一种射频MEMS开关高平整度牺牲层的制备方法
2020-09-10 07:31高跃升薛鹏飞王俊强吴倩楠李孟委
中北大学学报(自然科学版) 2020年5期
高跃升, 薛鹏飞, 王俊强,4, 吴倩楠, 陈 鸿, 李孟委,
(1. 中北大学 仪器与电子学院, 山西 太原 030051; 2. 山西省计量科学研究院, 山西 太原 030032;3. 中北大学南通智能光机电研究院, 江苏 南通 226000; 4. 中北大学 前沿交叉科学研究院, 山西 太原 030051)
0 引 言
RF MEMS开关由于其低损耗、 高隔离、 小体积、 易集成、 线性度良好等优点, 有望取代传统的PIN或FET等微波固态开关, 在通信领域中发挥重要作用[1-3]. 常见的RF MEMS开关分为串联接触式开关和并联电容式开关, 串联接触式开关通常采用悬臂梁作为上电极, 并联电容式开关采用固支梁作为上电极[4-6]. 然而, 无论是是悬臂梁还是固支梁都是悬空结构, 在制作过程中, 其关键技术都是牺牲层的制备及释放[7-8].
常用的牺牲层材料包括SiO2、 光刻胶、 聚酰亚胺, PMMA 和金属等. 目前广泛使用的牺牲层材料是SiO2, 但是其台阶覆盖能力很差, 而且SiO2通常需要湿法蚀刻才能释放结构, 很容易发生粘连问题, 导致开关失效[9-10]. 金属是另一种常用的牺牲层材料, 但是金属作为牺牲层材料也需要湿法腐蚀来释放结构, 同样面临着粘连的问题[11-12]. 另外, 当采用金属作为牺牲层材料时, 可能发生金属原子互相扩散, 在两个金属层的界面上形成固溶体, 导致结构层的表面受到损害.
聚酰亚胺是一种合适牺牲层材料, 因为聚酰亚胺采用氧等离子体干法刻蚀来释放得到结构, 可以避免湿法腐蚀带来的一系列问题[13]. 但是, 聚酰亚胺作为牺牲层同样存在台阶覆盖率差的问题. 由于悬臂梁的加工是在牺牲层材料上实现的, 所以牺牲层材料的平坦度对悬臂梁的平整度有巨大影响. 牺牲层图形是在信号线以及驱动电极图形上加工的, 多层薄膜叠加的台阶加大了牺牲层平整度的难度. 本文以悬臂梁式开关为例, 图 1 显示了MEMS开关旋涂牺牲层时台阶处的的侧面剖视图, 如图所示, 理想中的牺牲层旋涂效果如图 1(a) 所示, 牺牲层表面平坦, 但是实际的旋涂效果如图1(b)所示, 信号线和驱动电极以及衬底形成的台阶差导致旋涂的聚酰亚胺牺牲层表面平坦度极差. 图2(a)为台阶处的正面照片, 图 2(b) 为因牺牲层平整度差而加工失败的MEMS开关上电极光学照片. 从图中可以看出, 由于牺牲层平整度差, 上电极严重变形, 开关加工失败. 因此, 如果采用聚酰亚胺作为牺牲层材料, 改善其平整度是非常有必要的.
针对聚酰亚胺牺牲层平坦化的问题, 目前合适的方法有自然平流法, 接触平坦化法以及CMP法等. 接触平坦化主要用于IC制造中介质层的平坦化, 其方法是利用具有光学平整度表面的石英压盘均匀挤压聚酰亚胺, 实现平坦化. 但是接触平坦化法在实施过程中, 胶面容易出现气泡和皱褶[14-15]. CMP法对抛光设备的精度要求很高, 而且对聚酰亚胺的材质也有一定的要求, 否者会在聚酰亚胺表面造成大量的划痕. 自然平流法最易实现, 可以较好地解决牺牲层平坦化的问题. 旋涂聚酰亚胺后自然水平放置一段时间, 利用聚酰亚胺液体本身的流动性使其进一步流平, 降低台阶差. 但是若要达到最佳效果, 自然平流法所需时间很长, 会极大地拉长加工周期. 本文针对上述问题, 通过采用改进后的自然平流法和双层牺牲层的方法, 极大地提高了聚酰亚胺牺牲层的平坦度, 缩短了工艺时间, 可以应用于MEMS开关的制作.
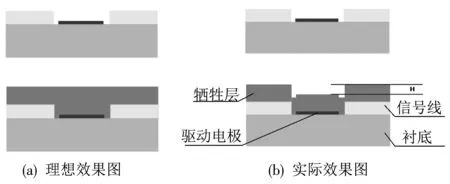
图 1 MEMS开关旋涂牺牲层侧面剖视图Fig.1 Side view of a MEMS switch spin-coated sacrificial layer
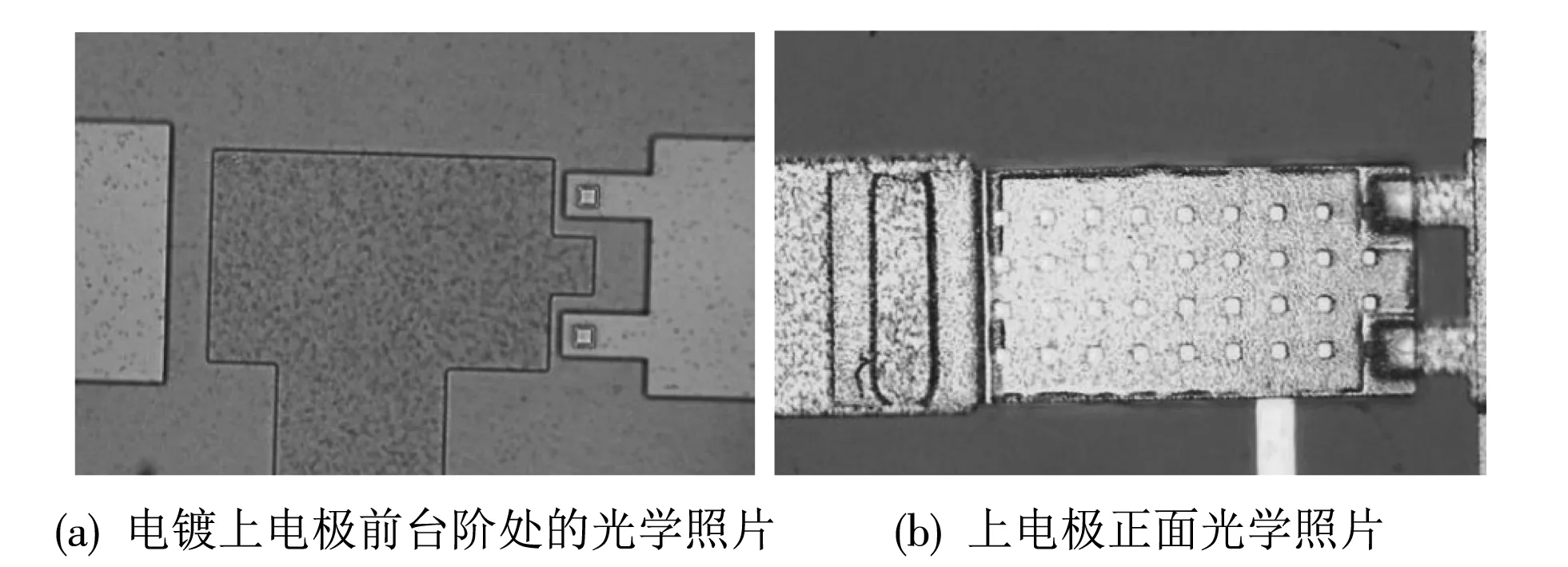
图 2 牺牲层平坦度差导致的上电极结构变形Fig.2 Deformation of the upper electrode structure caused by the poor flatness of the sacrificial layer
1 自然平流法的改进
针对自然平流法存在的耗时时间长的问题, 对自然平流法做出了改进. 温度是影响聚酰亚胺流动的重要因素, 在不同的温度下, 液态聚酰亚胺的流动速度不同. 经过多次实验, 型号为PI-306的聚酰亚胺在50 ℃时具有最佳的流动速度. 如图1(b)所示, 以信号线和驱动电极上的聚酰亚胺的台阶差H的大小作为衡量聚酰亚胺表面平整度的方法. 选择10个具有相同台阶差的晶圆(台阶高度为2.2 μm)分成AB两组并旋涂聚酰亚胺, 然后分别在不同的温度下平流不同的时间, 记录预固化之后的台阶差H的高度. 下面介绍具体实验方法.
1) 旋涂前一天将冷藏的聚酰亚胺取出并常温静置18 h以上. 旋涂前将晶圆置于氧等离子体中轰击5 min, 并在110 ℃热板加热90 s后, 立即进行旋涂. 其中氧等离子体轰击是为了增加聚酰亚胺与衬底的粘附性, 加热晶圆是为了提高聚酰亚胺的平流速度.
2) 旋涂聚酰亚胺, 旋涂参数为: 低速600 r/min, 5 s, 高速4 000 r/min, 30 s.
3) 将两组晶圆分别水平放置在密闭容器中, 其中A组晶圆常温放置, B组晶圆放置在50 ℃的鼓风烘箱中. A组晶圆1~5#分别平流1~5 d后, B组晶圆1~5#分别平流1~5 h, 然后预固化后测试台阶差H的高度.
4) 预固化, 将晶圆放入氮气烘箱中烘烤, 具体参数为: 50 ℃, 1 h; 80 ℃, 3 h; 110 ℃, 3 h.
2 双层牺牲层法
改进后的自然平流法虽然可以极大地改善牺牲层的平整度, 但是无法彻底解决聚酰亚胺作为牺牲层台阶覆盖率差的问题, 台阶差H仍然存在. 为了进一步解决这一问题, 在改进的自然平流法的基础上, 又采用了双层牺牲层的方法. 其原理就是在聚酰亚胺牺牲层下凹处再旋涂光刻胶作为另一层牺牲层, 以达到提高牺牲层平整度的目的. 具体工艺流程如图 3 所示, 各步骤如下:
a) 准备晶圆;
b) 旋涂聚酰亚胺, 平流并预固化;
c) 刻蚀开关锚点通孔, 固化聚酰亚胺;
d) 旋涂AZ5214光刻胶;
e) 光刻、 显影, 保留下聚酰亚胺下凹处的AZ5214光刻胶, 作为第二层牺牲层;
f) 溅射种子层;
g) 以AZ4620光刻胶作掩模, 电镀开关上电极;
h) 释放牺牲层得到开关.
第二层牺牲层选择型号为AZ5214的正性光刻胶, 这是一款薄胶, 胶厚合适. 聚酰亚胺牺牲层的释放方法为氧等离子体干法刻蚀, 氧等离子体同样可以干法刻蚀AZ5214, 甚至刻蚀速率更快. 而且聚酰亚胺固化后性质稳定, 不与酸碱反应, AZ5214显影过程中采用的碱性显影液也不会对聚酰亚胺造成影响. 这样采用AZ5214作为第二层牺牲层能够与聚酰亚胺的制备工艺兼容.
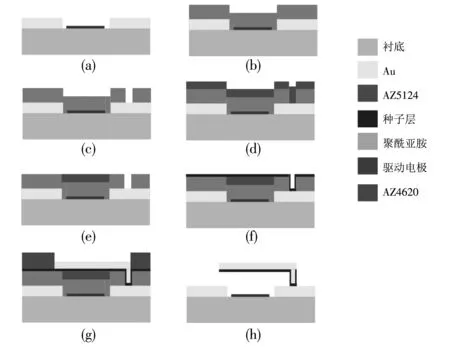
图 3 双层牺牲层工艺流程Fig.3 Double-layer sacrificial layer process
3 结果与讨论
对自然平流法改进后的实验结果如图 4 所示, 自然平流法可有效改进聚酰亚胺的平整度, 台阶差H的高度从2 μm降低到了1.2 μm, 减小了将近一半. 但是常温平流达到最佳效果需要5 d, 而 50 ℃ 时达到最佳平流效果只需要4 h, 极大地提高了聚酰亚胺的流动速度, 缩短了聚酰亚胺平流的时间.
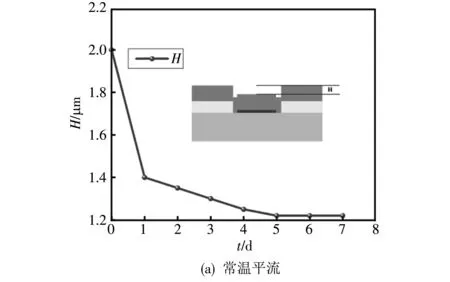
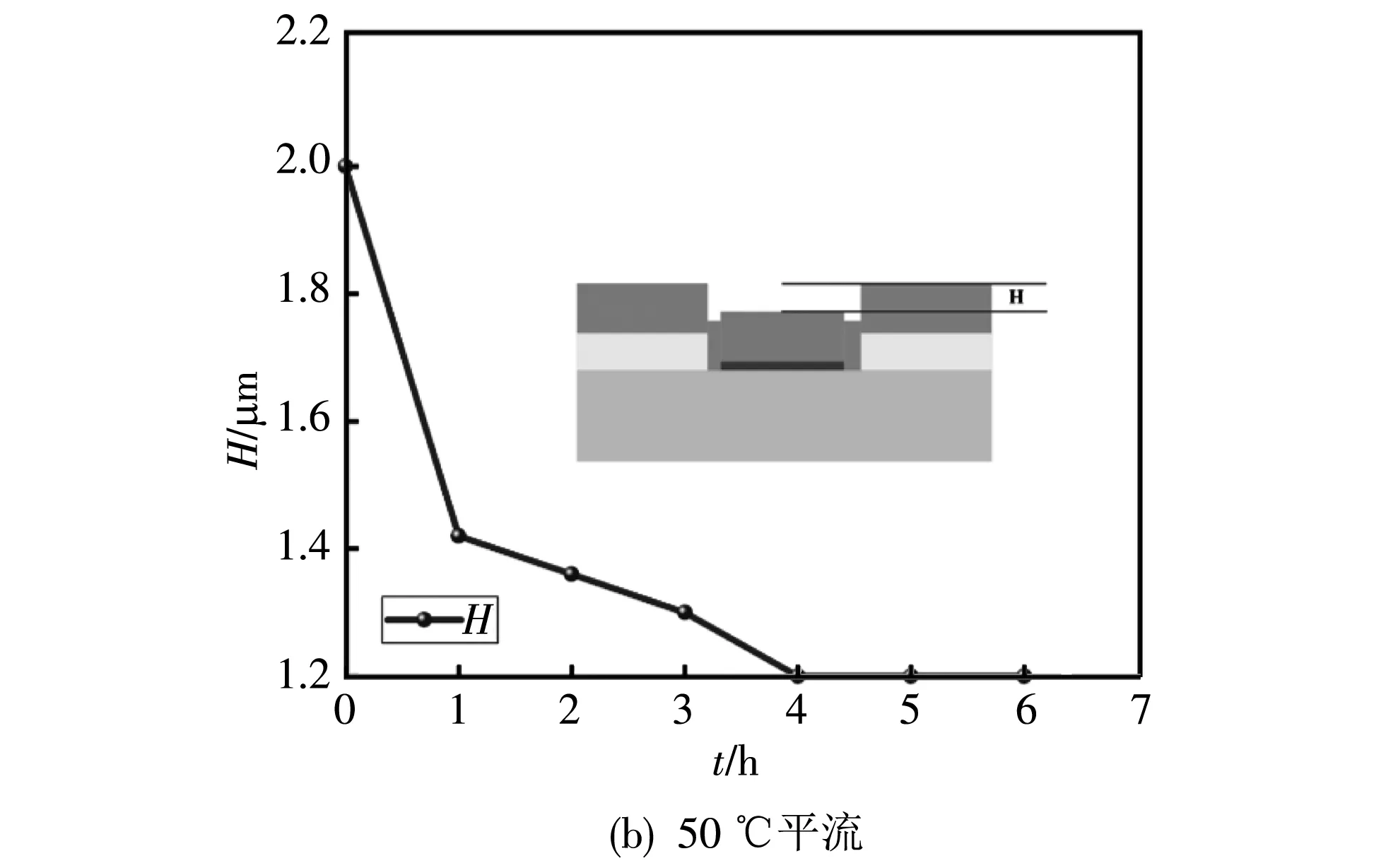
图 4 台阶差H与平流时间的关系图Fig.4 Relationship between step difference H and advection time
合适的温度只能缩短聚酰亚胺的平流时间, 并不能提高平流效果, 最终两者台阶差H的高度几乎相同, 这是由聚酰亚胺本身的特性所决定的.
在采用双层牺牲层法时, 上层光刻胶的胶厚必须与聚酰亚胺下凹的高度相同, 这样才能确保牺牲层的表面平整. 而决定光刻胶胶厚的重要参数是旋涂的转速及时间, 通过控制AZ5214的转速和时间来控制胶厚. AZ5214转速与胶厚的关系如图 5 所示, 旋涂时间30 s, 转速6 000 r/min时的胶厚为1.2 μm, 与自然平流后的聚酰亚胺的下凹高度相同.
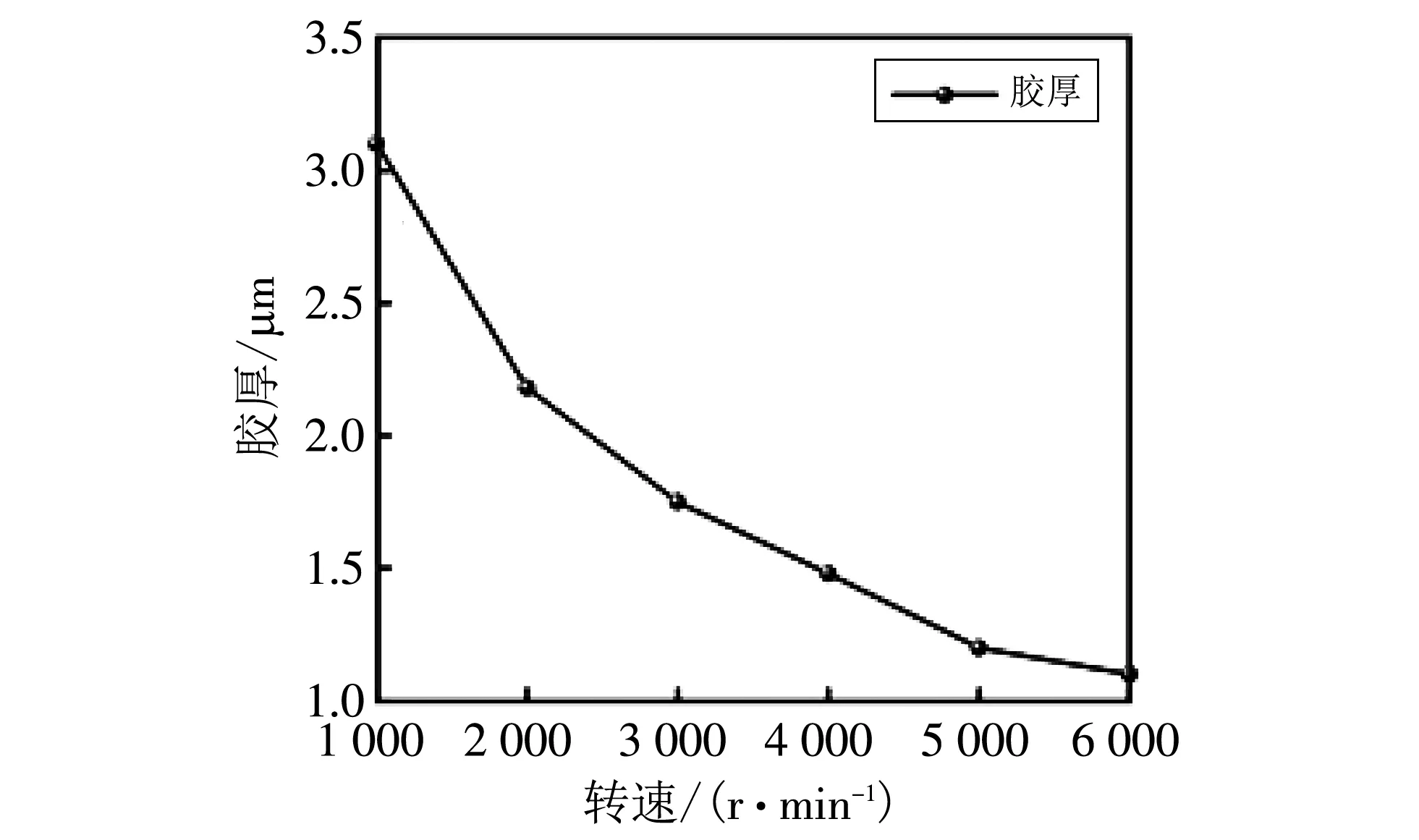
图 5 AZ5214转速与胶厚的关系Fig.5 Relationship between AZ5214 speed and rubber thickness
图 6 对比了未处理、 只用自然平流法、 自然平流法与双牺牲层法相结合三种方法处理之后上电极处聚酰亚胺的台阶差H的台阶仪测试结果. 结果显示, 自然平法可以有效缓解聚酰亚胺牺牲层台阶覆盖率差的问题, 但是无法彻底消除台阶差.
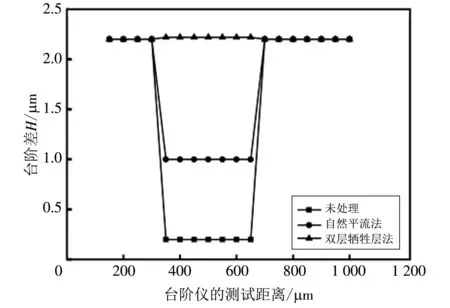
图 6 上电极处台阶差H的对比图Fig.6 Comparison of the step difference H at the upper electrode
之后再采用双牺牲层法, 台阶差H几乎已经消失, 原本下凹处甚至变得有些凸起, 这是因为旋涂的光刻胶的厚度会有一些误差, 无法真正与聚酰亚胺牺牲层下凹的深度相同.
改进后的自然平流法与双层牺牲层相结合的方法解决了因为聚酰亚胺牺牲层平整度差所导致的开关上电极塌陷的问题, 图 7 为两种方法制作出的衰减器中的悬臂梁式开关上电极的对比图. 图 7(a) 中上电极明显塌陷, 图7(b)的上电极则为一个平整度良好悬臂梁. 图 8 为牺牲层平整度良好的MEMS开关上电极悬臂梁45°角的SEM照片, 从图中看出, 悬臂梁处于悬空状态, 没有塌陷变形.
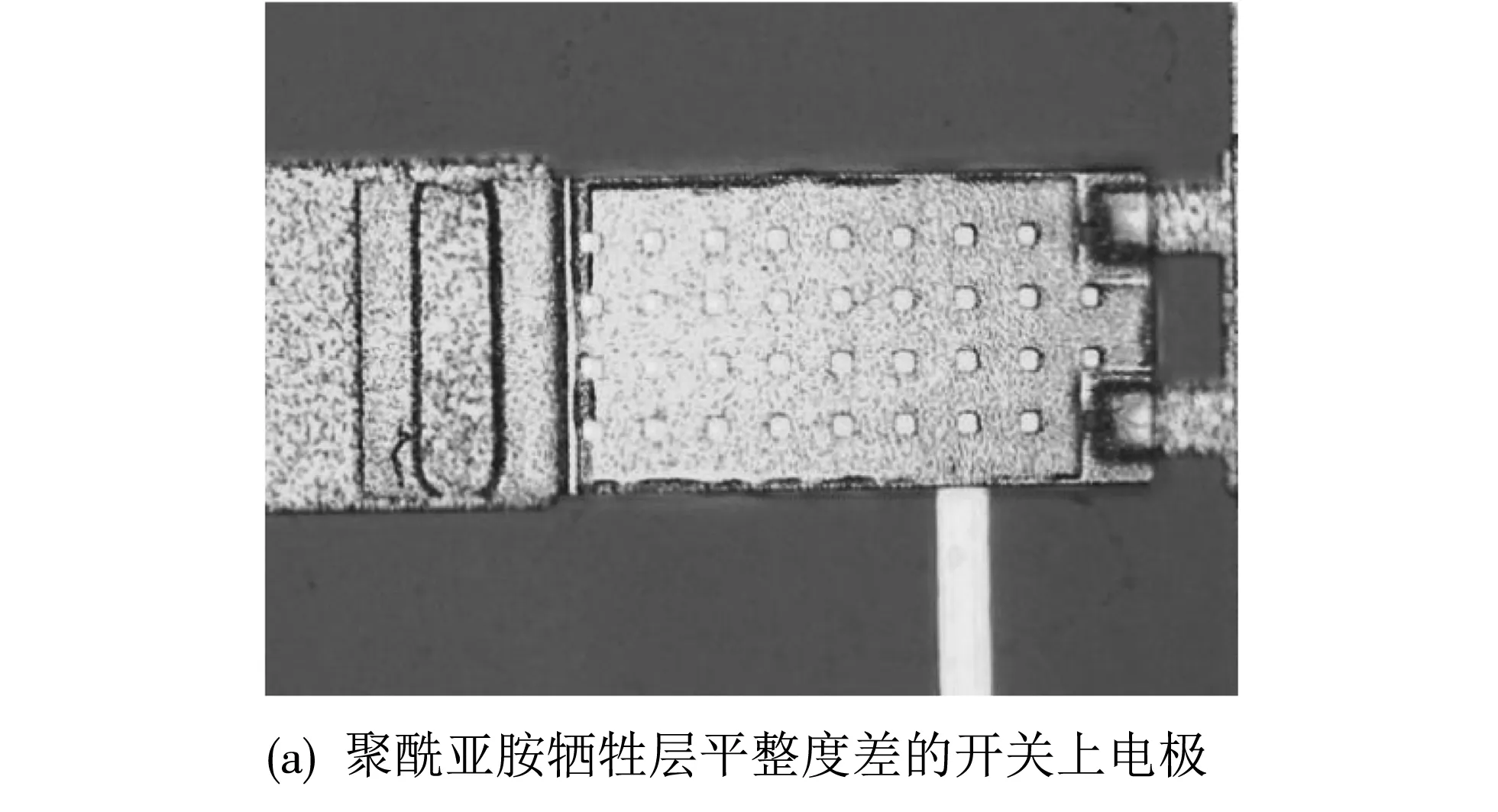

图 7 牺牲层改进前后上电极对比图Fig.7 Comparison of the upper electrodes before and after sacrificial layer improvement
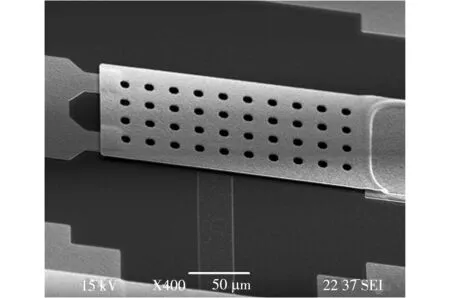
图 8 牺牲层平整度良好的上电极45°角的SEM照片Fig.8 SEM photo of 45 ° angle of the upper electrode with good flatness of the sacrificial layer
4 结 论
本文提出了一种新的提高聚酰亚胺牺牲层平整度的方法, 首先研究了温度对聚酰亚胺流速的影响, 确定了最佳温度, 极大地缩短了自然平流法所需要的时间. 接着, 在自然平流法的基础上又提出了双层牺牲层的方法, 采用AZ5214光刻胶作为第二层牺牲层, 进一步提高了牺牲层的平整度, 解决了因为牺牲层平整度差导致的开关上电极变形的问题, 为MEMS开关的制作提供了技术支持.
猜你喜欢
大电机技术(2022年2期)2022-06-05
化工管理(2022年7期)2022-03-23
昆明学院学报(2021年6期)2021-12-23
商品与质量(2021年27期)2021-11-23
新材料产业(2021年5期)2021-10-29
纺织科技进展(2021年5期)2021-07-22
鞍钢技术(2021年2期)2021-04-20
新材料产业(2019年10期)2019-12-23
现代农业科技(2017年19期)2017-11-14
股市动态分析(2017年41期)2017-11-01