中石化扬子炼油改造项目焊工管理措施及效果分析
2020-09-09 01:57王政
石油化工建设 2020年3期
王 政
南京扬子石油化工工程有限责任公司 江苏南京 210048
中石化扬子石化油品质量升级及原油劣质化改造项目(以下简称扬子炼油改造项目)被列为扬子石化改造专项和江苏省重点项目。该项目共包括56 个工程建设主项,其中12 套新建装置,2 套改造装置,42 个公用工程及辅助配套项目。项目既有新建装置又有改造装置,工程建设与生产深度交叉,其中200 万t/ a 催化裂化装置(含烟气脱硫、脱硝)最高工作温度为720℃,200万t/ a 渣油加氢装置最高工作压力达18.9MPa,具有高温高压、易燃易爆的特点。同时,本项目使用合金材料、厚壁管道和高硫、临氢介质的设备、管道多,焊接工艺要求高;项目总工期为33.5 个月,施工承包商多,焊工流动性大,且焊工技术水平参差不齐;工程焊接质量控制目标要求以射线照相底片统计的焊接一次合格率95%(其中12 套新建装置申报创优为97%)以上。
以上特点决定了扬子炼油改造项目必须选用熟练的焊工和高要求的焊接工艺,并加强焊接过程控制,才能确保工程质量,为装置后续运行“安稳长满优”打下坚实基础。扬子炼油改造项目建设过程中对焊工管理采取了一系列措施,实践表明,这些措施具有可操作性和推广性。
1 质量问题原因查找
扬子炼油改造项目于当年8 月开始,56 个工程建设主项按计划开工,陆续进入焊接施工的关键阶段。施工过程中,通过实时收集以射线照相底片统计的焊接一次合格率,每周绘制焊接一次合格率曲线图(图1)进行焊接质量监控。一旦发现曲线有下降趋势,立即开展原因分析,制定整改措施,及时纠正。
图1 的横坐标是以7d 为统计周期,由图可见,合格率最低出现在8 月初,周焊接一次合格率曲线只有92.34%。累计拍片1243 张,其中合格1192 张,累计焊接一次合格率为95.90%。
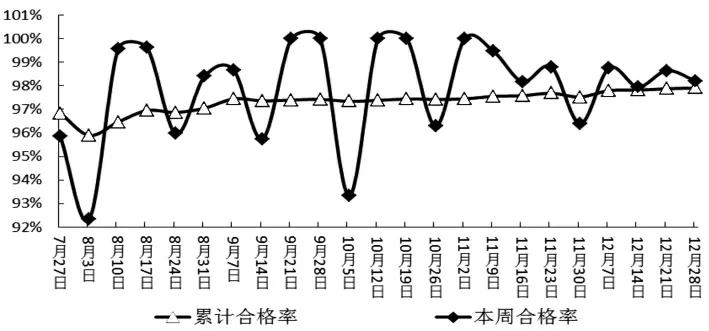
图1 扬子炼油改造项目焊接合格率曲线图(初期)
为了迅速查明焊接质量下降原因,采用帕累托图统计方法进行焊接质量缺陷分析。帕累托图作为项目管理中经常使用的工具,采用“关键的少数和次要的多数”的原理,能轻松找到主要因素。绘制的焊接质量缺陷帕累托图见图2。
图2 显示,焊接质量缺陷集中表现为气孔、未熔合、夹渣及一些如母材缺陷等其他类缺陷,共7 个类别。首先,累计频率为0~80%的主要影响因素是气孔和未熔合。进一步分析认为,气孔缺陷产生的原因是焊工在焊接作业过程中未对坡口边缘进行清洁,导致有水分、油污或锈迹残留,或者未按规范要求对焊条或焊剂进行烘干。而焊工施焊速度过快,或者焊接作业时焊工使用焊条与焊接方向夹角不当、焊接电弧偏弧则会造成一侧金属产生未熔合缺陷。其次,累计频率在80%~90%频率的次要影响因素是夹渣,主要原因是焊接作业时,焊工操作不当,焊接电流过小,焊接速度过快引起。归根结底,以上缺陷都是焊工掌握的焊接技能水平、应用焊接工艺的熟练程度不足导致的,因而造成焊接作业初期阶段焊接一次合格率波动较大、焊接质量不稳定。
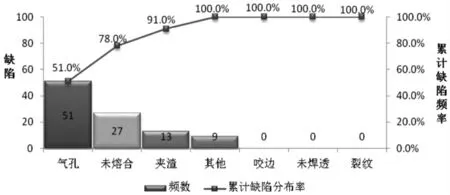
图2 扬子炼油改造项目焊接质量缺陷帕累托图(初期)
2 焊工管理措施及效果
影响焊接质量的主要因素有人、机、料、法、环5 种,其中“人”的因素最关键。由于焊工资源的市场化,焊工队伍流动性大,焊工个人所掌握的焊接技能水平参差不齐,作业时应用焊接工艺的熟练程度也有高低。因此,扬子炼油改造项目建设过程中采取了以下有针对性的措施加强对焊工的管理和控制,取得了良好的效果。
2.1 严把焊工入场关
(1) 从制度上保证工作有程序、管理有标准。项目初建即制定了《焊工准入管理规定》。
(2)焊工资质审查。鉴于焊工劳动力市场上存在焊接技能水平不高、焊接资格证做假现象,项目提前给各施工承包商“打预防针”,要求申请焊工入场考试的人员先取得技术质量监督局颁发的资格证书。然后,对资格证书进行上网查询,进一步确保证件的真实性。
(3)监督焊工准入考核机构。根据施工进度,定期走访焊工准入考核机构,对其单位资质、资源配置、管理情况、工作业绩等方面实地考察,找出存在的不足,以此保证焊工准入考核机构工作质量满足本项目管理要求。
(4)严把考核准入关。项目制定了《焊接操作技能考试纪律》,统一安排考场及考试时间;同时对焊工入关考试过程进行见证。如在常减压蒸馏装置开始进入焊接作业阶段,分包商焊工代考事件被检查发现后,当即制止并通报,要求施工承包商加强分包管理,避免发生类似事件。取得扬子炼油改造项目焊工入场证后,由施工承包商组织一道初次口测试,合格后方可正式上岗。不合格分为两种情况:第一种是试件焊缝无损检测不合格,此时允许补考一次;第二种是试件焊缝外观检查不合格,对于这样的人员一律不予补考。同时,建立《项目入场焊工发证登记表》和《焊工考试统计表》记录焊工考试情况,做到资料的可追溯性。
通过上述措施,可以筛选出合格、优秀的焊工,保证了焊接人员的资质符合法规要求,同时提高了焊接一次合格率。
2.2 严格要求焊工持证上岗
项目对焊工无证上岗一直都是“零容忍”。工程建设之初,渣油加氢总降压站电缆桥架支架焊接时,检查发现一名没有取得焊工入场资格的人员在现场进行施焊作业,当即停止其作业,同时组织施工承包商全面清查该名人员施焊的部位。通过上述严格的管理措施,使施工承包商不再心存侥幸,有效地控制住了焊工无证上岗事件的发生。
2.3 严格执行焊接工艺纪律
施工过程中,按照审查批准的焊接工艺评定和工艺卡加强焊接过程控制。日常管理时,采取施工承包商自检、监理检查、项目组巡检、质量管理部巡检“四级检查”的模式,以及施工承包商、监理单位、项目组“三级验收”模式。一旦发现焊工违反焊接工艺纪律和管理要求,记录违纪情况,违纪超过两次,立即停止其焊接工作,收缴焊工资格证;对个别严重违纪、直接影响焊接质量的焊工,立即开除。如在硫磺回收装置安装阶段,检查发现有焊工在管道承插角焊缝焊接不遵守焊接工艺卡要求,当即要求施工承包商制定纠正措施和预防措施;同时,要求监理单位加强焊接过程的检查与控制,发现违规问题及时制止和解决。
2.4 连续监控焊工技能
连续监控焊工技能状况,防止个别焊接技能水平波动的焊工影响焊接一次合格率。采用每周编报《焊工连续三周焊接拍片合格率统计表》的方法,筛选出连续三周焊接拍片合格率低于90%的焊工进行通报,并且要求施工承包商收缴其焊工资格证,停止其焊接作业。一旦使用了焊接技能不高的焊工,将会影响焊接质量。如高压加氢装置安装高峰期间,检查发现焊接技能不高的焊工在其所施焊的支管台有内凹、缩孔、未焊透、外部焊肉不饱满等焊接质量缺陷,同时该装置焊接一次合格率的波动也较大。为此,项目部对该事件进行通报和考核。通过连续监控筛选掉焊接技能水平不高的焊工,避免了因操作不当影响到焊接实体质量。
2.5 监控在岗焊工动态
项目各装置先后进入安装高峰期,现场焊接工作量不断增加,焊工需求量也相应增多。为维持好现场焊工管理秩序,项目规定入场考试合格的焊工不能自由流转,即施工承包商不得擅自雇佣已注册在其他施工项目部(含同一施工承包商的不同项目部)的入场考试合格焊工。
由于焊工劳动力市场竞争及其他因素导致焊工流动性较大。项目部为掌握焊工动态,对在岗焊工进行监控。特别是项目建设后期,坚持每周清理在岗焊工信息,并制作出《项目在岗焊工统计表》,及时掌握通过入场考试的焊工数量、离开人数及实际在岗动态,督促施工承包商加强现场焊工管理,降低焊工流失率,调整优化焊工投入情况,满足现场进度需求。
2.6 采取激励措施
施工过程中,为了持续提高焊工的劳动热情,进一步提高现场焊接质量管理工作绩效,制定了《焊接能手评比管理规定》,开展“比学赶帮超”劳动竞赛,每月对焊接施工中表现优秀的焊工进行表彰、奖励,激励焊工增强责任心、提高自身技能,确保焊接质量。
3 效果
扬子炼油改造项目从“人”的因素分析查找原因,采取针对性的措施,加强对焊工的管理和控制,减少焊接质量缺陷的发生率,确保焊接的一次合格率稳步提高,最终达到控制焊接质量的目的。图3 绘制了扬子炼油改造项目中期焊接合格率曲线图。

图3 扬子炼油改造项目焊接合格率曲线图(中期)
从图3 可以看出,中期累计焊接拍片一次合格率为97.98%,最终实现焊接质量创优目标,且曲线也未再出现较大的波动,说明焊接质量稳定在较高水平上。
通过对12 套新建装置实体质量等35 项考核评价指标跟踪量化考核,200 万t/ a 高压加氢裂化装置(焊接一次合格率98.59%)、200 万t/ a 催化裂化装置(焊接一次合格率97.98%) 和90 万t/ a 汽油吸附脱硫(S-Zorb)装置(焊接一次合格率97.89%)均荣获创建“优质工程示范装置”优胜奖。
4 结论
扬子炼油改造项目焊工管理措施采用科学统计方法、管理措施,有针对性、效果好,筛选出了焊接技能水平较高的焊工,从而降低了焊接质量缺陷发生几率,提高焊接效率,减少返修率和施焊成本,实现了焊接质量创优目标,采取的措施具有可操作性和推广性。
猜你喜欢
商品与质量(2021年43期)2022-01-18
江苏船舶(2021年4期)2021-09-28
经营者(2021年12期)2021-07-26
科学与财富(2021年27期)2021-03-01
劳动保护(2020年8期)2020-09-28
石油沥青(2020年1期)2020-05-25
作文周刊·小学四年级版(2018年21期)2018-09-06
骏马(2018年3期)2018-07-31
连环画报(2015年8期)2015-12-04