回流焊接工艺及常见质量缺陷的改进方法
2020-09-10 00:53李恒
内燃机与配件 2020年8期
李恒
摘要:在SMT生产过程中,电路板50-60%的缺陷产生于回流焊接。回流焊传输速度的快慢、各温区的温度变化、印刷机印刷质量、贴片机贴装的精准度等因素的影响,回流焊接时常会出现一些质量缺陷,然而焊接质量的好坏将直接电子产品的可靠性和质量,因此改进完善回流焊接工艺显得尤为重要。
关键词:回流焊;焊接质量;工艺改进;温度曲线
0 引言
回流焊又称再流焊,主要是对贴片完后的锡膏印刷电路板进行回流焊接,其过程就是先将贴装好的电路板放入回流焊机进行焊接,以回流加热的方式将焊锡膏熔解,锡膏经过干燥、预热、熔化、润湿、冷却,将贴片元器件与印制板的焊盘焊接到一起的一种新型焊接技术。回流焊不仅工艺上有“自定位效应”和“再流动”的特点,而且回流焊的操作方法简单、焊接质量优良、焊接效率高、节约成本、便于实现自动化生产。回流焊工艺目前已经成为表面贴装元器件焊接的主要工艺方法。
1 回流焊温度曲线的设定
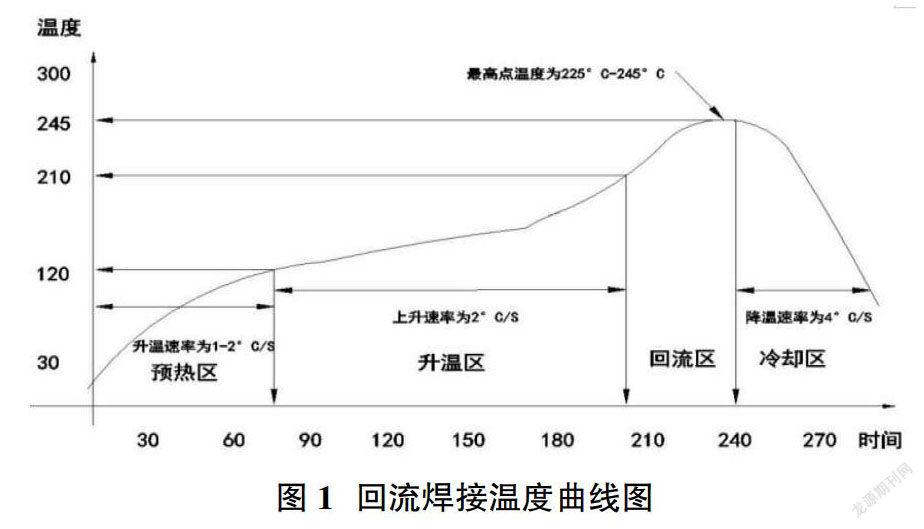
回流焊温度曲线,是指PCB板上某一点通过回流焊机时,从进入回流焊机时的起始时间开始至通过回流焊机为止,该点的温度随着时间变化而发生变化的温度曲线。通过回流焊温度曲线可以很直观的分析元器件在整个回流焊接过程中出现的各种问题,监控元器件在各个温区里的温度变化,以此保证焊接质量。回流焊机的参数设置是否合理,关系着焊接质量的好坏。回流焊温度曲线大体可以分为四个温区,依次是升温区、预热区、回流区、冷却区, 回流焊温度曲线图如图1所示。
预热区:从室温升高至 120℃左右,升温时间 60-80s,目的是对电路板上所有元器件进行预热,以达到第二温区的温度。但是,在预热过程中升温速率应控制在适当的范围内,若升温速率太慢,锡膏中的水分不能尽快挥发,若升温速率太快,则电路板预热不够充分;因此升温区温度上升速率一般设置为 1-2℃/s。
升温区:从 120℃升高至 210℃,升温时间 90-120s,目的是使电路板上大小不一的元器件的温度趋于相同,为下一步回流焊接做准备。要使大大小小的元器件温度趋于一致。首先,加热时间应足够的长,使所有元器件受热均匀;其次,温度不能高于锡膏熔点温度,保证锡膏中的水分完全挥发。将升温区的温度控制在在 120-210℃之间,上升速率低于 2/s,使电路板中每个点的温度趋于恒定,使电路板上所有元器件在进入回流焊接区之前温度趋于一致。在这一区域若设置时间过长或者稍短,焊接完成后容易出现虚焊、锡珠、气泡等现象,影响回流焊接质量。
回流焊接区:从 210℃升高至 245℃,回流时间30-40s,目的是使电路板焊盘上的锡膏受热融合与元器件进行润湿,完成回流焊接。在此区域需要考虑一个重要因素即助焊剂的作用,且助焊剂的助焊效率、粘度及的表面张力都与温度有关。若回流焊接区温度设置过高,会产生一系列问题,比如电路板承受不住过高的温度被烧焦, 元器件失去功能等等,若回流焊接区温度设置过低,则使助焊剂达不到助焊的效果,容易产生生焊、虚焊、桥接等现象。因此温度的设置应从电路板、元器件和助焊剂三方面加以考虑,设置的合理温度,且回流焊接区尖端曲线的峰值一般设置为225-245℃,达到最高温度持续时间为10s,超过锡膏熔点温度183℃的持续时间为在 20-25s之间。
冷却区:从 245℃迅速降至 60℃,降温时间 30-40s,目的是使电路板与焊料迅速冷却,从而使焊点标准美观、达到较高的机械强度。由于焊锡膏已经熔化并充分润湿完成焊接,此时应已尽快冷却,这样将有助于形成光亮的焊点且焊点成型佳。若冷却速率慢,将吸收空气中过多的水分,从而使焊点灰暗,粗糙。因此,冷却区降温速率一般设置在 8℃/s,冷却温度低于 60℃。
在实际生产中,由于各种电路板的组装密度、所能承受的最高温度及热特性不一定完全一样。应根据元器件特性、焊锡膏的成分、回流焊机的型号等因素,合理设置回流焊温度曲线,并经过反复测量,对比试验数据和试生产来确定温度曲线。
2 回流焊接常见质量缺陷及改进方法
在生产过程中,由于回流焊传输速度的快慢、各温区的温度变化、印刷机印刷质量、贴片机贴装的精准度等因素,回流焊接经常会出现一些缺陷,常见的回流焊缺陷有锡珠、锡桥、立碑等现象。
2.1 锡珠
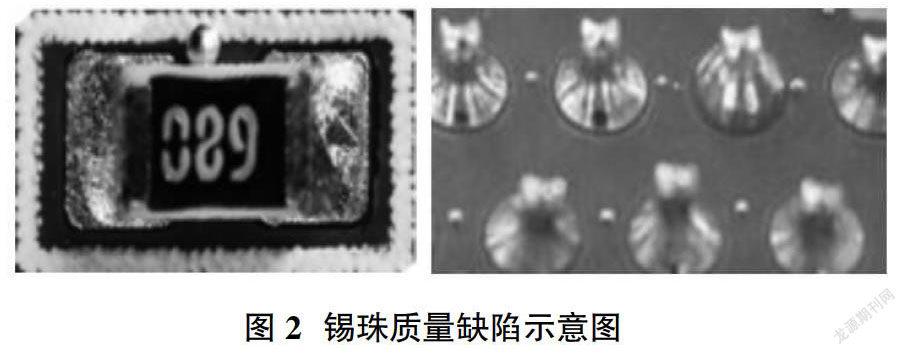
锡珠类似于焊球,只是体积小很多,锡珠一般是在焊接前锡膏因为各种原因而超出焊盘外,而焊接后独立出现在焊盘与引脚外面,未能与锡膏融合,从而形成锡珠,锡珠经常出现在元器件两侧或细间距引脚之间,容易造成电路板短路[1],锡珠质量缺陷示意图如图2所示。
2.1.1 锡珠形成的原因
①回流焊机升温区温度设置不当,若预热时间短不充分,助焊剂活性较低 不能去除焊盘和焊料颗粒表面的氧化膜,容易产生锡珠[2];若预热温度升温过快,锡膏中水汽和溶剂气化膨胀也容易产生锡珠。②钢网开口尺寸腐蚀精度达不到要求,容易造成钢网开口尺寸有毛刺,印刷后锡膏成型不佳,有毛刺或缺口;钢网太厚或者印刷压力过大,容易造成焊锡膏堆积太厚,从而影响锡膏印刷质量,当经过回流焊接时,这些毛刺或过多的锡膏就容易凝结成锡珠。③印刷电路板清洁不干净,残留有焊锡膏,经过回流焊高温后,由于残留的焊锡膏分布在焊盘周围,靠近焊盘和元器件焊端的锡膏被拉回焊接位置形成焊点,而远离焊盘和元器件焊端的锡膏逐渐向元器件中间收缩,在元器件的周围或者侧面产生锡珠。
2.1.2 锡珠的工艺改进方法
根据以上原因分析,制定如下工艺改进方法:①将预热区预热温度控制在120-150℃,温度上升速度為1-4℃/s,时间保持90s左右,其次合理优化回流焊接曲线,随着温度的不断升高,锡膏的润湿性明显改善,减少了锡珠的产生,但回流焊温度过高,容易损伤元器件、电路板和焊盘,因此选择合适的焊接温度,回流温度控制在220-245℃之间。②重新优化焊盘图案的形状和中心距离,选择合适的钢网材料和钢网工艺,调整印刷机的印刷参数,合理设置印刷压力,从而改善锡膏印刷质量,能有效降低锡珠的形成。③二次印刷的电路板,需用酒精清洗干净,并用气枪吹扫,去除电路板上残留的焊锡膏,同时严格遵照生产工艺要求进行生产,规范操作流程。
2.2 锡桥
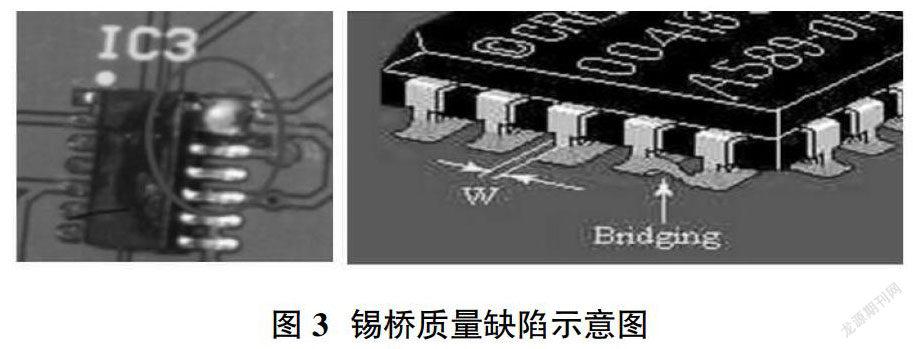
锡桥是指两个或者多个焊点出现搭桥或连锡现象,使得电路出现短路,对电路板的功能造成严重影响,有时会因为短路二而烧坏电路板或仪器。一般钢网的开孔尺寸偏大、印刷时连锡、焊料过多,焊锡膏在熔化时,多余的焊料不能拉回到焊盘位置,在相邻引脚之间形成錫桥,其锡桥示意图如图3所示。
2.2.1 锡桥形成的原因
①选取焊锡膏时,焊锡规格或者质量有问题,是锡膏流动性变差,锡膏印刷时,造成焊盘连锡,经过回流焊接后,形成锡桥。②钢网的开孔尺寸偏大、钢网模板尺寸偏厚和印刷压力过大,印刷时易造成锡膏过量或者锡膏成型坍塌,回流焊接后,由于过多的锡膏熔化、流程,溢出焊盘之外,引脚间距较小或者焊点密集处,容易形成锡桥。③回流焊接时,升温区温度上升速度较快、时间较长,焊锡膏内部的助焊剂就会快速挥发出来,便会出现细间距引脚润湿不良,临界焊膏量减少,容易引起桥接现象。
2.2.2 锡桥的工艺改进方法
根据以上原因分析,制定如下工艺改进方法:①根据不同的电路板和焊接要求,选取合适的焊锡膏,规范焊锡膏的使用和存储要求,锡膏的存储温度(冷藏):5-10°C,锡膏开封后,原则上应在48小时内使用完,锡膏置于钢网上超过30分钟未使用时,应重新用搅拌刀搅拌后再使用。②选择合适的钢网开孔尺寸和钢网模板尺寸厚度。其次,印刷压力过小,印刷不干净,印刷压力过大,又容易造成锡膏坍塌,因此需合理设置印刷机的印刷压力。③合理设置回流焊升温区温度,将升温区温度控制在 120℃至 210℃之间,上升速率低于 2℃/s,升温时间 90-120s,保证锡膏在焊接温度区域的流动性和润湿性,减少细间距器件中的锡桥的产生。
2.3 立碑
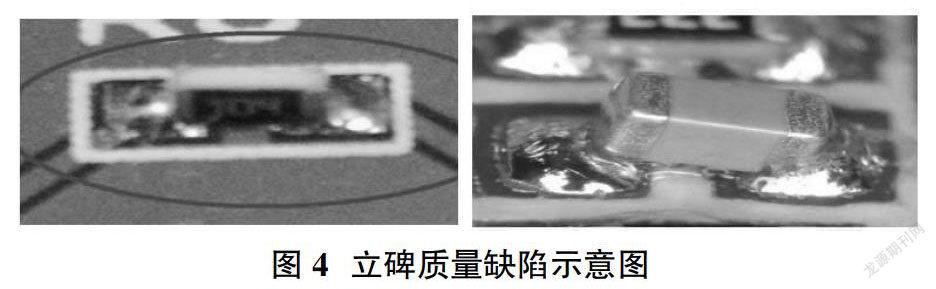
此种缺陷经常发生在贴片元器件上,立碑一般是在元器件急速加热时发生的,如果元器件两端点温度不平衡,存在温差,或者放入加热时一端先受热,这样的话,焊盘一端的焊料完全熔融后获得良好的湿润,而另一端的焊料未完全熔融而引起湿润不良,这样就容易形成了元器件的翘立[3],此种现象称为立碑。因此,在焊接是时要注意放入的方法、时间和温度,让加热形成均衡的温度分布,避免立碑的产生,立碑示意图如图4所示。
2.3.1 立碑形成的原因
①贴片机贴装精度不够,贴装时元器件产生了偏移且大于允许值的15%,在回流焊接时由于锡膏熔化而造成表面的拉力不一样,拉力较大的一端拉着元器件沿其底部旋转,容易产生立碑现象。②回流焊机风速设置过大,回流焊机内的高温是通过热风形式产生的,当锡膏熔化后,由于风速过大,把质量轻、体积小的元器件吹动移位,形成了元器件的翘立,而产生立碑现象。③焊盘尺寸设计不合理,阻容元器件焊盘不对称,引起印刷的锡膏量不一致,焊盘较小的一端对温度响应快,其焊膏易熔化,在表面张力的作用下[1],将元器件拉直竖起,焊盘较大的一端则相反,因而产生立碑现象。④回流焊回流区温度设置不合理,当回流温度设置较低、回流时间短时,锡膏熔化不充分,元器件两端不能同时完全的熔化,因此产生立碑现象。
2.3.2 立碑的工艺改进方法
根据以上原因分析,制定如下立碑工艺改进方法:①调整贴片机的贴装精度,减少元器件的贴装偏移量,避免产生较大的贴装偏差,对于少数元器件贴装精度超过允许值的15%的元器件,需人工矫正后,再过进行焊接,大面积元器件贴装精度超过允许值的15%的元器件,需洗板后重新贴装。②减小回流焊机的风速和传送带的速度。③重新设计焊盘的尺寸,确保焊盘图形的形状与尺寸符合设计要求。④合理设置回流焊回流区温度,将升温区温度控制在210℃至245℃之间,回流时间30-40s,目的是使电路板焊盘上的锡膏受热熔化与元器件进行完全润湿,使元器件每个焊盘的表面张力平衡,减少立碑现象的产生。
3 结束语
随着表面组装密度的提高和表面贴装技术(SMT)快速发展,电子产品也不断趋向小型化、集成化,表面贴装元器件的焊接质量和焊接工艺,越来越引起人们的重视。本文阐述了回流焊温度曲线对焊接质量的影响,列举了几种常见焊接质量缺陷的形成原因和改进方法。但是回流焊接工艺是一项系统的研究,每一种焊接质量缺陷,其产生的原因有很多,任何一个材料特性的改变或工艺参数设置不当,都有可能造成潜在的焊接质量缺陷。因此在实际生产中,需要具体问题、具体分析,不断改进完善回流焊接工艺,从而提高回流焊接质量,保证产品的合格率,提高电子产品的可靠性和产品质量。
参考文献:
[1]史建卫.回流焊工艺中常见缺陷及其防止措施[J].电子工艺技术,2011,32:1.
[2]王金芝.再流焊常见缺陷的成因及解决办法[J].电子工艺技术,2003,24:3.
[3]朱桂兵.基于回流焊温度曲线优化预防缺陷的研究[J].金属铸锻焊技术,2011,10.
猜你喜欢
山东工业技术(2016年23期)2016-12-23
求知导刊(2016年30期)2016-12-03
成才之路(2016年33期)2016-11-19
上海医药(2016年3期)2016-03-23
中国高新技术企业(2015年8期)2015-04-13
中国高新技术企业(2015年11期)2015-03-27