
从专利申请量看黄酒领域技术发展趋势
2020-09-07 09:14国家知识产权局专利局专利审查协作广东中心
食品安全导刊 2020年21期
□ 李 莎 国家知识产权局专利局专利审查协作广东中心
黄酒是我国特有的传统酿造酒,至今已有几千年的历史,黄酒酿酒技术独树一帜,是世界三大酿造酒中最具东方酿造特色的典型代表和楷模[1]。本文简要梳理了黄酒的发展概况,并针对黄酒领域的专利数据进行了简单的研究分析,主要涉及专利申请量的分析,以大体了解黄酒领域的专利发展趋势。
1 国内黄酒制备相关申请的年申请量分析
图1是1986年至2016年国内黄酒制备相关申请的年申请量对比图。从图中可以看出,黄酒的制备的发展可以分为以下几个阶段。
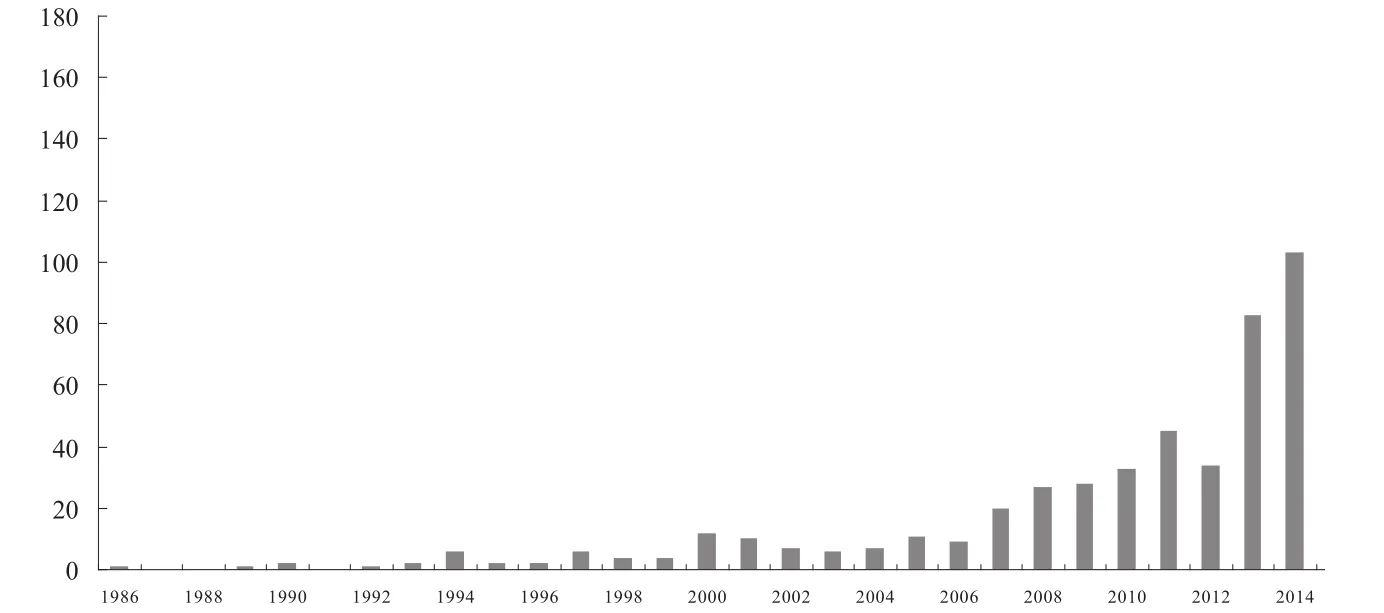
图1 国内黄酒制备相关申请的年申请量对比图
1.1 第一发展阶段:萌芽期(1986—1999年)
从1986年到1999年,涉及黄酒制备的专利申请量很少,处于缓慢的萌芽阶段,这与当时国内领域发展水平局限、科研水平有限以及专利制度仍处于一个相对较低的水平有关。早期的专利申请多为黄酒制备原料的调整,如CN86100137A,将谷物用气流式或挤压式膨化机膨化,谷物膨化后,提高了淀粉的α化程度,该操作可省略使淀粉糊化的步骤,有利于酶的糖化;谷物的膨化是瞬间完成的,谷物可以为酵母生长提供丰富碳源、氮源以及生长素的可溶性糖、氨基酸和维生素被保存下来;另外谷物在膨化过程中,由于受高温高压的灭菌作用,脂肪减少较多,有利于减弱发酵过程中的酸败,用膨化后的谷物作为原料来制备黄酒,可有效改善黄酒的风味[2]。
1.2 第二发展阶段:缓慢发展期(2000-2006年)
从2000年到2006年,涉及黄酒制备的专利申请量逐步开始小幅度增长,但数量仍然较少。该阶段的研究仍以黄酒制备原料的多元化为主,逐步开始在制备原料中加入果蔬或中药原料,如CN1389558A,以红景天或红景天浸提液与能转化为酒精的原料(米、麦、玉米、淀粉和糖等淀粉质原料)、酵母、酶制剂以及发酵助剂一起发酵制作黄酒[3]。CN1556184A采用水果、糯米作为生产黄酒的主要原料,发酵过程采取低温发酵,水果中的维生素、碳水化合物和无机盐及有机酸尤其是维生素C等营养成分可有效得到保存[4]。另外,该阶段还出现了对黄酒制备工艺的改进研究,如CN1435479A利用多种生物酶酿造黄酒,用α—淀粉酶、纤维素酶、中性蛋白酶和糖化酶处理原料,原料经过酶解后加入麦曲粉和根霉小曲粉及活性干酵母发酵30天,最后经热凝冷滤处理,上述处理流程可提高糖化能力,从而进一步提高出酒率,使用黄酒活性干酵母减去了酒母培养工序,该工艺在黄酒后期处理中采用了热凝冷滤处理,可有效提高黄酒的质量和并延长黄酒的货架期[5]。且该阶段逐步实现了工艺流程的机械化,并对个流程进行了一定优化,如CN101082018A原料经预处理、发酵、压滤机压榨过滤,然后依次经过粗蒸馏塔、精蒸馏塔、再勾兑与包装即可制备得到黄酒。该生产方法采用多塔低温低压蒸馏方式提取酒液,塔体夹套加温,低温低压蒸馏,用塔蒸馏的分离原理,从液体中按不同组分间分子量的差别进行分离。用真空泵抽真空低温绝压的方式,降低了产品中的有害成分,降低了酒精含量。保持黄酒的传统风味,减少了污染,简化工艺流程,缩短工艺流程[6]。
1.3 第三发展阶段:快速增长期(2007-2016年)
从2007年到2016年,涉及黄酒制备的专利申请量逐步大幅增长,该阶段技术手段更加多元,更注重原料的多样性与各种食品加工技术的综合运用,且随着人们生活水平的提高,消费市场对于黄酒的风味口感、保健功效的要求越来越高,黄酒的制备方法逐步向保健型、高品质型转变。该阶段对于发酵剂的改进大量涌现,如CN102268381A,其发酵剂为包含米根霉菌株GIM3208和酿酒酵母GIM245的酒曲,在黄酒制备中将纯根霉曲和混合曲以一定的比例混合,获得了清爽型山兰黄酒的酒曲[7]。CN102703283A,以酒药粉和富硒酵母为发酵剂,并选用富硒大米,由此制得的黄酒具有明显的生物活性,能够增强人体的免疫力,且具有保护肝脏的作用[8]。且该阶段还出现了大批通过工艺的改进以改善产品品质的专利,如CN104694332A,其对黄酒酿造的前处理、前发酵、后发酵与灭菌陈酿阶段进行改进:前处理时,在浸米过程中接入乳酸菌以降低生物胺的产量,在前发酵阶段加入大量的发酵剂并采用低温发酵的方式,后发酵阶段加强通风和搅拌,并提高通氧量从而抑制乳酸菌生长,然后经巴氏灭菌,制得的黄酒生物胺含量低,其他有害物质如杂醇油含量也大幅降低,且传统指标和风味等并未受到影响[9]。
2 结语
对黄酒领域的技术发展进行初步分析,可使审查员了解黄酒领域的技术发展脉络,深入了解现有技术,更加准确地理解技术方案的实质,进一步提高把握专利技术所处的发展阶段以及不同时期相关专利技术的发展侧重点等信息的能力,进而提升检索能力和审查效能。
猜你喜欢
中国食物与营养(2021年11期)2021-12-21
中国土壤与肥料(2021年5期)2021-12-02
今日农业(2021年17期)2021-11-26
今日农业(2021年9期)2021-07-28
基层中医药(2020年8期)2020-11-16
军事文摘(2020年20期)2020-11-16
资源节约与环保(2018年1期)2018-02-08
文化交流(2016年1期)2016-03-25
中国酿造(2014年9期)2014-03-11
食品工业科技(2014年23期)2014-03-11
