
钢丝绳芯输送带接头硫化工艺技术及应用
2020-09-10 07:22:44邢成军高晓国
黄金 2020年5期
关键词:输送带
邢成军 高晓国


摘要:钢丝绳芯输送带是矿业工程矿物输送过程中的重要基础设施之一,钢丝绳芯输送带的接头硫化质量,直接影响输送带的正常运行和使用寿命。详细介绍了太平矿业公司钢丝绳芯输送带在二期工程破碎系统运行的现状,分析了钢丝绳芯输送带接头硫化工艺及存在的问题,并对其工艺进行技术改进,优化了接头的制作方法,在硫化胶料中加入炭黑,提高了输送带的生热、阻尼性能。现场应用效果较好,缩短了硫化时间,延长了输送带的使用寿命,降低了安全隐患风险,达到了降本增效的目的。
关键词:矿物输送;钢丝绳芯;输送带;硫化技术;输送带接头
中图分类号:TD532文献标志码:A开放科学(资源服务)标识码(OSID):
文章编号:1001-1277(2020)05-0051-04doi:10.11792/hj20200510
引 言
输送带运输系统是破碎系统主要的运输系统之一,在生产过程中被用于输送物料。钢丝绳芯输送带因其强度高、输送带的伸长量小、使用寿命长等优点而被广泛应用于工业生产中。在破碎矿石过程中需要破碎设备、皮带运输设备、筛分设备等其他一系列的辅助设备设施,才能保证生产作业按照预定的计划进行。但是,由于钢丝绳芯输送带造价高,敷设难度大,接头硫化工艺复杂,一旦发生故障则处理时间较长,而接头硫化的质量更是决定钢丝绳芯输送带运行质量和使用寿命的关键。因此,在钢丝绳芯输送带实际操作过程中,应确保输送带运行的安全可靠性。
内蒙古太平矿业有限公司(下称“太平矿业公司”)二期工程破碎系统中的矿石输送系统由9条主运皮带和16条排矿皮带构成。钢丝绳芯输送带是输送系统的关键设备,其能否安全稳定运行直接影响企业的生产效益。在日常生产过程中,输送带由于接头硫化质量不好而常出现的故障有输送带接头翻口、鼓泡、撕裂等;且钢丝绳芯输送带日常硫化处理工作至少需要24 h,耗时费力,耽误生产。考虑到安全生产和经济效益,合理选择输送带接头硫化方法,是提高硫化质量,保证输送带安全顺利运行的有效途径。同时,在礦石破碎过程中,首要问题是保证安全生产,提高输送带输送系统的安全性和稳定性是保证矿山企业安全生产的重要措施。因此,亟需优化改进现有的输送带接头硫化技术,提高硫化质量,以确保输送带安全高效运行。
1 钢丝绳芯输送带运行工况
1.1 二期工程破碎系统
太平矿业公司二期工程破碎系统采用的工艺流程为三段一闭路,三段即粗碎→中碎→细碎3个破碎环节;一闭路即由中碎破碎后的矿石,经过细碎前预筛分,筛下产品经成品仓由自卸汽车运送到堆浸场地,筛上产品经6号、7号皮带返回细碎仓继续破碎,循环作业,直到合格为止,形成一个闭合回路。
1.2 输送矿石性质
采场矿石类型属蚀变岩型[1],矿石中金主要产于硫化物和石英-硫化物细脉中,钢丝绳芯输送带输送物料主要由变质程度较低的板岩、千枚岩、千枚状片岩、片岩等浅变质岩组成;脉石矿物主要有绢云母、石英、绿泥石、钠长石及部分碳酸盐类矿物。因此,输送物料时,不规则状片岩、板岩对输送带存在划伤隐患。
1.3 输送系统
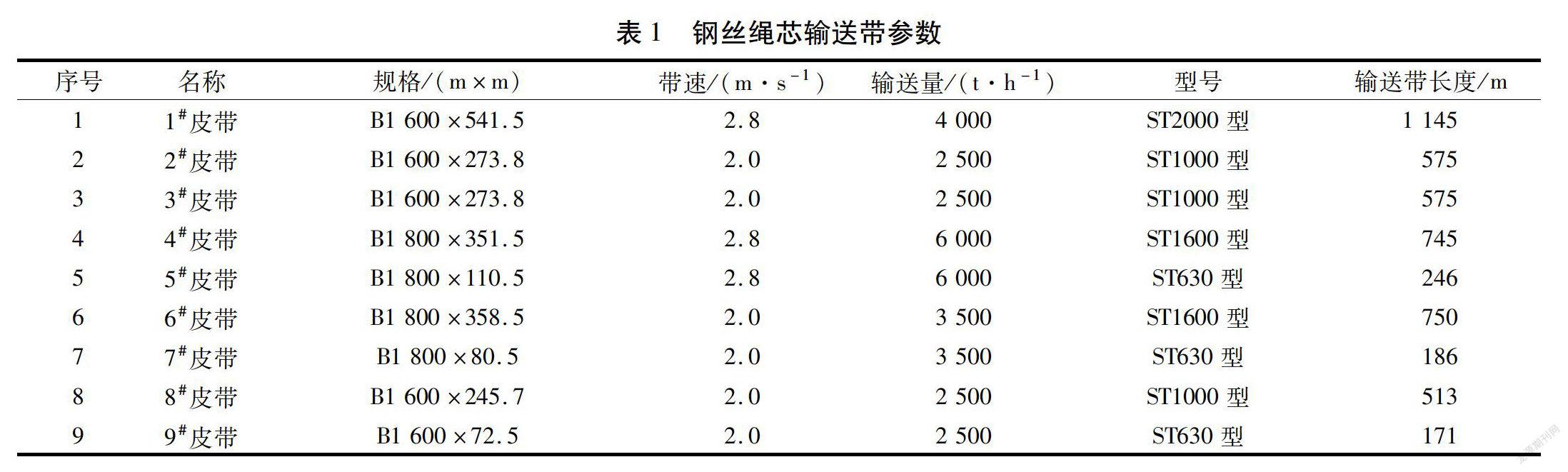
输送系统由9条钢丝绳芯输送带(见图1)和16条线胶输送带构成。输送带宽1.6 m和1.8 m,厚 18~22 mm,主要参数见表1。
2 输送带接头硫化工艺及存在问题
2.1 接头硫化工序流程
钢丝绳芯输送带的连接方式为热硫化连接,将连接用的胶料置于连接部位,在给定的压力、温度和时间作用下,使弹性和温度等性能不好的生胶变为弹性较高、黏结强度较高的热胶,从而依靠橡胶与钢丝绳芯的黏结力,将2条输送带连接在一起[2]。接头硫化是安装作业过程中决定输送带质量的最后一道重要工序。目前,太平矿业公司钢丝绳芯输送带接头硫化工序主要有以下步骤:
1)硫化机施工安装。硫化机的安装过程相对复杂,首先需要正确摆放硫化机大梁的位置,使大梁和输送带的中心线尽可能对齐,将水压板放在已摆放好的大梁上,再放上电热板,相互叠加后,在下电热板上铺满纸;然后,摆放输送带接头,在输送带接头表面铺满纸,确保与下电热板对应,然后按顺序在其上面放置电热板和隔热板。最后,将硫化机进行紧固,并安装高压水管及加压泵等其他辅助设施。
2)钢丝绳芯输送带接头的制作。需要将接头的钢丝先剖开,方便之后的操作,并打磨钢丝绳表面的残余胶,采用砂轮机将斜坡面及邻近面的覆盖胶表面(宽约30 mm以内)打磨成粗糙面。操作完成后,进行下一步的细化处理,打磨钢丝绳芯(不得磨伤钢丝绳),并采用高号汽油清洗工作钢丝和接触面。
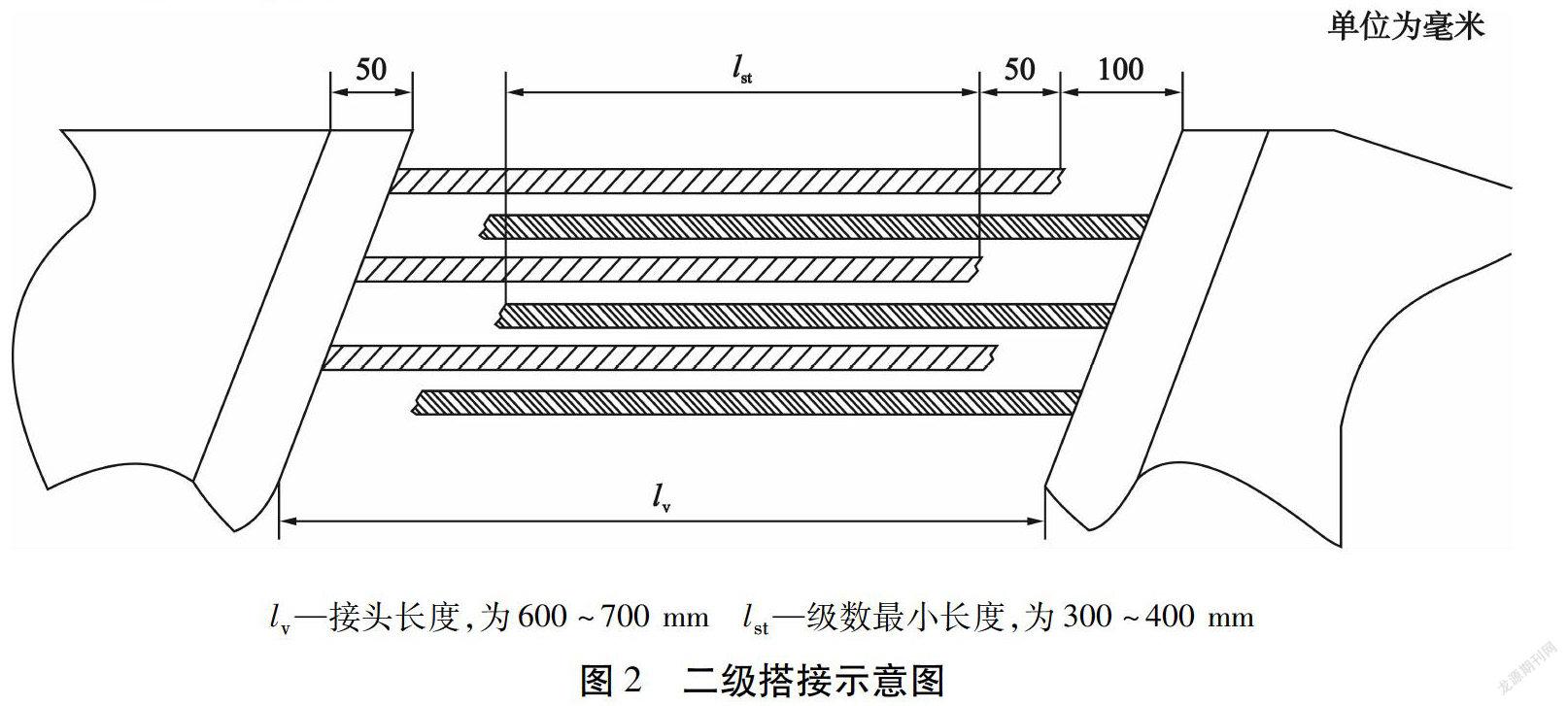
3)输送带的施工安装[3]。①接头的调偏。在硫化输送带接头的下方敷设一层纸,按照要求将两带头钢丝绳平铺在硫化机下电热板上,并且要对放,对放位置必须使最长的钢丝绳端头与另一带头钢丝绳根部间隔100 mm,确定两带头中心线调整为一条直线后,将两带头用卡子固定。②搭接钢丝。剪切多余钢丝绳,接头的搭接长度和连接的形状需根据输送带型号而定,ST630~ST1000型钢丝绳芯输送带采用二级搭接(见图2),ST1250~ST2500型钢丝绳芯输送带采用多级搭接(见图3),保证接头处的钢丝绳芯与胶的黏合力大于钢丝绳的破断拉力,完成各个接头之间的搭接和钢丝的搭接。
4)硫化操作。在硫化操作过程中,仔细检查各个部位,确认完好后进行硫化操作。首先,摆放输送带接头,填充胶条,制作接头边胶,整理钢丝绳芯,检查尺寸;根据接头尺寸切割上层覆盖胶及芯胶,为提高接头强度横向编制加筋,利用橡皮锤锤打表面覆盖胶进行排气,防止硫化输送带表面起泡,切除多余边胶,将胶接部位相互夹紧。硫化加热温度应设定在合理的范围内,并控制好水压,逐步增大水压。当温度升高到145 ℃时,硫化压力可以进一步增至2.0 MPa。上述操作完成后,进行保压降温,拆卸设备,完成钢丝绳芯输送带的硫化过程。钢丝绳芯输送带硫化操作过程技术参数见表2。
2.2 存在問题
目前,钢丝绳芯输送带接头在使用过程中存在接头翻口、鼓泡、甚至撕裂等问题,分析其原因主要有以下几个方面:
1)翻口。①硫化接头刷胶方法不对,对输送带边缝处打磨不彻底或刷胶不均匀。②接头黏合时由于操作或环境因素,导致胶面落尘被污染,失去黏合活性,造成接头黏接强度不够。③接头黏合后对边缝处理不彻底,未锤打排气或加压时间不够。
2)鼓泡。①接头上下黏合时未对位,黏接面中空气排出不彻底。②接头刷胶厚薄不均匀,胶层上熔剂未挥发完全,没有充分形成初黏强度,造成虚黏。③黏合后排出空气时锤打不均匀。
翻口、鼓泡若发现不及时或处理不及时,导致接头损伤程度扩大,甚至造成输送带接头脱胶。在输送带运行中,如果钢丝绳出现受力不均匀的情况时,则会对钢丝绳的强度造成影响,使得钢丝绳的寿命降低,出现撕裂。
3 接头硫化工艺技术改进
3.1 技术改进
对于输送带接头硫化工艺的改进,具体涉及钢丝绳芯输送带接头的制作方法。在输送带接头上胶料过程中,具体的操作步骤为:
1)将钢丝绳设置在未硫化的、带有承载面的、橡胶胶料制成的输送带中制成带坯。
2)使带坯的输送带受热形成熔融状态的橡胶胶料。
3)挤压熔融状态的橡胶胶料。
4)将带坯硫化。
采用这种方法避免了钢丝绳芯输送带接头制作过程中,因表面易受污染而导致的承载面之间出现的接头脱胶现象。
此外,在输送带接头的制作过程中,在硫化胶料中加入炭黑使得胶料的元素含量增大,继而提高输送带胶料的生热、阻尼性。胶料的生热和阻尼性能够减少振动、降低噪声,这种作用正是减振型橡胶钢丝带制品所必需的。而且这种作用可以增加接头的韧性,提高抵抗外力破坏的能力,增加环形输送带对输送机托辊组的抓着力,防止输送带接头打滑跑偏。炭黑的使用能够提高输送带表面橡胶的硫化效果,并延长输送带的使用寿命,降低输送带运输过程中出现事故的概率。
3.2 应用及效果
未进行技术改进前,输送带硫化时间长,需要24 h,输送带接头边缝合胶不充分、有虚孔,输送带运行2个多月就出现鼓泡、翻口现象。
通过对钢丝绳芯输送带接头硫化工艺进行技术改进,输送带接头硫化只需16 h,节省了硫化时间。2018年硫化的4个输送带接头至今未出现鼓泡、翻口现象,在实际生产运行中取得了较好的应用效果,提高了输送带硫化质量,节省了输送带硫化时间,延长了输送带的使用寿命,降低了隐患风险,在降本增效方面取得显著成效。
4 结 语
钢丝绳芯输送带由于抗拉强度高,成槽性好,伸长率低,运行平稳等优点被广泛应用于工业生产中。对钢丝绳芯输送带接头进行硫化工艺处理,对于保证矿山企业的安全生产具有重要的意义。本文系统分析了钢丝绳芯输送带进行硫化工艺处理的具体流程和方法,并详细介绍了太平矿业公司钢丝绳芯输送带接头硫化工艺技术及其改进措施,对于提高矿山企业的安全运行具有一定的价值。钢丝绳芯输送带在硫化过程中,需要按照相应的规范进行施工,以确保输送带运行质量和使用寿命。目前,对于钢丝绳芯输送带相关技术的研究还具有较大的进步空间,需要加大对钢丝绳芯输送带的技术研究,以提高矿山企业在生产过程中的安全生产水平,保证钢丝绳芯输送带运输系统的运行安全。
[参 考 文 献]
[1] 长春黄金设计院.内蒙古太平矿业有限公司二期扩建工程初步设计[R].长春:长春黄金设计院,2012.
[2] 李光辉.钢丝绳芯带式输送机硫化工艺研究[J].现代矿业,2015(3):194-197.
[3] 北京矿冶研究总院.内蒙古乌拉特中旗浩尧尔忽洞金矿初步设计[R].北京:北京矿冶研究总院,2006.
Abstract:Steel rope core conveyor belt is one of the main infrastructure in the mineral transportation process in mining engineering.The quality of the steel rope core conveyor belt contact vulcanization directly influences the operation and service life of the belt.The paper in detail introduces the operation status of steel rope core conveyor belt in the crushing system of the second phase project in Pacific Mining Co.,Ltd.,analyzes the steel rope core conveyor belt contact vulcanization technology and the problems faced,carries out technical modifications on the contact vulcanization technology,optimizes the preparation method of the contact by adding carbon black in the vulcanized rubber materi-als and improving the heat generation and damping capacity of the belt.The field application effect is good,shortening the vulcanization time,prolonging the service life,mitigating risks and reaching the goal to be cost-effective.
Keywords:mineral transportation;steel rope core;conveyor belt;vulcanization technology;conveyor belt contact
猜你喜欢
机电信息(2024年1期)2024-01-11 05:12:46
起重运输机械(2022年2期)2022-03-04 01:27:50
设备管理与维修(2021年21期)2021-12-29 08:25:46
中国设备工程(2018年2期)2018-03-02 03:20:11
家教世界·创新阅读(2016年2期)2016-05-30 20:28:23
设备管理与维修(2016年5期)2016-03-16 02:20:53
橡胶工业(2015年10期)2015-08-01 09:06:02
橡胶工业(2015年6期)2015-07-29 09:20:40
橡胶工业(2015年2期)2015-07-29 08:29:46
机电产品开发与创新(2014年6期)2014-03-11 16:42:46
