
6005A-5083铝合金焊接接头的微观组织与力学性能研究
2020-09-10 22:23潘柏清丁浩刘雄王向东
电焊机 2020年6期
潘柏清 丁浩 刘雄 王向东

摘要:为提高接头质量和可靠性,通过微观组织观察、室温拉伸、硬度、疲劳等试验对6005A-5083焊接接头的显微组织和力学性能进行研究。结果表明:6005A-5083铝合金焊接接头焊缝成形良好,无明显焊接缺陷,焊缝组织未见异常。6005A侧熔合区存在轻微的Mg元素偏析,5083侧合金元素分布均匀。接头抗拉强度、屈服强度和伸长率的平均值分别为181 MPa、115 MPa、7.2%,其断口呈现韧性断裂特征,通过S-N曲线拟合得到的疲劳极限不低于75 MPa。焊接接头焊缝区域、5083侧热影响区、6005A侧热影响区宽度分别约为10 mm、10 mm和35 mm。该焊接接头存在软化区,6005A侧熔合区为较薄弱环节。
关键词:6005A-5083焊接接头;微观组织;力学性能;氩弧焊
0 前言
高速列车轻量化是高速列车设计者们长期追求的目标。铝合金具有轻质、比强度高、耐腐蚀等优点,现已成为高速列车的重要材料[1]。6005A铝合金具有中等强度、优良的耐腐蚀性和可焊性,已广泛应用于轨道车体上[2-4]。对于列车电气屏柜,不同承重部位对材料的要求有所不同,部分结构件需要将5083铝合金与6005A铝合金通过焊接的方式连接起来。焊接接头各区受焊接热循环的作用不同,再加上焊接材质不同,使得焊接结构不同部位的组织与性能不同。此外,焊接结构在使用过程中面临交变载荷、交变温度等复杂环境,焊接接头各区域的使用寿命与应力腐蚀倾向也不尽相同。因此有必要对6005A-5083焊接接头的组织与力学性能进行全面分析,评估其质量,为后续工艺改进和寿命预测提供实验数据基础。文中通过金相、扫描电镜、透射电镜组织观察及硬度、室温拉伸强度和疲劳等试验对6005A铝合金与5083铝合金氩弧焊焊接接头进行性能研究。
1 试验材料与方案
1.1 试验材料与工艺
6005A-5083焊接接头通过熔化极气体保护焊制备,填充材料为5356焊丝。焊缝成形较好,外观无未焊透、焊接裂纹、咬边、烧穿、焊瘤、气孔、凹陷和未熔合等缺陷。
1.2 微观组织观察
1.2.1 金相组织观察
参照GB/T 3246.1-2012变形铝及铝合金制品组织检验方法,以6005A-5083焊接接头的焊缝为中心,垂直于接头横向取样,经过粗磨、细磨与机械抛光后,用Keller试剂(1%HF+1.5%HCl+3%HNO3)腐蚀表面,在Leica DM-4000M金相显微镜下观察焊接接头的微观组织形貌特征。
1.2.2 扫描电镜观察与能谱分析
扫描电镜采用Zeiss Auriga场发射扫描电子显微镜,实验加速电压为20 kV。SEM样品以6005A-5083铝合金焊接接头为中心,垂直于接头向两侧取样,经粗磨、细磨与机械抛光至无划痕为止。通过电镜配套能谱仪(EDS)对接头不同区域的成分进行点、线、面扫描分析,探究合金内不同金属间化合物的种类与分布,追踪合金元素的迁移特征。
1.2.3 透射电镜观察
透射电镜(TEM)样品通过机械减薄至100 μm左右,冲裁成φ3 mm圆片,然后去毛刺、清洗,最后通过Struers TenuPol-5型双喷电解减薄仪进行电解双喷。电解液采用1∶3(体积分数)的硝酸-甲醇溶液。采用液氮冷却,双喷温度越位-20 ℃,双喷电压为20 V,电流为50~70 mA。透射电子显微镜观察目标试样中各析出相的形貌、尺寸、分布、晶内与晶界的析出状态等,进一步分析合金内不同金属间化合物的分布形态规律。
1.3 静态力学性能测试
1.3.1 维氏硬度测试
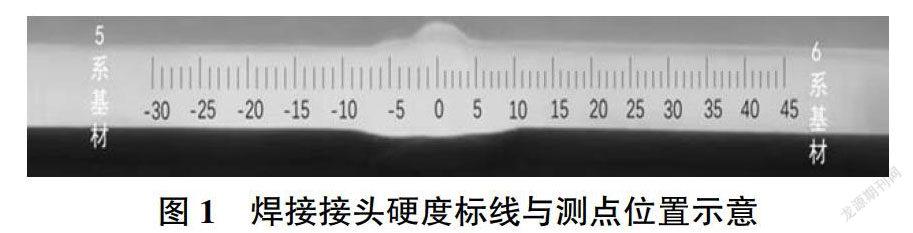
参照GB/T 2654-2008焊接接头硬度试验方法,以焊缝为中心垂直于接头向两侧基材取样。硬度测试的标线与测点位置如图1所示。测试仪器为宝棱HXD-2000TMSC数显显微硬度仪,沿每一个测点位置上下测5~8次取平均值。加载载荷为1 kg,加载时间10 s。焊接试样按硬度划分不同区域后,其分区成分分析通过ICP电感耦合等离子体原子发射光谱仪完成。
1.3.2 室温拉伸性能测试
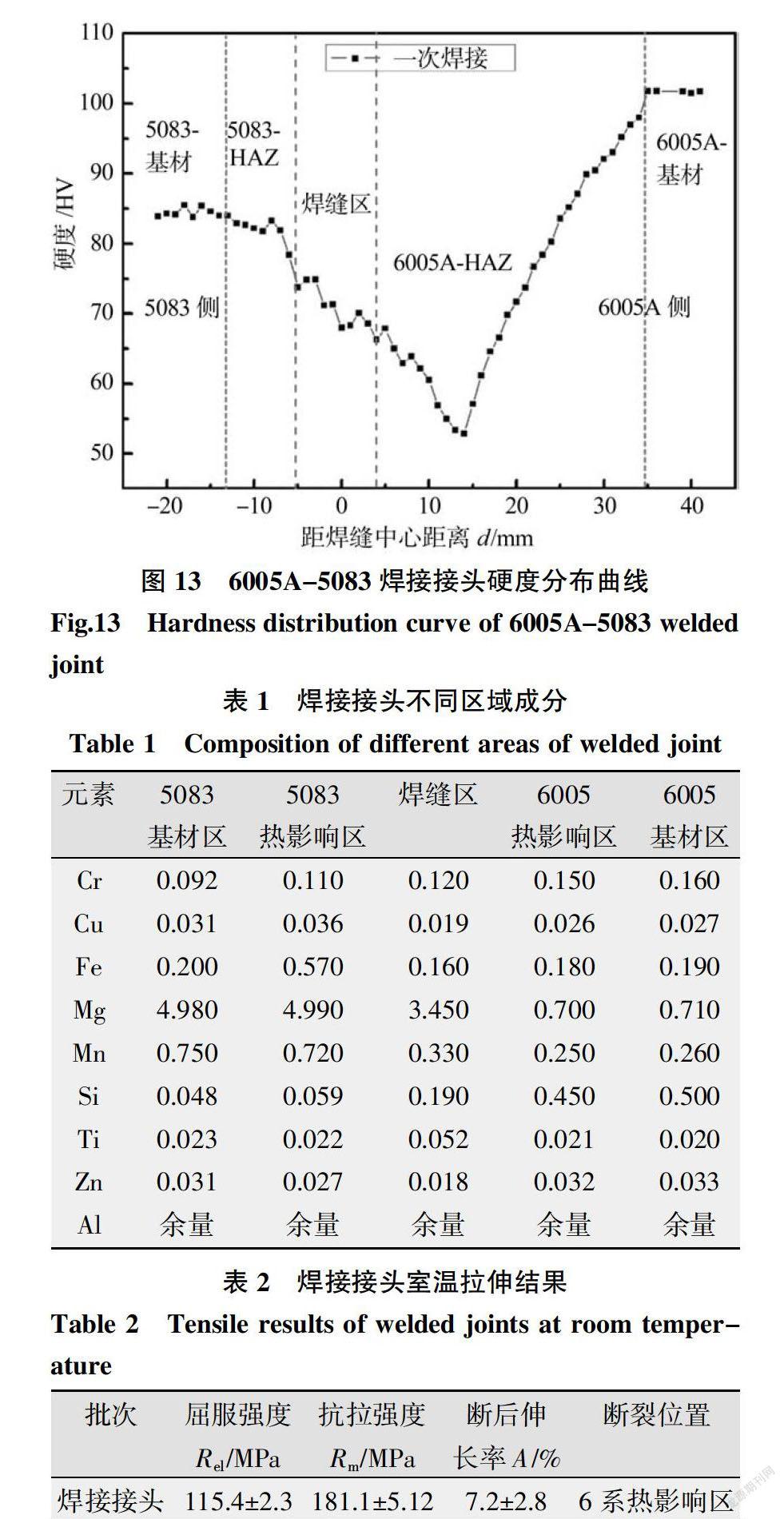
室温拉伸试验在万能材料试验机MTS 810上进行,拉伸试样参照GB/T 2651-2008 焊接接頭拉伸试验方法制备,其尺寸如图2所示。以接头焊缝为中心,垂直于接头向两侧线切割制备拉伸试样。拉伸速率为2 mm/min。重复测3次,采用扫描电镜观察分析试样断口。
1.4 疲劳试验
疲劳试样参考GB/T 3075-2008金属材料疲劳试验轴向力控制方法制备,尺寸如图3所示。以接头焊缝为中心,垂直于接头向两侧线切割制备疲劳试样。试样表面经粗磨与细金相砂纸打磨到5000#,确保样品表面无划痕为止方可进行试验。
疲劳测试选择应力比0.1,频率35 Hz。其中低频疲劳采用MTS 810材料万能试验机进行测试。获取焊接接头在不同应力条件下的疲劳寿命曲线(S-N),并进行统计分析。
2 结果与讨论
2.1 金相组织
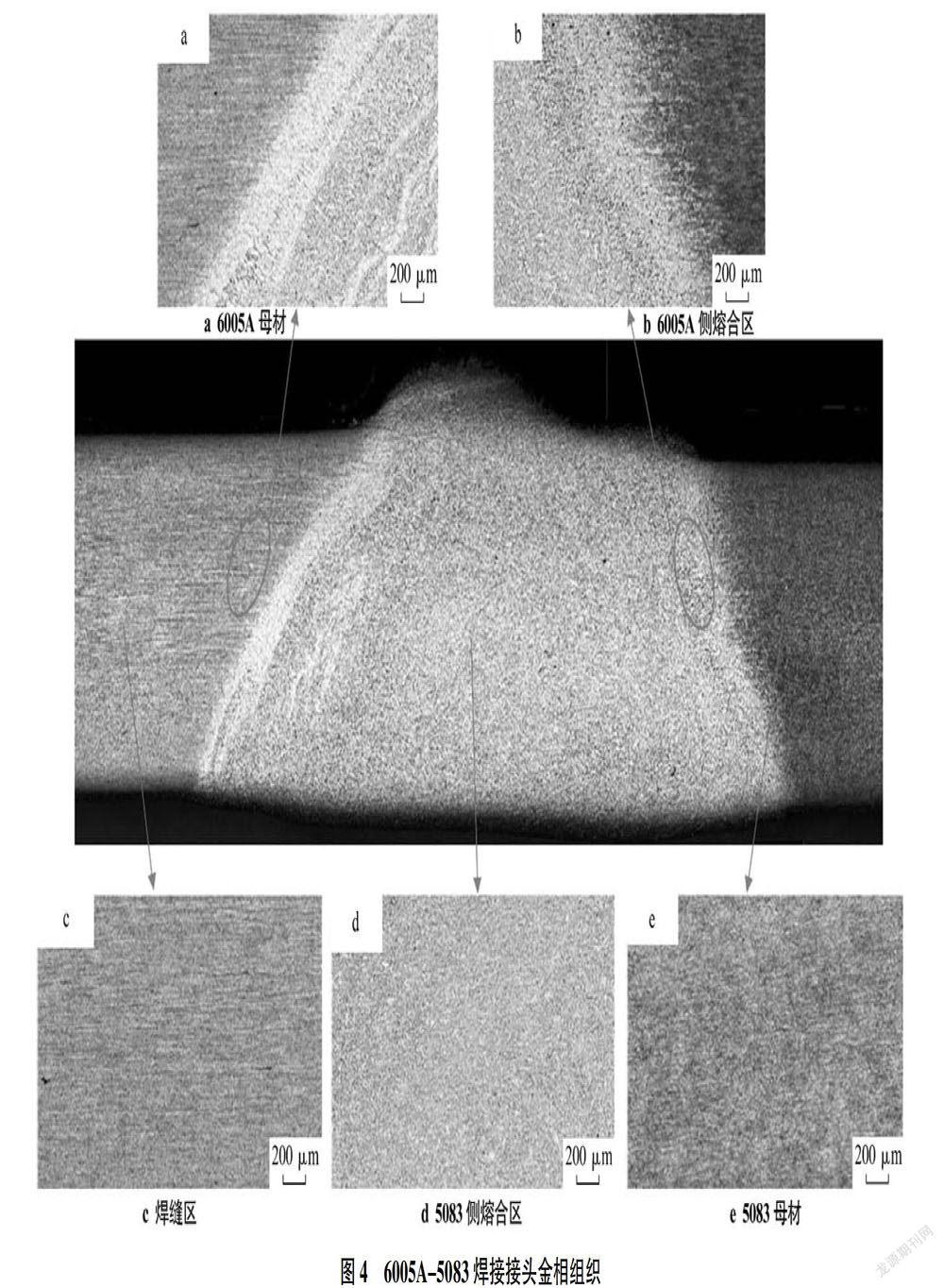
6005A-5083焊接接头金相组织形貌如图4所示。可以看出,其中6005A和5083铝合金母材晶粒都呈现为纤维状;6005A铝合金母材与焊缝交界处的熔合区有明显界限,而焊缝与5083交界处的熔合区则是逐渐过渡,焊缝区存在明显的等轴晶。
6005A母材呈现显著的线条状组织,线条状组织均匀整齐的沿着水平方向分布,这是由于在板材轧制过程中晶粒沿着轧制方向被拉长所致。从6005A到焊缝的熔合区可见线条组织过渡到焊缝的树枝晶,这可能是由于焊接过程中熔池凝固所致,在过渡区还夹杂着少许等轴晶。焊缝组织为均匀分布的等轴晶和部分树枝晶,这是因为在焊接过程中冷速过快,发生了非平衡凝固,且温度梯度具有一定的方向性,所以新形成的晶粒就会沿着一定的方向生长,形成枝晶组织。焊缝与5083的熔合区并未出现如6005A侧熔合区的过渡层组织,而是等轴晶、枝晶逐渐过渡为扁平的柱状晶区。5083母材区组织为细小扁平的小晶粒,且往基材区一侧其晶粒组织更加细小均匀[5]。
2.2 扫描电镜组织
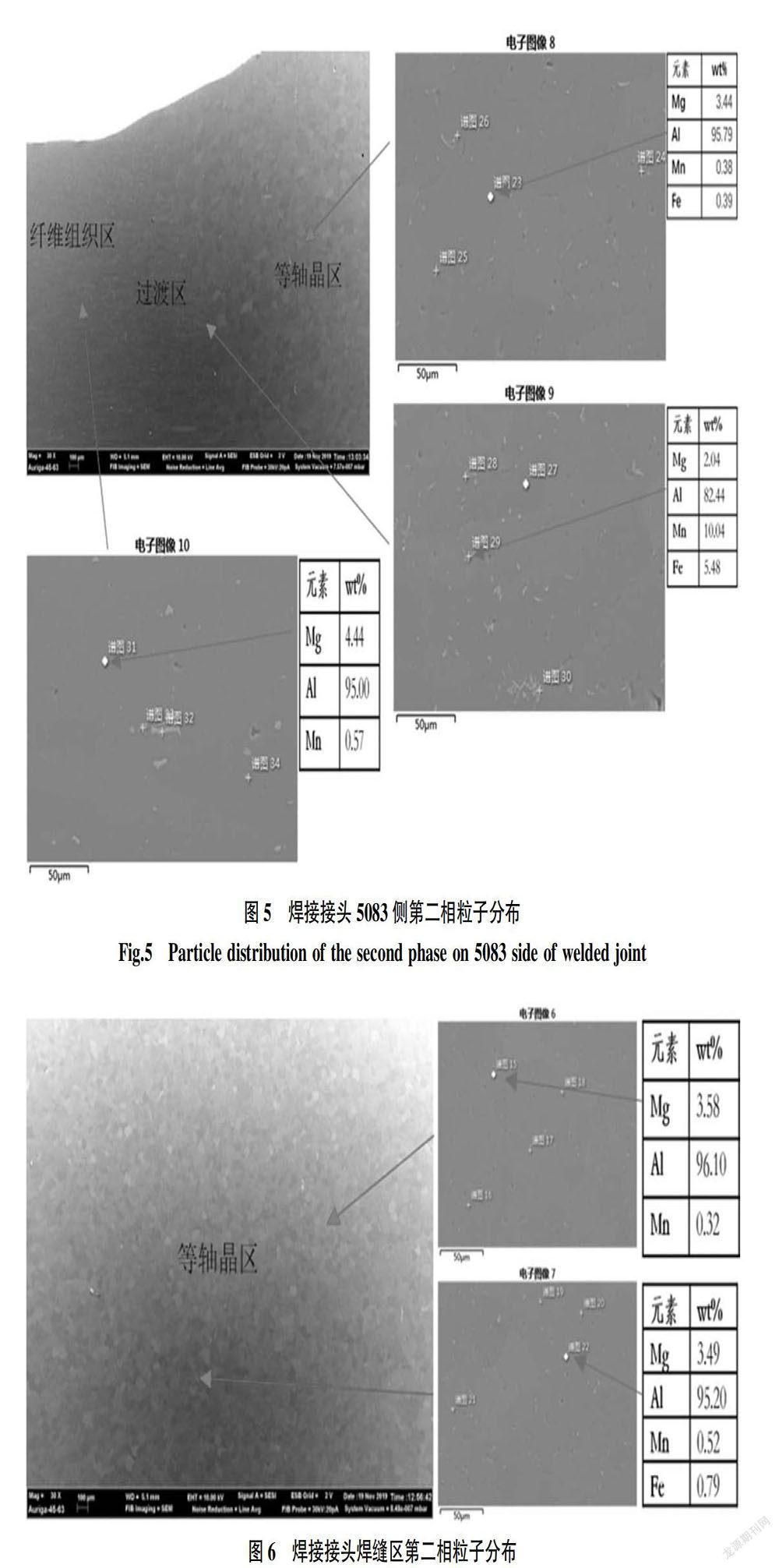
焊接接头中5083侧的表面组织及第二相粒子分布如图5所示。表面组织存在三个明显区域:纤维组织区、过渡区及等轴晶区,其中纤维组织区及过渡区对应焊接接头中5083侧热影响区、等轴晶区对应焊缝区。经能谱分析,接头表面主要存在Al6(FeMn)粒子,基体中的Mg含量从纤维组织区到等轴晶区呈逐步减少趋势。
焊縫区微观组织及能谱图如图6所示。由图6可知,焊缝区的晶粒主要是合金重熔之后形成的等轴晶。第二相粒子均匀弥散地分布在试样表面,能谱分析表明这些第二相主要为Al6(FeMn)粒子[6]。
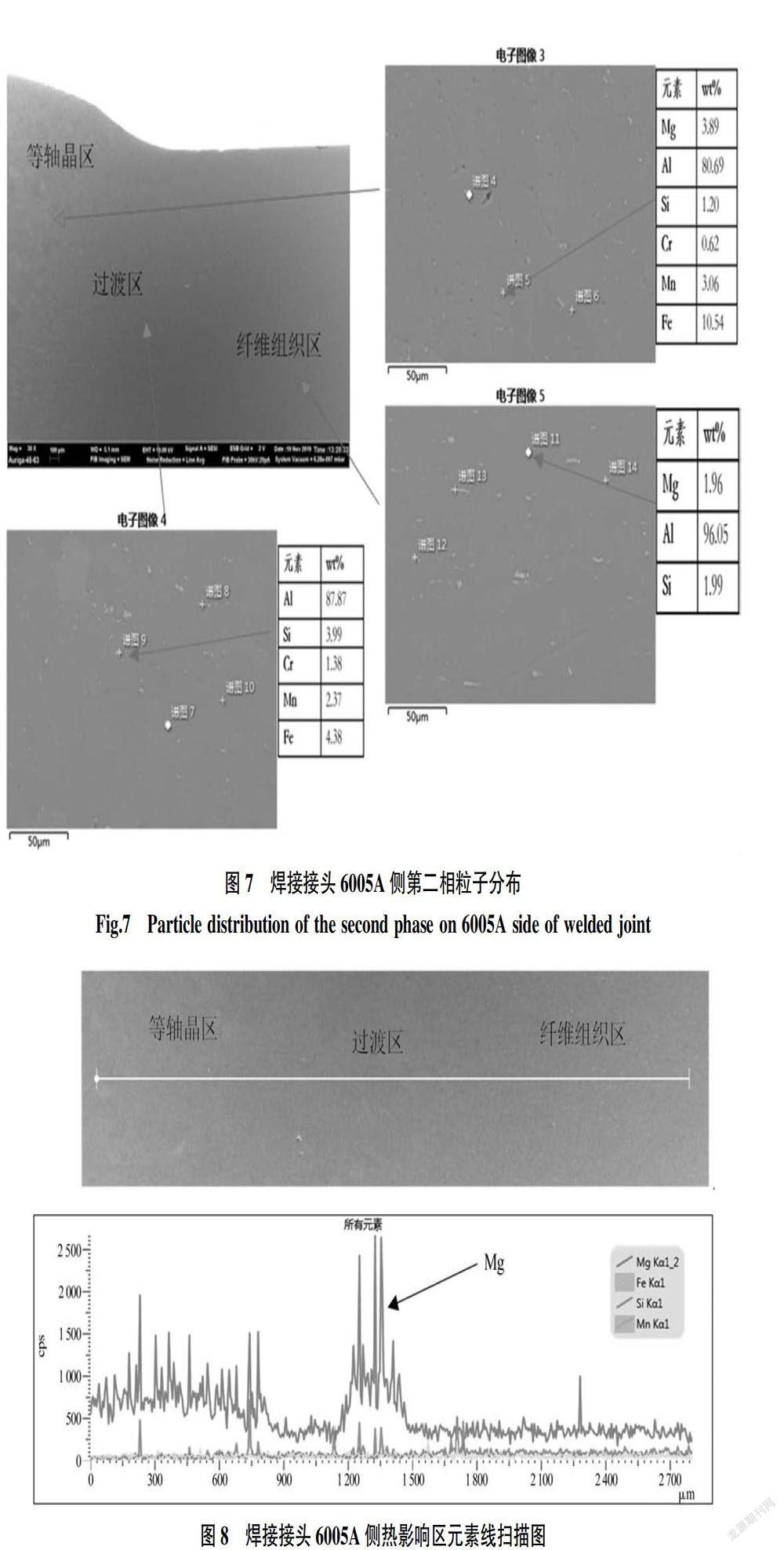
焊接接头中6005A侧热影响区表面第二相粒子分布及能谱图如图7所示。由图7可知,焊缝区的Mg含量为3.89%,过渡区的Mg含量较低,纤维组织区的Mg含量为1.96%。第二相粒子主要沿轧向分布,粒子成分为长条状的Mg2Si粒子及片块状的Al6(FeMn)粒子。焊缝区近6005A侧第二相粒子含有较高的Si与Cr。
焊接接头中6005A侧热影响区能谱线扫描如图8所示。可以看出,等轴晶区(焊缝区)的Mg含量相对较高,6005A侧热影响区Mg含量先降低后升高再降低,呈不均匀分布状态。其他合金元素除因第二相颗粒形成的峰以外,变化不明显。
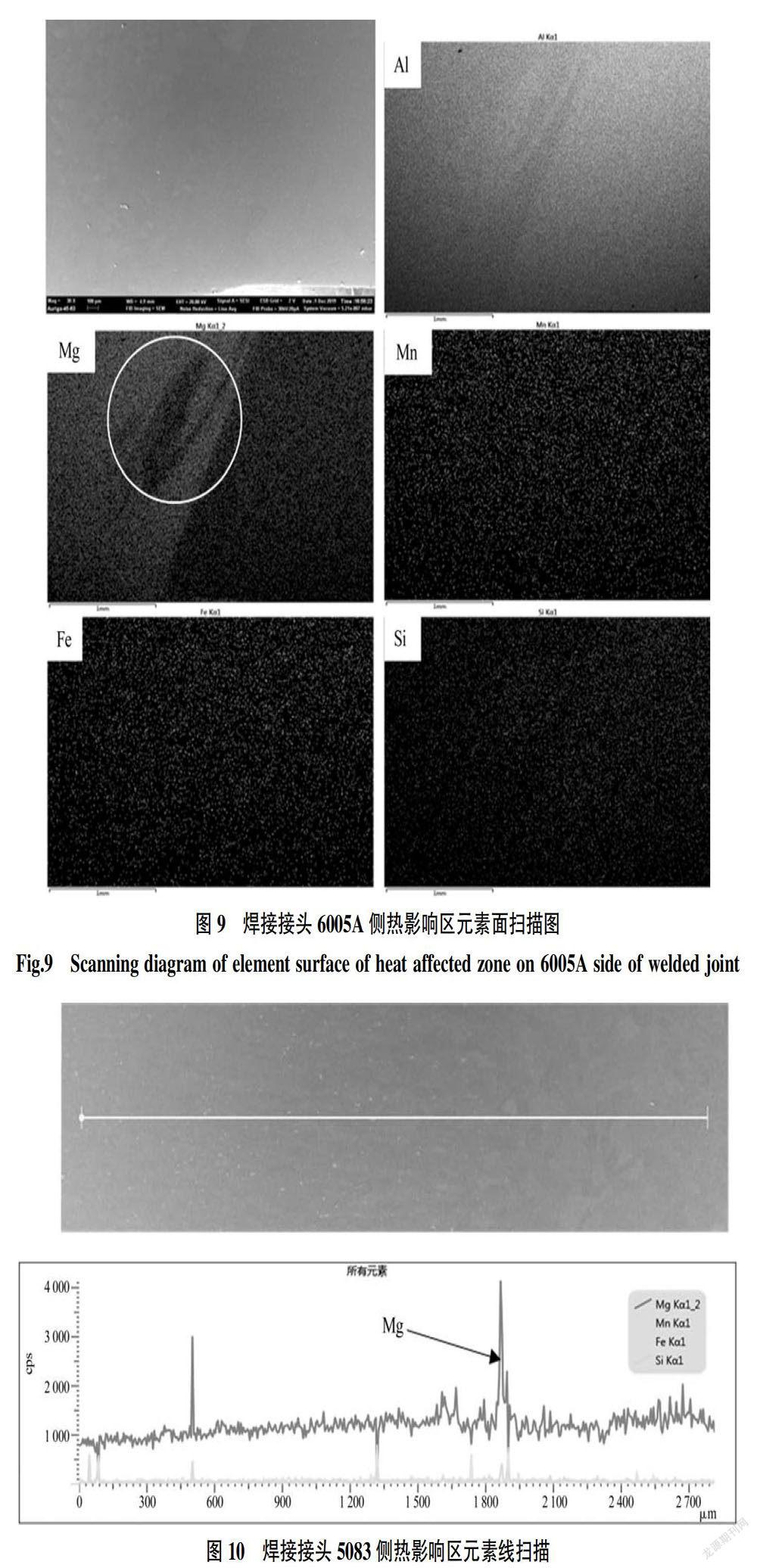
焊接机头6005A侧热影响区的元素面扫描如图9所示。接头表面Mg元素在焊缝区附近存在偏析,在一块不规则区域内Mg含量相对较低;其他合金元素如Mn、Si等含量相对较低,分布较均匀。该处偏析的形成可能与其距离焊缝中心较远、靠近6005A侧热影响区,冷却速度过快有关[7-8]。
焊接接头中5083侧热影响区元素线扫描分布如图10所示。5083侧热影响区附近除Mg2Si及其他第二相颗粒形成的峰以外,与6005A侧热影响区相比各元素变化均不明显。对试样表面各区域元素进行定量分析发现,等轴晶区的Mg含量为3.8%,过渡区的Mg含量为4.22%,纤维组织区的Mg含量为4.29%。
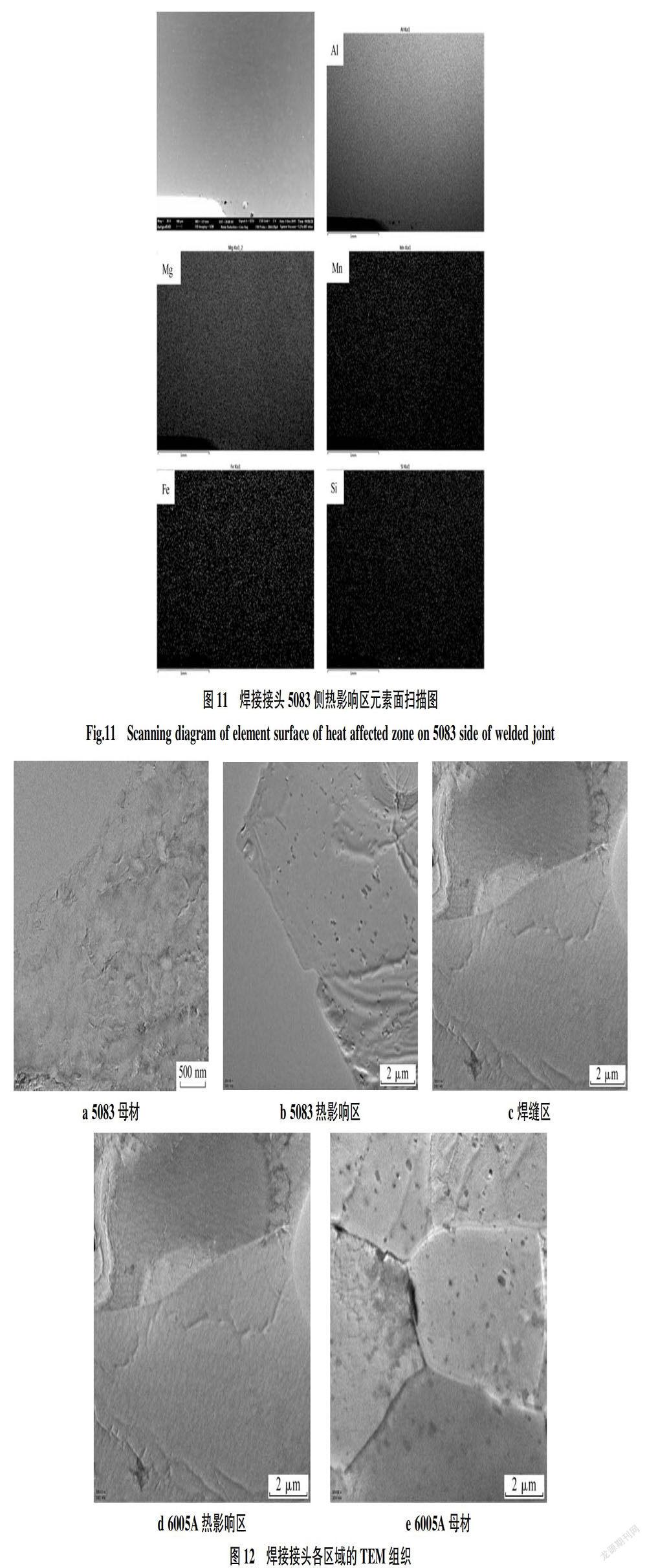
接头中5083侧热影响区的表面元素分布面扫描如图11所示,各合金元素分布相对均匀,未观测到明显偏析现象。
2.3 透射电镜组织
6005A-5083焊接接头各区域的TEM组织如图12所示。受轧制强烈变形影响,5083基材区的组织内部位错、亚晶衬度较高,未观测到明显的第二相粒子。5083热影响区组织较母材区更加平直、清晰,位错密度降低,大量200 nm左右的短棒状粒子均匀分布于晶内。在焊缝区,晶界相对平直,晶粒内部第二相颗粒相对较少。从焊缝区过渡到6005A侧热影响区,可以观察到组织内部出现大量的针状与长棒状第二相。在6005A母材区域,晶粒内部及晶界存在大量椭球状或长径较小的短棒状第二相。
2.4 硬度
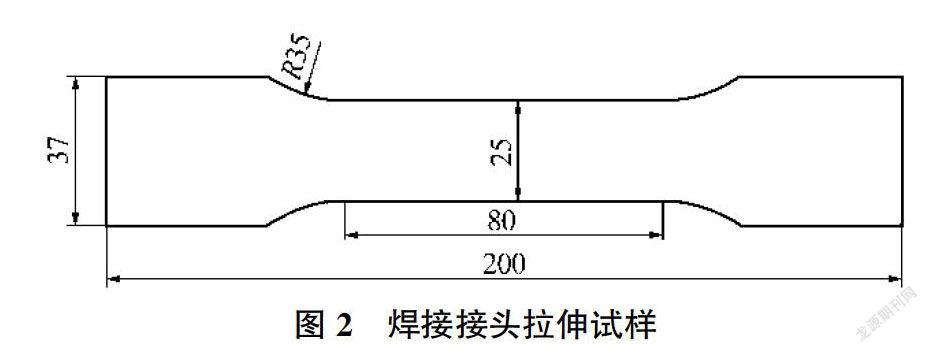
6005A-5083铝合金焊接接头的硬度分布曲线如图13所示。由图13可知,5083铝合金基材硬度约为85 HV,6005A基材硬度约为100 HV。焊缝区的宽度约为10 mm。焊缝中心到5083铝合金基材位置的距离较短,约为10 mm,即5083侧热影响区较窄;而焊缝中心到6005合金基材位置的距离较长,约为35 mm,即6005A侧热影响区较宽。此外,焊缝区及热影响区的硬度与基材相比均有明显降低。需要注意的是,6005A-5083铝合金焊接接头在焊缝中心到6005A侧区间出现了一个明显的软化区,软化区的形成可能与该区域Mg元素含量较低有关,形成的强化相Mg2Si粒子相对较低。试样表面的硬度先下降至软化区处,随后逐渐恢复到基材水平。而焊缝中心到5083侧由于距离较短,软化区不明显[9-10]。
5083基材区、5083热影响区、焊缝区、6005A热影响区、6005A基材区的ICP测试结果如表1所示。焊缝区的成分不同于5083或6005A,其成分主要为:Al-3.45Mg-0.33Mn-0.19Si。Mg含量从5083区域到6005A区域呈一定的下降趋势。
2.5 室温拉伸性能
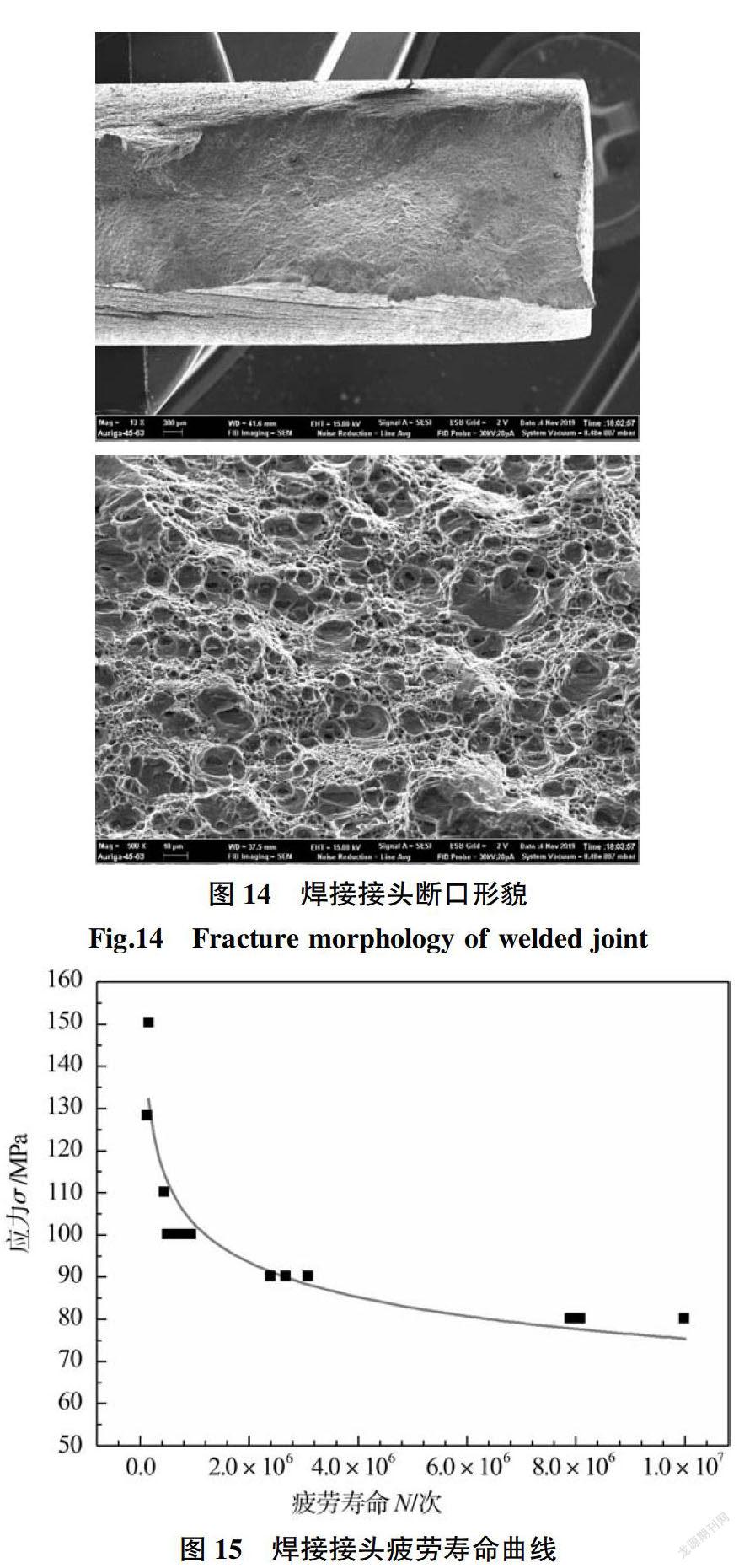
6005A-5083铝合金焊接接头的室温拉伸性能结果如表2所示。由表2可知,焊接接头抗拉强度为181 MPa,屈服强度为115 MPa,伸长率为7.2%,主要的断裂区域为6系热影响区,推测6系热影响区为该焊接接头的力学薄弱环节。室温拉伸后的焊接接头断口形貌如图14所示,断口表面凹凸不平,起伏较大,试样韧性良好。将其放大后,在试样表面观察到大量韧窝,为韧性穿晶断裂特征。
焊接接头的疲劳寿命曲线如图15所示。由图15可知,焊接接头在高应力水平下的寿命值较为分散,而在低应力条件下寿命则较为集中。通过拟合可知,1 000万次条件下的疲劳极限强度不低于75 MPa。
3 结论
(1)6005A-5083铝合金氩弧焊焊接接头宏观无缺陷,焊缝组织未见异常,仅在6005A侧熔合区附近存在一定的Mg元素偏析。
(2)焊接接头的抗拉强度、屈服强度及伸长率分别为181 MPa、115 MPa、7.2%。断口呈现韧性断裂特征。
(3)焊接接头焊缝区、5083热影响区、6005A热影响区宽度分别约为10 mm、10 mm 和35 mm。显微硬度上存在明显的软化区,6005A侧熔合区为较薄弱环节。
(4)焊接接头的疲劳极限强度不低于75 MPa,在此应力水平下该焊接接头疲劳寿命可以达到107次。
参考文献:
[1] 刘锡权. 轨道交通行业应用铝合金材料知识库的研究[J].城市轨道交通研究,2008,11(12):17-20.
[2] 刘静安. 6005A铝合金大型特种型材的研制[J]. 轻合金加工技术,2004(4):36-41.
[3] 盛晓菲. 6005A铝合金组织性能研究[D]. 湖南:中南大学,2012.
[4] 祁艺洋,沈长斌,许鸿吉. 6005A铝合金搅拌摩擦焊接头耐腐蚀性能[J]. 大连交通大学学报,2019,40(1):75-79.
[5] 肖静. 6005A-T6/6082-T6异种铝合金MIG和FSW焊接接头的组织及性能研究[D]. 吉林:长春工业大学,2015.
[6] 季凯,祖国胤,姚广春. 高速列车用6005A铝合金厚板的焊接工艺[J]. 东北大学学报(自然科学版),2010,31(10):1457-1461.
[7] 吕晓春,雷振,张健,等. 高速列车6005A-T6铝合金焊接接头软化分析[J]. 焊接学报,2014,35(8):25-29.
[8] 姜澜,孙泰凤. 火焰加热温度对6005A铝合金焊接接头性能的影响[C]. 沈阳:有色金属冶金及材料国际学术会议,2004.
[9] 季卫东,陈辉. 10 mm厚6005A铝合金激光-MIG复合焊接[J]. 电焊机,2014,44(9):128-132.
[10] 季凯,张静. 冷热循环处理对6005A铝合金焊接接头显微组织和力学性能的影响[J]. 中国有色金属学报,2015,25(8):2066-2074.
猜你喜欢
辽河(2022年3期)2022-06-09
中国建筑金属结构(2020年10期)2020-11-28
山东工业技术(2018年23期)2018-12-27
中学化学(2017年6期)2017-10-16
食品界(2017年7期)2017-08-24
中国高新技术企业(2017年10期)2017-06-20
中学化学(2016年12期)2017-02-05
中国机械(2014年23期)2014-10-21
城市建设理论研究(2011年28期)2011-12-31
魅力中国(2009年28期)2009-12-04
