选择性激光熔化工艺参数的分区控制
2020-09-03 07:53:22田虎成袁自钧陈向东
合肥工业大学学报(自然科学版) 2020年8期
许 宁, 田虎成, 张 俊, 袁自钧,2, 陈向东,2
(1.合肥工业大学 智能制造技术研究院,安徽 合肥 230009; 2.合肥工业大学 电子科学与应用物理学院,安徽 合肥 230601)
增材制造(additive manufacturing, AM)是20世纪80年代出现的制造技术,被认为是现代制造技术的重大创新。该技术是以数字模型文件为基础,采用材料逐层累加的方法来制造零件,是一种“自下而上”的制造方法[1-3]。选择性激光熔化(selective laser melting, SLM)是增材制造领域中最具发展潜力的技术之一,该技术利用高功率密度激光束完全熔化金属粉末,能得到致密度近乎100%、具有一定尺寸精度和表面粗糙度的金属制件[4-5]。
在SLM领域中,有关工艺参数的研究主要集中在模型建立以及理论计算、工艺参数对工件成型质量和工件性能等方面。文献[6]建立了有限元模型,进而计算出了激光和粉末相互作用区的温度分布和熔池形貌,并根据扫描速度、粉末层厚、粉末性能等工艺参数对打印过程的稳定性进行估计;文献[7]采用正交试验方法对316L不锈钢粉末的SLM成形工艺进行优化,制造出了复杂曲面和网格零件;文献[8]设计了六因素五水平的正交试验,据此综合分析表面形貌、样品密度与尺寸精度等影响因素,得到了优化后的工艺参数。上述研究均是通过控制系统调整工艺参数,而通过分区域控制工艺参数来提高制件成型质量方面的研究则相对较少。当制件的同层中含有面积相差较大的多个加工区域时,能量高度集中的移动热源持续作用于金属粉末层会使较小区域的表面温度迅速上升,易出现过烧、塌陷等现象,从而严重影响制件的成型质量,因此不同面积的加工区域需要不同的工艺参数,而SLM成型系统主要是通过计算机控制系统完成激光功率和扫描速度设置的,无法对同一层的大面积区域和小面积区域分别设置不同激光功率和扫描速度。针对上述问题,本文介绍了一种新的SLM加工文件格式,将工艺参数(激光功率和扫描速度)固化于加工文件中,实现分区域控制SLM的工艺参数,从而改善成型工件质量。
1 问题分析
SLM技术是利用三维建模软件设计出零件的三维实体模型,通过专用的分层切片软件将三维模型按某一取向(一般为Z方向)进行离散化以得到各截面的轮廓数据,再将这些轮廓数据按一定规则生成填充扫描路径并保存成文件,最后计算机逐层读入扫描路径信息文件,控制扫描振镜的偏转来实现激光束按照规划的路径进行扫描,从而实现控制激光功率和扫描速度以保障加工零件的成型质量和性能。
SLM技术采用具有高功率密度的激光器,以光斑直径很小的激光束加工出任意复杂结构的精细制件,具体的人形工件如图1所示。图1b中包含多个不同面积的填充区域。

图1 人形工件
在SLM成型过程中,计算机控制每一层激光功率和扫描速度,也就是说同一层的所有填充区域的激光功率和扫描速度是无法分别控制的。由于图1b中的加工区域面积相差较大,如果采用相同激光功率和扫描速度持续加工,那么同一层中面积较大的区域成型质量较好,而较小面积填充区域可能会出现过烧、塌陷等问题,随着打印层数的增加,热积累效应越来越明显,局部区域的成型质量会越来越差,最终导致整个工件严重变形甚至无法继续打印。
SLM的加工流程如图2所示,图2a为一般的SLM加工过程,工艺参数由计算机控制系统设定,无法有效地改善上述提出的成型质量问题,因此本文提出了一种新的解决方法,即在规划完扫描路径生成的CLI(common layer interface)文件中添加工艺参数;图2b为最终生成加工文件即CLI+文件。在SLM成型过程中,影响选择性激光熔融成型效果的因素主要有激光功率、扫描速度、铺粉层厚、扫描间距、扫描策略等,而激光功率对粉末熔化的影响相对较大,故应优先确定合适的激光功率,再调整扫描速度[9]。因此本文将激光功率和扫描速度2个工艺参数添加到CLI+文件中,从而实现分区控制SLM的工艺参数,提高制件成型质量。
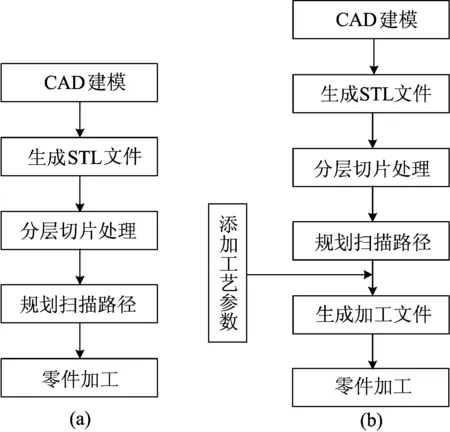
图2 SLM加工流程
2 分区控制方法
本文采用C#语言进行编程实现CLI+文件的生成,从而验证了上述方法的有效性。首先,读取将三维模型离散化后的轮廓数据,识别每个加工层的所有加工区域的轮廓信息,然后根据每个加工区域的轮廓信息计算加工面积,最后依据加工面积设置激光功率和扫描速度,生成新的CLI+文件。
通过三角形面积公式的推导,已知N边形的顶点坐标依次为(x0,y0),(x1,y1),(x2,y2),…,(xn,yn),可得任意N边形面积公式为:
(1)
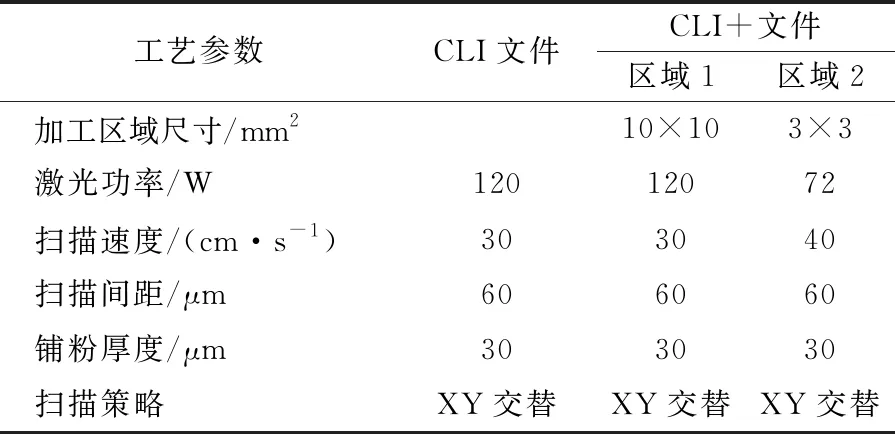
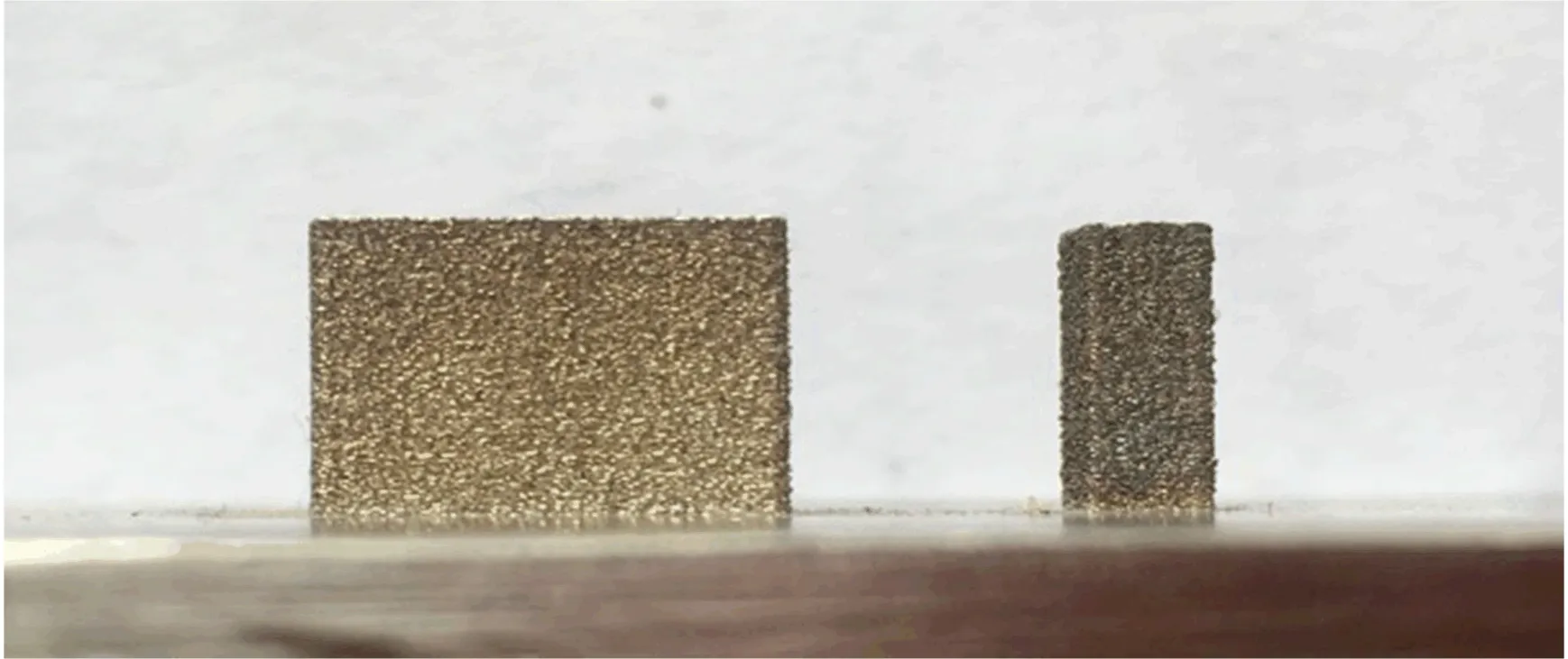
根据(1)式计算第n层中的第i个多边形面积,当多边形面积小于设定的面积阈值M时,则根据Pi=F(Si)计算对应的功率;为了确保金属粉末始终处于熔化状态,将计算出的功率与设定的最小加工功率Pmin进行比较,若Pi 图3 程序流程 CLI文件是一种层片切口文件,采用层(layer)、多义线(polyline)、填充线(hatches)等来描述数据模型[10]。CLI文件有ASCII码和二进制2种文件格式,结构上由头文件HEADER和几何体数据GEOMETRY等构成。下面是一个二进制格式的CLI文件内容。 头文件(HEADER):(ASCII格式) $$HEADERSTART//表示文件头开始// $$ASCII//表示数据为 ASCII 格式// $$UNITS/0.005//当量为 0.005 mm,即所有的坐标都要乘上此值才是实际坐标// $$DATE/180118//文件日期 2018 年 1 月 18 日// ⋮ $$LAYERS/500//层数 500 表示数量// $$HEADEREND//表示文件头结束// 几何体(GEOMETRY):(二进制) CI 取 127、128 表示层数据(layer),后面接着的是层的上表面的z坐标; CI 取 129、130 表示轮廓线数据(polyline),语法形式为:CI,id,dir,n,p1x,p1y,…,pnx,pny; CI取 130、131 表示填充线数据(hatches),语法形式为:CI,id,n,p1sx,p1sy,…,pnex,pney. 其中,CI即 Command Index;id为模型编号;dir描述折线的方向(以z轴的负向观看),有3个取值:0、1、2,其中0表示折线为顺时针,折线为内部轮廓;1 表示逆时针,折线为外部轮廓;2 表示开放折线,表示轮廓不是实体轮廓;n表示共顶点的个数;p1x、p1y表示第1个顶点的坐标参数,pnx、pny表示第n个顶点的坐标参数;p1sx,p1sy,…,pnex,pney表示第1个到第n个填充线的起点和终点坐标。 在CLI文件格式的基础上,添加激光功率P(W)和扫描速度v(cm/s)的文件,本文称之为CLI+文件。为了避免功率和速度数据与CLI文件轮廓线和填充线数据发生混乱,本文以层为单位,在一层中的某一个轮廓线的数据后添加该轮廓线的激光功率和扫描速度,依次类推直到将所有轮廓线的数据都添加了工艺参数。同理可将一层中某一个轮廓线的所有填充线数据后添加该填充线的激光功率和扫描速度。 CLI+文件的头文件保持不变,与CLI文件一样,在几何体数据GEOMETRY中添加了以下2个参数,具体格式如下: 几何体(GEOMETRY):(二进制) CI 取 127、128 表示层数据(layer),后面接着的是层的上表面的z坐标; CI 取 129、130 表示轮廓线数据(polyline),语法形式为:CI,id,dir,n,p1x,p1y,…,pnx,pny,P,v; CI取 130、131 表示填充线数据(Hatches),语法形式为:CI,id,n,p1sx,p1sy,…,pnex,pney,P,v. 其中,P、v为轮廓线/填充线的激光功率和扫描速度,其余参数和原CLI文件中的相同。 本实验设备是合肥工业大学三维打印与激光再制造技术研究中心自主研发的金属材料SLM三维打印机,实验材料采用316不锈钢粉末,基板是尺寸为50 mm×50 mm×10 mm的不锈钢板。金属粉末在完全熔化的过程中会与氧气接触发生氧化反应[11],因此实验开始前在成形室内抽取空气和通入氮气,直到成形室内的含氧量下降至0.1%,方可进行实验。 实验模型由尺寸为10 mm×10 mm×6 mm和3 mm×3 mm×6 mm的2个长方体组成。实验分为2组:第1组使用传统的CLI文件;第2组使用添加了工艺参数的CLI+文件。2种实验的加工参数见表1所列。 表1 2组实验的加工参数 采用CLI文件加工至200层的工件如图4所示,从图4可以看出右边的小长方体颜色发黑,失去了金属光泽,而左边的大长方体成型质量较好,因此用表1的工艺参数仅适合加工较大面积的工件,若需要同时加工面积较小的工件,则需要分区控制工艺参数,从而可以保证所有加工区域成型质量都很好。 图4 CLI文件加工工件 采用添加了激光功率和扫描速度的CLI+文件加工出的工件如图5所示。 图5 CLI+文件加工工件 图5中2个尺寸不同的长方体的成型质量较好,右边的小长方体明显比图4中的小长方体色泽更好,其激光功率为72 W、扫描速度为40 cm/s;左边的大长方体的激光功率仍然保持120 W不变,且扫描速度为30 cm/s,通过判断加工区域的面积,给2个尺寸不同的工件添加了不同的激光功率和扫描速度,从而生成了带有工艺参数的CLI+文件,上述实验验证了CLI+文件的可行性,证明了该方法能够有效地提高金属制件的成型质量。 为了解决同层不同面积加工区域成型质量差的问题,本文介绍了一种可以添加激光功率和扫描速度参数的CLI+文件格式。该方法通过计算任意多边形面积的算法计算出每层的加工区域面积,根据面积设置相应的激光功率和扫描速度,实现同层数据分区域控制,最终生成新的加工文件。经实验对比结果得出,该方法可有效改善选择性激光熔化制件的成型质量。
2.1 CLI文件
2.2 CLI+文件
3 实验验证

4 结 论
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:30
昆明医科大学学报(2021年6期)2021-07-31 07:40:36
科学(2020年5期)2020-11-26 08:19:24
制造技术与机床(2019年7期)2019-07-22 03:42:06
小哥白尼(趣味科学)(2019年2期)2019-04-17 02:18:18
现代机械(2018年1期)2018-04-17 07:29:48
制造技术与机床(2017年5期)2018-01-19 02:48:50
中国卫生标准管理(2015年24期)2016-01-14 09:28:57
中国塑料(2015年5期)2015-10-14 00:59:40
焊接(2015年9期)2015-07-18 11:03:52