大型LNG 储罐模块化施工吊装精度控制及分析
2020-09-09 01:57孙爱萍刘清涛乔新泉胡秋英
石油化工建设 2020年3期
孙爱萍 刘清涛 乔新泉 胡秋英
1.河北化工医药职业技术学院 河北石家庄 050026;2.中国化学工程第十四建设有限公司 江苏南京 210044
模块化施工是一种先进的施工技术,是为适应工程建设对于工程项目的质量、安全、进度等方面高标准要求,而形成的新型标准化管理理念。模块化施工通过在施工中引入模块作业,将高空作业的内容移植到地面来完成,以适宜的结构组合为模块单位预制组装后进行模块化吊装,既提高了工作效率,又降低了施工成本及安全风险。模块化施工技术为工程的高标准、高质量完成奠定了基础,在起重机械和运输设备大型化,以及设备和构件制造能力不断提高的推动下,模块化施工技术得以快速的发展与应用。
1 储罐模块化施工的技术特点
模块化施工是对传统施工模式的优化,其中储罐模块化施工的关键是模块结构设计的合理化程度,包括如何根据现场实际情况、道路情况、吊装能力、运输能力和焊接技术水平等确定模块的结构及安装方法,实施施工和设计图纸的深度结合;如何提高大模块预制焊接质量及吊装精度等。以某项目16 万m3/ a LNG储罐施工为例,分析储罐模块化施工中吊装精度的控制技术。
2 LNG储罐模块化施工吊装精度控制
2.1 项目概况及施工难点
某16 万m3LNG 全容积拱顶罐,由预应力混凝土外罐和钢质内罐组成。外罐主要包括拱顶、混凝土墙体、墙衬板和铝吊顶,拱顶材质为Q345D,墙里衬板材质为Q345D,铝吊顶材质为5083。内罐主要由3 层底板、12 圈内罐壁板和5 圈内罐加强筋构成。对外罐拱顶采用了模块化施工,外罐内径为82000mm,安装高度为15479mm,共由预制成形的24 块拱顶模块组成。其中大、小拱顶块各12 块,大片模块长度39220mm,宽度10617mm,重量19.2t;小片模块长度32858mm,宽度5320mm,重量9.5t;中心环直径6000mm,重量1.582t。外罐直径为82m,高度为49.405m。
模块的吊装是整个拱顶安装的难点,吊装中由于重量及受力不均引起的模块变形量过大,是影响储罐安装精度的关键。根据吊装现场情况及拱顶模块相关参数,并考虑后续吊装工作及安全上的可靠性,选用260t 履带吊车进行拱顶模块的吊装。
2.2 吊装精度控制关键技术
2.2.1 准确定位中心立柱
拱顶模块吊装之前,先安装中心立柱:使用全站仪在储罐中心区域预埋板上精确定位出立柱钢管的中心安装位置,并做标记;在储罐中心设置拱顶中心环梁支撑平台,中心立柱及斜撑焊接在预埋板上;临时立柱及斜撑设置12 块柱脚板,焊接时保证焊脚高度8mm,每块柱脚板上有4 根规格为M16×160 的膨胀螺栓;中间立柱下部统一标注距上部顶端距离,吊装落位后通过水准仪测量,调整至理论位置。
2.2.2 均布边缘支撑,确保支撑稳定
在外罐内侧预埋板上设置72 套拱顶临时边缘支撑,用于拱顶尾部受力支撑。支撑与墙体预埋件之间通过槽钢满焊固定,并在边缘支撑上对应标记出拱顶块的编号。边缘支撑均匀分布,确保支撑稳定。
校核边缘支撑稳定性。对于边缘支撑,可视其为一端固定,另一端绞支的压杆模型。拱顶重量在中心立柱和中间支撑拆除后,重量由边缘支撑承担。根据立柱横截面的工作应力、工作压力和面积,并考虑材料结构件折减系数、材料许用应力等参数,确定单根立柱稳定条件,确保立柱满足稳定性要求。中心立柱安装完成后,安装定位拱顶中心环,安装时要严格调整,确保中心环的安装方位正确。
2.2.3 合理安排吊装工艺及拱顶模块吊装顺序
拱顶模块先试吊,再进行正式吊装。拱顶模块有大块Ⅰ、小块Ⅱ各12 块。要严格按照图1 标注的顺序进行吊装。拱顶模块Ⅰ采用对称吊装,拱顶模块Ⅱ可就近吊装。
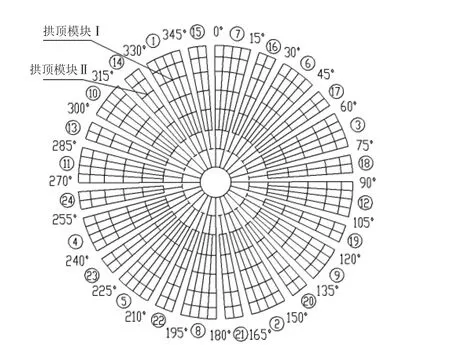
图1 拱顶模块吊装顺序
拱顶模块试吊时,先根据预设钢丝绳长度调整拱顶块,使其与安装角度基本吻合,小端略高于理论高度约300mm;吊机缓慢起钩,速度为400mm/ min;试吊时要观察地基的沉降情况和吊索具的承载情况;试吊起升高度离地面约300mm,静止5min,若无异常情况即可继续吊装,反之应立即停止吊装作业。
正式吊装就位:先将拱顶块吊起一个合适高度,装配中间立柱,拴上螺栓并拧紧;缓慢起吊拱顶块至超过混凝土墙体最上端钢筋高度至少1m 后,履带吊旋转吊臂,使拱顶块置于大致安装位置上方,并通过预先设置好的定位缆绳进行调整;当拱顶块吊至安装位置上方后,吊机缓慢落钩,速度为400mm/ min,待拱顶块距安装支撑上方200mm 时,停止落钩;通过预先设置的缆绳和手拉葫芦微调拱顶块,使拱顶块与安装角度吻合后,缓慢落钩安装拱顶块大端于边缘支撑上;然后缓慢落钩将拱顶块小端安装于中心立柱上;重心位置附近的临时支撑就位后,在两槽钢之间用千斤顶将临时支撑顶升到理论位置,并将临时立柱下方钢板与槽钢焊接固定,完成整片拱顶块安装和固定;拱顶边缘、中心及中间支撑焊接完成后,吊机方可摘钩。
2.2.4 合理布置模块吊点
根据吊装重量和吊装形式尺寸,使用260t 履带吊机进行吊装。为保证模块受力均匀,以及吊装过程中的平衡稳定,在大片拱顶模块Ⅰ上设置6 个吊装点,在小片拱顶模块Ⅱ上设置4 个吊装点,大片拱模顶块Ⅰ大端使用2 个10t 手拉葫芦,小片拱顶模块Ⅱ大端使用2个5t 的手动葫芦。手拉葫芦通过吊装带与钢丝绳连接,用于调节拱顶模块的平衡。拱顶模块吊运期间,在拱顶模块4 个角分别设置缆绳,以保持吊运行过程中拱顶模块的平衡与稳定。吊耳焊接在拱梁上,根据吊装重量和吊装形式尺寸,经过分析与平衡计算,大片拱顶模块Ⅰ吊耳位置见图2,小片拱顶模块Ⅱ吊耳位置见图3。
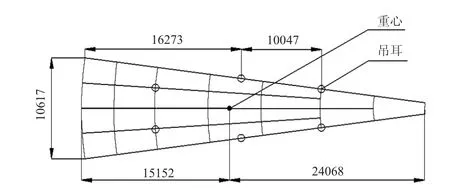
图2 大片拱顶模块Ⅰ吊耳位置示意图

图3 小片拱顶模块Ⅱ吊耳位置示意图
拱顶模块Ⅰ、Ⅱ拼装完成后,进行拱顶板安装、焊接。先焊接相邻板搭接的短焊缝,再焊接长焊缝。长焊缝由中心向外采用分段退焊的方法焊接,环向焊接接头采用分段退焊,要求焊工均匀分布,沿同一方向焊接,以减少焊接变形。
拱顶安装完成后,检查其安装精度及模块凹凸度,确保符合安装要求。拱顶块就位完毕并固定检查合格后,方可拆除卸扣与主吊耳之间的连接。
3 结语
模块化施工可缩短建设周期,有效降低施工成本,提高施工质量和工程建设项目的科技含量,促进工程建设项目向精细化、标准化建设上发展。实施最大预组装模块化,减少了高空作业工作量,降低了施工现场安全风险系数。同时,可改善作业人员的工作环境,降低人员劳动强度。储罐构件模块化施工吊装精度控制是模块化施工的关键技术,模块化施工构件结构跨度大和钢材自重是影响吊装及安装精度的关键,可通过均布支撑、合理设置吊点等措施,解决模块化施工中大跨度结构件吊装变形、就位难度大等技术问题。
猜你喜欢
化工管理(2022年14期)2022-12-02
现代国企研究(2022年5期)2022-11-13
运输经理世界(2022年2期)2022-09-20
航天制造技术(2022年3期)2022-07-15
煤气与热力(2022年4期)2022-05-23
建材发展导向(2021年14期)2021-08-23
科技研究·理论版(2021年20期)2021-04-20
佛山陶瓷(2021年12期)2021-01-03
化肥设计(2020年1期)2020-05-19
船海工程(2019年3期)2019-07-03