
基于PLC的工业危废处理-灰渣输送控制系统的设计
2020-09-10 07:22侯明序
科技尚品 2020年8期
侯明序



摘 要:时代的不断进步,经济的不断发展,使我国的工业行业进入了快速发展的阶段。现在的输送带,不仅帮企业节省了很多的劳动成本,而且还提高了企业的生产效率。我国的火力发电厂一般都以煤炭作为燃烧的材料,煤炭燃烧后会产生很多危害人们身体健康的气体以及灰渣,对环境产生及其恶劣的影响。所以,为了降低企业的生产成本,文章对工业危废料处理-灰渣的输送问题进行了分析研究,以期能够设计出一个基于PLC工业危废料处理-灰渣输送的控制系统,以此来帮助工业型企业降低人力成本和生产成本,响应国家保护环境的号召。
关键词:PLC控制;灰渣;输送带;系统设计;控制模块
中图分类号:X327;X70 文献标识码:A 文章编号:1674-1064(2020)08-0011-04
1 PLC控制系统概述
1.1 PLC循环扫描工作的过程
PLC就相当于工业行业中的计算机,用户可以按照其需求,通过PLC控制系统操控这些设备。而且PLC的控制功能只有在拥有用户程序的前提下,才能够完成。当PLC开始工作时,用户程序中有很多的东西都需要去实现。不过,CPU设备却不能使这些操作同步实现,只能逐一进行操作,如图1所示。但是又因为CPU的工作效率非常高,所以给人的感觉就好像在同一时间全部完成一样。人们将CPU的这种操作称为CPU对PLC系统控制设备的扫描,而且CPU每扫描一次程序,就形成一个扫描周期,然后又重头开始再进行扫描,一次又一次地重复来回扫描。这也就是为什么说PLC的扫描工作流程是循环的原因[1]。
1.1.1 自检测部分
顾名思义,自检测部分是指,系统在进行扫描时,要先扫描自己,检查自己有没有出现什么损坏,如图2所示。如果自己有哪些地方损坏了,那么故障灯就会亮起。不仅如此,还要看其损坏的程度,如果损坏不严重的话,就只是去通知工作人员,而不会主动停下正在进行的工作;但如果损坏比较严重的话,就会停下正在进行的工作,并通知工作人员。
1.1.2 输入采样部分
在输入部分,PLC就会将其所扫描到的信息储存起来。人们将PLC的这部分工作称为输入信号采样,也称为输入刷新。
1.1.3 程序执行部分
在程序执行部分,程序按照PLC顺序任务进行扫描。假设人们将程序的表现方式當作梯形图像,其总是以上下、左右的顺序扫描。扫描每条指令时,输入图像寄存器和元素图像寄存器分别读出所需的输入状态或其他元素状态,然后执行程序确定的逻辑操作或其他数字操作,最后按照PLC控制系统中的相关指令进行操作[2]。计算的结果存储在确定的输出图像区域的相关单元中,但直到整个程序执行完毕后才发送到输出终端。在这里应该特别强调的是,在元素图像寄存器中的内容存储,会随着程序的执行与变化而发生改变。
1.1.4 输出刷新部分
输出刷新部分是在所有的用户程序完成后进行的,在这一过程中,PLC的原件图像寄存器的输出图像区域将变成继电器的状态,然后PLC同时被传输到锁存器中,进行用户设备的驱动。这是PLC当前工作循环的实际操作结果输出。
1.1.5 处理外设请求部分
完成以上所说的工作,就会到达处理外设请求部分,外围设备请求干预以及硬件中断。实际上,这里所说的外围请求操作,其并不影响系统的正常运转,反而对于系统的整体运行情况有所帮助,可以提高系统的管理程度和控制程度。如果没有进行外设请求,那么系统将会进入到自动循环扫描操作的状态[3]。
在PLC的一个工作周期中,输入扫描和输出刷新的时间一样,不会轻易改变,并且其操作时间可以根据程序长度的长短而变化。但是如果从长远的角度来看,这个操作时间其实可以感知到。通用的PLC工作周期为40ms~100ms,PLC中常用的定时监视器是看门狗,这种定时监控器的原理是根据PLC的工作周期进行判别的,以没有超过一般规定时间内为依据,从而避免该程序在执行过程中出现混乱或停止运行。
1.2 PLC对输入/输出的控制系统的规则
PLC的I/O处理规则示意图,如图3所示。
“1”是输入映像寄存器的数据;
“2”是输出映像寄存器(包含在元素映像寄存器中)的状态;
“3”是输出锁存电路中的数据;
“4”是输出端子上输出状态;
“5”是程序执行中所需的输入、输出状态。
从上文就可以得出,实际上,在处理数据并执行程序的过程中,PLC并不会直接使用现场的输入信号,而只会使用和输入有关图像区域内的数据,所以在执行程序的过程中,原始的输入数据是一致的。在程序执行过程中,不能立即控制住想要控制的对象,想要真正控制住被控制的对象,就要在整个程序运行一遍之后,将被控制的对象的结果输出进行处理。这样,就可以控制住想要控制的对象。这种方法能够提高系统工作的稳定性与安全性。不仅如此,PLC在执行程序时,会先得到数据的中间值,利用中间值就可以对原始数据进行后续处理。这样的形式不仅方便提高检查效率,也可以进行相关的编程,减少误差,提高精准性[4]。
虽然PLC控制系统有很多优点,但其还不是一个完美的控制系统,其还存在很多不足之处。PLC最大的缺陷,就是在输入/输出时,会出现反应迟钝的问题。对于一些工业设备,可以有这种情况出现;但对于某些比较特别的工业设备,就不允许有这种情况出现。
2 PLC灰渣输送控制系统设计总体方案
2.1 灰渣系统的设计
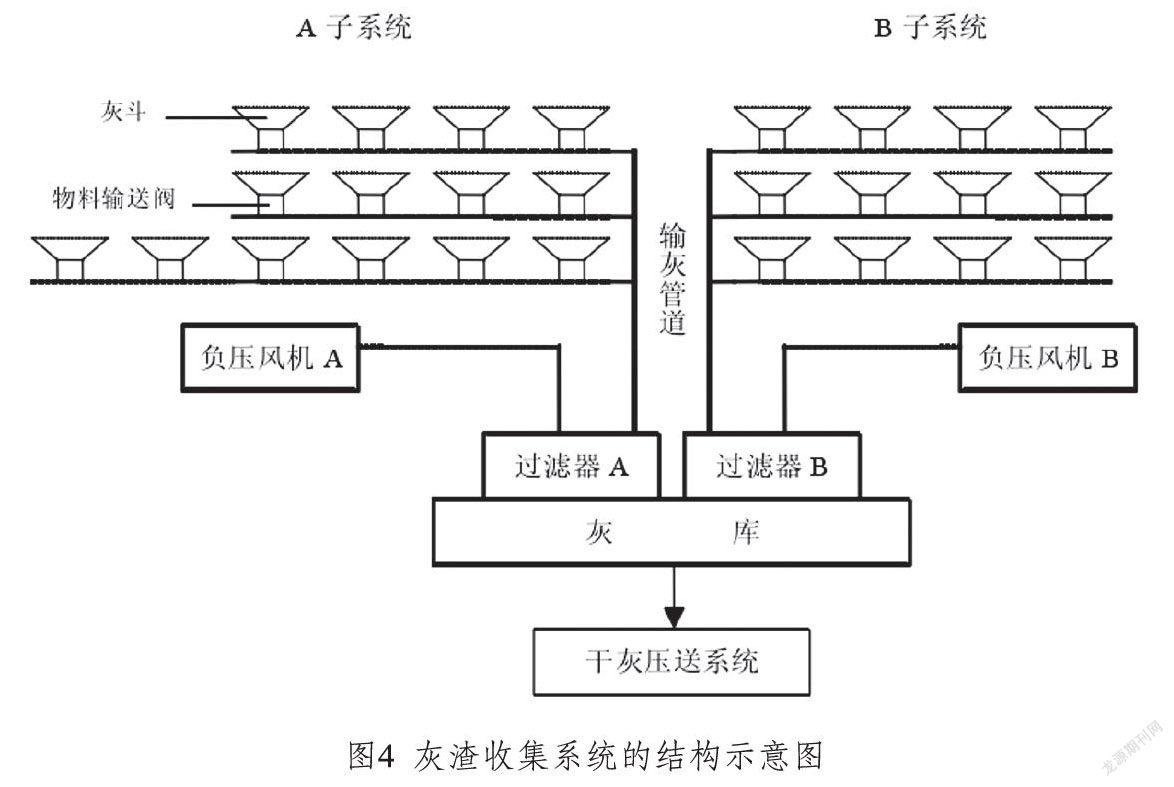
灰渣收集系统主要是收集集尘器、煤气和空气预热器里的细灰,将这些细灰传送到转灰库。转灰库主要由灰斗、过滤器、负压风机、物料输送阀等组成。负压风机是灰渣收集系统的直接动力来源。其利用了负压风机的吸气功能,使灰渣与空气混合吸入管道。负压气流由粉煤灰形成,通过管道输送。为了控制和提高系统的效率,将整个灰渣收集系统分为两套真空飞灰子系统A和B,可以独立运行,灰渣收集系统的结构示意图如图4所示。
2.2 PLC灰渣输送控制系统的设计
为了更好地实现对PLC输送灰渣的控制,除每台机组拥有一台PLC外,另外还需要一台通用PLC。灰渣的收集是由不同系统分工合作进行的,所以灰渣收集系统应该设置在机组的PLC中[5-6]。在输送灰渣的系统中,机组PLC中往往会有气泵,输送灰渣系统的监控将全部设置在公用PLC中。也就是说,公用PLC监控所有机组的工作状态。除了公共管道的开关控制以外,还需要泵和公共空气泵的操作。因此,从整个系统的角度来看,必须建立四个PLC,控制系统结构示意图如图5所示。
3 结语
文章研究工厂中的灰渣输送问题,以此来设计一个基于PLC的灰渣输送控制系统。文章详细介绍了PLC灰渣输送控制系统的设计,以期为PLC灰渣输送控制系统的设计提供一些参考。
参考文献
[1] 李鹏.电厂除灰渣及除尘PLC控制系统的优化[J].电世界,2019,60(10):44-46.
[2] 王丽君,周月娥,孙敦艳.基于PLC的电厂干式排渣系统设计[J].通信电源技术,2019,36(01):127-129,137.
[3] 周正华,顾明.新型工业灰渣混凝土空心墙板自动化生产线研制[J].科技创新与应用,2017(25):40,42.
[4] 张海富,何鹏晟,唐昊,等.国华惠电脱硫及灰渣与主机系统一体化控制研究[J].自动化博览,2014(12):80-82,98.
[5] 黄炳钎.灰渣质量倒逼法在优化发生炉煤气生产中的运用[J].轻金属,2014(04):56-58.
[6] 莫熙刚.火电厂除灰渣自动控制系统研究[J].企业技术开发,2013,32(11):81-82.
猜你喜欢
科海故事博览·下旬刊(2022年4期)2022-05-07
科技创新导报(2019年16期)2019-11-13
世界家苑(2018年6期)2018-07-23
科技创新与应用(2016年34期)2016-12-23
科学与财富(2016年18期)2016-12-22
数字技术与应用(2016年9期)2016-11-09
数字技术与应用(2016年9期)2016-11-09
科技视界(2016年22期)2016-10-18
城市建设理论研究(2014年37期)2014-12-25
