无任何预兆的突然破裂。大量生产实践证明途径③是可以实现的有效措施,能保证防腐要求。
该复合汇管主要是为了消除应力,但同时要保证不锈钢的耐腐蚀性能,所以采用的热处理温度比一般常规热处理温度低20~30 ℃,保温时间有一定的延长,效果很好,耐腐蚀性能完全符合设计标准。
热处理后按GB/T27866-2011《控制管制管道及设备焊缝硬度防止硫化物应力开裂技术规范》要求进行基层焊缝硬度检测:HB≤200。
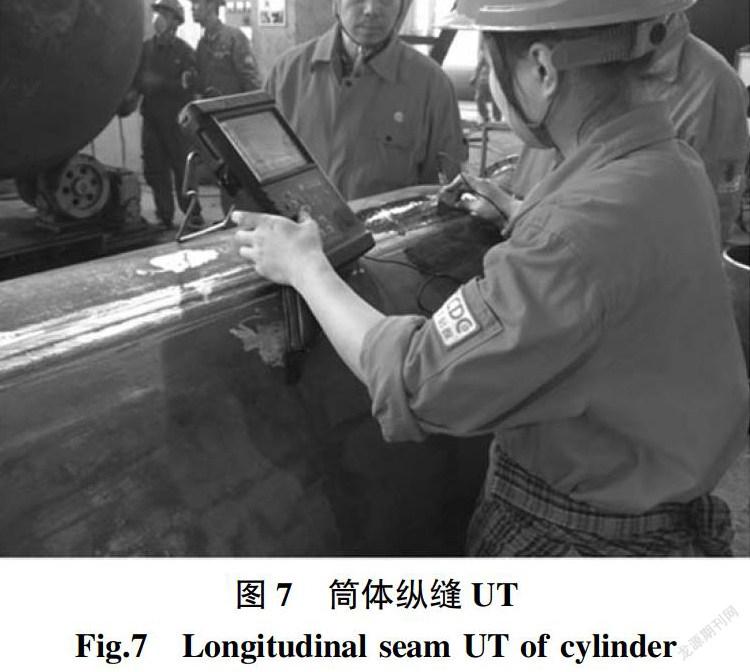
(6)探伤(见图7)。
除按设计要求外,为保证筒节成型质量,卷制前复合钢板进行100%UT,筒体卷制后内表面100%PT,基层焊接完成后,先进行100%UT,合格后方可进行覆层焊接,避免基层返修对覆层的污染,保证焊接一次合格率。全部焊接完成后焊缝进行100%RT+100%UT+内表面100%PT+外表面100%MT。所有开孔接管角焊缝进行100%UT+内表面100%PT+外表面100%MT。
此外,增加热处理和水压试验后所有焊缝的100%UT+外表面MT+内表面PT。
(7)水压试验。
设备试压要用洁净水,水中氯离子含量应不超过25 mg/L,试压后立即将水排放干凈,并吹干水迹。
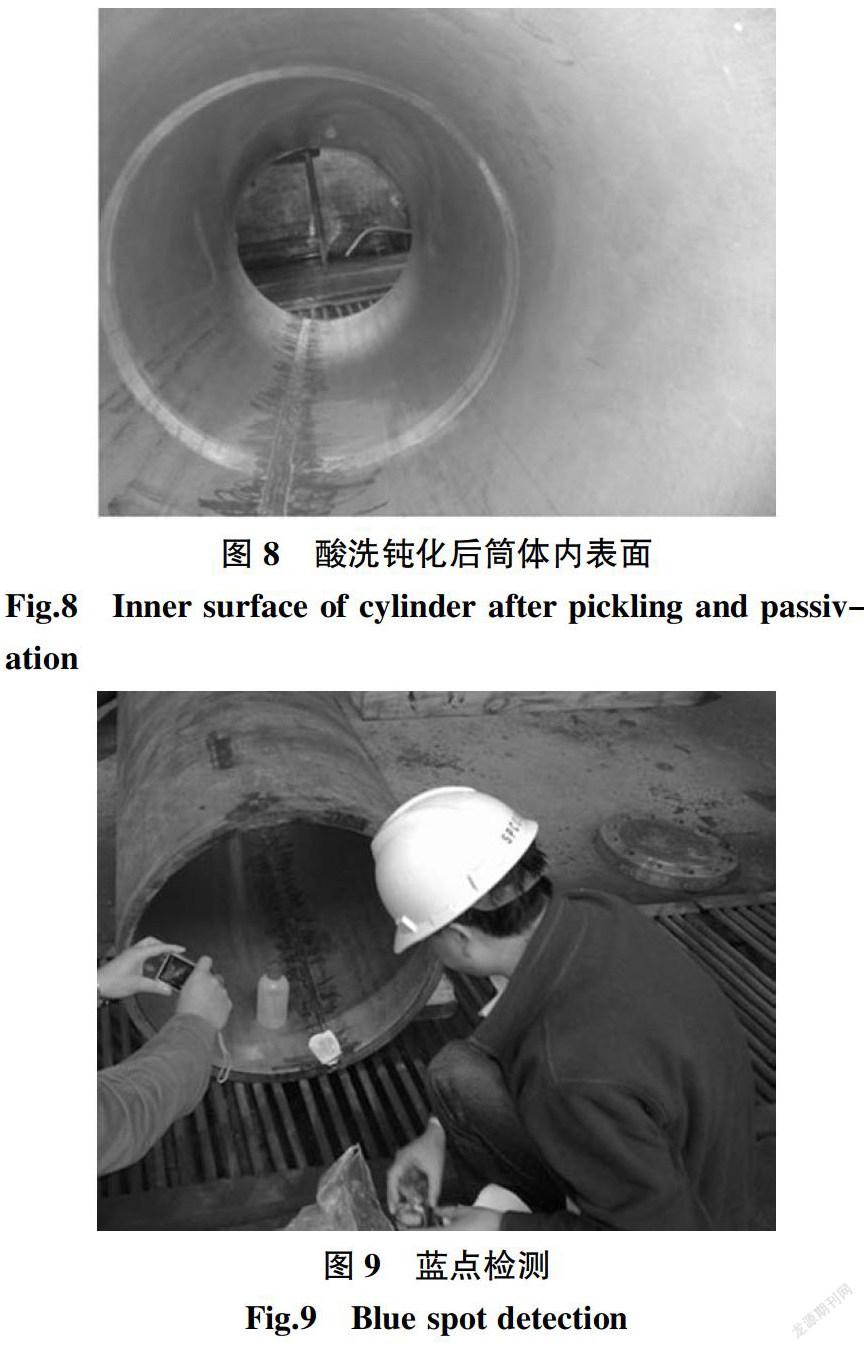
(8)酸洗、钝化。
对制作完成的筒体内表面进行酸洗、钝化,最后采用蓝点检测(见图8、图9),保证酸洗钝化满足要求,确保覆层无污染及钝化效果。
4 结论
根据上述工艺制造的天然气预处理厂用复合板制的汇管已在土库曼斯坦南约洛坦气田成功应用6年,设备运行期间无任何质量问题,产品性能稳定可靠。综上所述,覆层316L的复合板压力容器其制造要求相对一般碳钢更为严格,对制造和焊接的要求更高,并且在制造该类设备过程中应严格遵守相关要求,保证产品质量。
参考文献:
[1] NB/T47002.1~47002.4-2009,压力容器用爆炸焊接复合板[S]. 北京:新华出版社,2009.
[2] 芮红福. 浅谈不锈钢复合板焊接工艺[J]. 中国标准化,2017(9):40-41.
[3] 天津大学焊接教研室. 金属熔焊原理及工艺[M]. 北京:机械工业出版社,1980.
[4] NB/T47015-2011,压力容器焊接规程[S]. 北京:新华出版社,2011.
[5] GB150.1~150.4-2011,压力容器[S]. 北京:中国标准出版社,2011.
猜你喜欢
河南科技(2020年4期)2020-04-26
科技风(2020年2期)2020-02-14
中国新技术新产品(2019年9期)2019-05-21
装饰装修天地(2018年12期)2018-07-09
科技创新与应用(2018年3期)2018-01-24
赢未来(2017年13期)2017-02-21
当代工人·精品C(2016年5期)2017-01-11
哈尔滨理工大学学报(2016年2期)2016-09-12
计算机辅助工程(2016年1期)2016-03-15
科技与创新(2015年7期)2015-05-05
