
焊枪自转角对焊接机器人能量消耗的影响
2020-08-31 13:36:58吕小青张梦龙徐连勇荆洪阳韩永典
天津大学学报(自然科学与工程技术版) 2020年11期
吕小青,张梦龙,徐连勇,荆洪阳,韩永典
焊枪自转角对焊接机器人能量消耗的影响
吕小青1, 2,张梦龙1,徐连勇1, 2,荆洪阳1, 2,韩永典1, 2
(1. 天津大学材料科学与工程学院,天津 300350;2. 天津市现代连接技术重点实验室,天津 300350)
结合弧焊焊接的内在特性,给出了机器人焊枪自转角的定义.基于三相功率分析仪,搭建了机器人功率消耗的测量平台.针对1G、2G和3G位置的直焊缝焊接,使用该平台测量了CMT弧焊焊接机器人在不同焊枪自转角作业过程中消耗的瞬时功率. 计算并对比了机器人的平均功率,发现在这3种位置,改变焊接起点和终点的焊枪自转角,机器人在整个运动过程和焊缝段消耗的平均功率都有显著变化. 机器人在焊缝段和整个运动过程中的功率消耗变化规律相似,存在着能量最优的起点和终点焊枪自转角.结果表明改变焊枪自转角,可以节省焊接机器人能量消耗. 在1G、2G和3G位置,分别以各焊接位置所有焊枪自转角组合的平均值计算,最大可以减少11.1%、5.9%和8.3%的功率消耗.定义了功率消耗最小值附近区间表示取得功率最小值的难易程度,发现该区间概率很小,这进一步说明了焊枪自转角对机器人的功率消耗有显著影响,为了减少弧焊焊接中机器人的功率消耗,需要注意焊枪自转角的选择.最后,简述了焊枪自转角与机器人功率消耗,以及工件摆放位置与机器人功率消耗关联模型的建立思想,并给出了相关初步结果.该方面的研究对焊接机器人能量优化和实际焊接生产有着重要的指导意义.
能量消耗;焊枪自转角;焊接机器人;直焊缝;焊接位置
随着工业生产自动化程度的提高,机器人在工业生产中的应用日渐广泛[1].节约能量一直是学术界和工业界关注的重点,因此,随着机器人的大范围应用,如何更好地节约能量必将是未来工业发展关注的核心[2].
机器人节约能量本质上同机器人本身运动学和动力学紧密联系[3-6],但由于不同加工工艺固有特性的不同,在能量优化时关注重点又存在较大的差别[7-10].如文献[6]提到了能量优化同机器人运动方式、运动速度、到达目标点的精度、负载状态、关节摩擦等相关联;文献[9-10]针对点焊中多个目标焊接工作点,通过NSGA-II算法(带精英策略的非支配排序遗传算法)和粒子群算法等,找到能量最优的工作轨迹.点焊轨迹规划中能量最优和弧焊中轨迹最优的根本区别在于:点焊焊接为不连续焊接过程,机械臂在相邻两个目标点之间的运动不受限制,可以通过改变机器人在两个目标点之间运动过程中的姿态和运动速度实现机器人的能量优化,同时点焊在多个焊点焊接时,机器人能量优化表现出来更多是最短路径问题;而弧焊为连续焊接过程,机器人末端的运动速度和焊丝伸出方向的倾角一般在焊接过程中都不会改变,故完全不同于点焊的能量优化.目前在弧焊中,相关机器人能量优化工作尚鲜见报道.
显然,焊丝在弧焊过程中绕着轴心转动(本文简称焊枪自转角[11]),并不影响焊接过程的质量,那么就意味着在弧焊过程中,必定存在一个自由度.故而,本文探讨了该自由度(即焊枪自转角)对机器人焊接过程能量消耗的影响.虽然也可从机器人动力学和运动学着手研究该影响,但首先该路线计算复杂,其次难以获得精确的机器人模型,基于现有厂家提供模型获得能量消耗并不准确,故本文主要通过试验进行分析和验证.
1 试验方法


图1 焊枪自转角示意
试验的研究对象为FANUC M10iA/12机器人和安装在机器人法兰盘的Fronius CMT 4000 Advanced焊机的CMT焊枪组成的焊接机器人.机器人消耗的功率由Aitek AWS2103三相功率分析仪测量.图2为功率测量的电路示意.
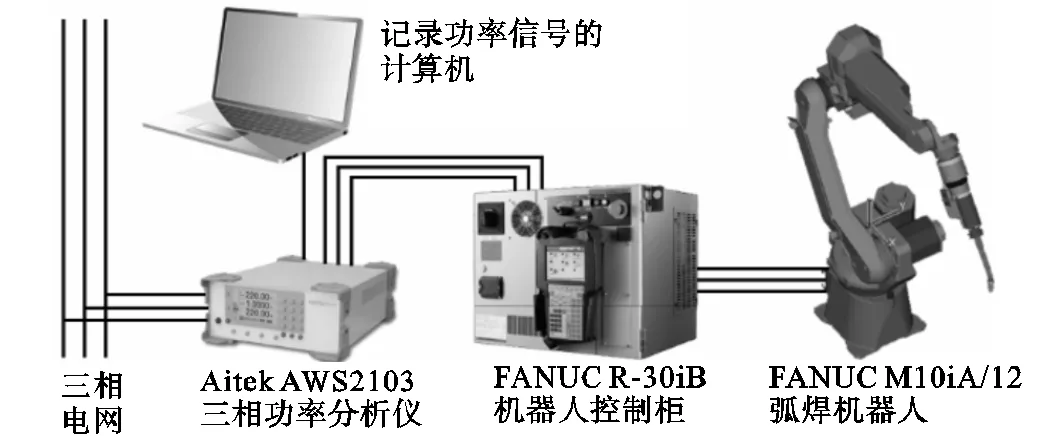
图2 功率测量示意
2 试验过程及分析
2.1 测量实时功率的试验过程
由已知的CMT焊枪三维模型,在机器人示教器中使用直接示教法定义如图1所示的工具坐标系.试验中的焊缝为长1m的直焊缝,焊缝位置分别为1G、2G和3G(1G、2G和3G在此处分别代表待焊接工件所处位置为平焊、横焊和立向下焊接的位置).焊接机器人运动轨迹如图3所示.

图3 焊接机器人运动轨迹

表1 机器人运动轨迹中各段的速度

Tab.1 Velocity of each segment of the robot’s trajectory m/s
三相功率分析仪采样频率=1Hz(1Hz为试验中所用三相功率分析仪的最大采样频率).每个试验重复3次取平均值作为该试验对应的平均功率.
2.1.1 1G位置功率测量试验

求得的49个试验组整个运动过程的平均功率可以用图4所示的平均功率等高图表示.
表21、1、1、1和1点的世界坐标

Tab.2 World coordinates of points A1,B1,C1,D1,and E1 mm


图4 1G位置机器人消耗平均功率等高图
2.1.2 2G位置功率测量试验

机器人运动轨迹如图3(b)所示.2、2、2、2和2点的世界坐标如表3所示.

表32、2、2、2和2点的世界坐标
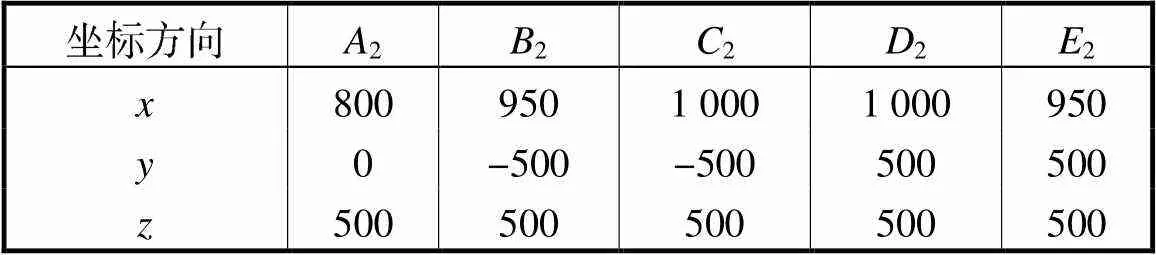
Tab.3 World coordinates of points A2,B2,C2,D2,and E2 mm

图5 2G位置机器人焊缝段消耗平均功率等高图
2.1.3 3G位置功率测量试验

机器人运动轨迹如图3(c)所示.3、3、3、3和3点的世界坐标如表4所示.
表43、3、3、3和3点的世界坐标

Tab.4 World coordinates of points A3,B3,C3,D3,and E3 mm
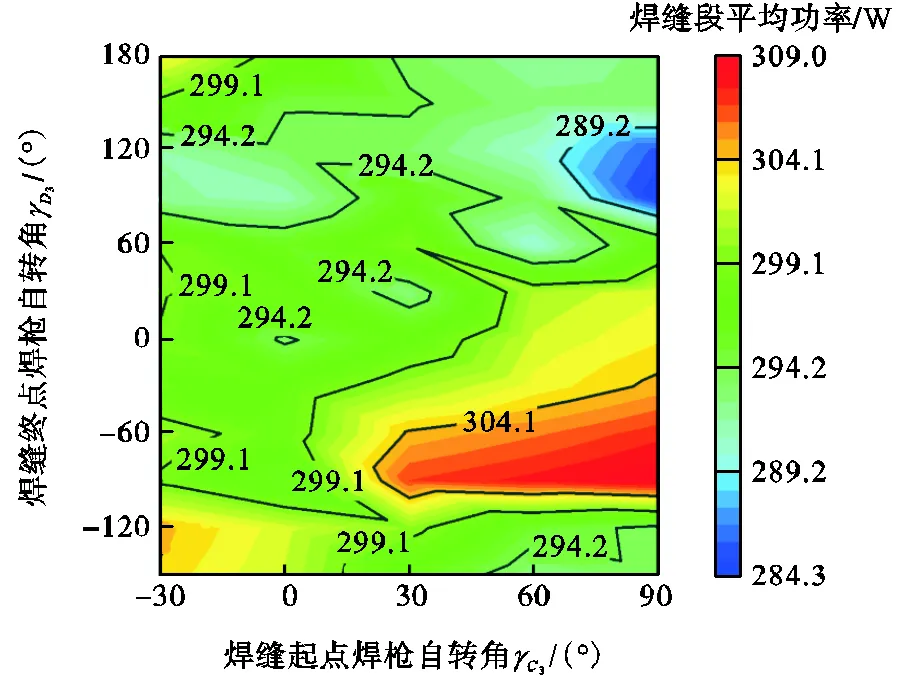
图6 3G位置机器人焊缝段消耗平均功率等高图
2.2 功率测量的试验结果分析
从3个试验可见,分别在1G、2G和3G焊接位置焊接1m长的直焊缝时,试验中机器人焊缝段消耗的最大和最小平均功率差分别为35.4W、19.0W和24.7W,分别占平均值的11.1%、5.9%和8.3%.由此可知焊枪自转角对焊接机器人在1G、2G和3G位置的能量消耗有显著影响.这主要是由于在焊枪自转角改变时,对应的机器人各关节轴的位置和旋转角度及速度不同.
在每种焊接位置(1G、2G和3G),焊缝段和全过程的平均功率消耗变化规律类似,原因如下:从表1~表4计算可知,焊缝作业全过程的机器人运行时间约为74s,在焊缝段的机器人运行时间约为50s,这导致焊缝作业全过程的功率消耗中,焊缝段占很大比例.
另外,本文探究了1G、2G和3G焊接的特定摆放位置时,焊枪自转角对机器人能量消耗的影响.笔者基于前3个关节运动数据(关节旋转角度、角速度和角加速度),建立了简化的机器人功率瞬时消耗的函数预测模型.针对本文中1G、2G和3G位置,进行了焊枪自转角和能量消耗验证,结果和实测基本一致.

3 结 语
改变焊缝起点和终点的焊枪自转角,测量了机器人在1G、2G和3G不同焊接位置运动过程中的功率消耗.通过比较平均功率可以得出:改变焊枪自转角时,机器人消耗的平均功率有显著变化.在1G、2G和3G位置,通过改变焊枪自转角最多分别可以节省焊缝段11.1%(35.4W)、5.9%(19.0W)和8.3% (24.7W)的功率消耗.机器人整个运动过程和焊缝段功率变化规律相似;且焊枪自转角对应焊缝段最小功率消耗所占概率区间较小,分别为7.2%、7.0%和2.9%.故在实际生产过程中需要注意焊枪自转角的选择,以减少机器人能量消耗.
[1] International Federation of Robotics. Executive Sum-mary World Robotics 2019 Industrial Robots[EB/OL]. https://www.ifr.org/free-downloads,2019-09-18.
[2] 工业和信息化部. 绿色制造工程实施指南(2016—2020年)[EB/OL]. http://www.miit.gov.cn/n973401/n 1234612/n1234623/c5542102/content.html,2017-03-23.
Ministry of Industry and Information Technology. Green Manufacturing Project Implementation Guide(2016—2020)[EB/OL]. http://www.miit.gov.cn/n973401/n1234 612/n1234623/c5542102/content.html,2017-03-23(in Chinese).
[3] Brossog M,Kohl J,Merhof J,et al. Energy consumption and dynamic behavior analysis of a six-axis industrial robot in an assembly system[J]. Procedia CIRP,2014,23:131-136.
[4] Paes K,Dewulf W,vander Elst K,et al. Energy efficient trajectories for an industrial ABB robot[J]. Procedia College International pour la Recherche en Productique,2014,15:105-110.
[5] Pastras G,Fysikopoulos A,Chryssolouris G. A theoretical investigation on the potential energy savings by optimization of the robotic motion profiles[J]. Robotics and Computer-Integrated Manufacturing,2019,58:55-68.
[6] Garcia R R,Bittencourt A C,Villani E. Relevant factors for the energy consumption of industrial robots[J]. Journal of the Brazilian Society of Mechanical Sciences and Engineering,2018,40(9):464.
[7] 林哲骋,许力. 一种应用于激光焊接轨迹规划的改进蚁群算法[J]. 焊接学报,2018,39(1):107-110,133-134.
Lin Zhecheng,Xu Li. An improved ant colony optimization applied in programing laser welding path[J]. Transactions of the China Welding Institution,2018,39(1):107-110,133-134(in Chinese).
[8] Bukata L,Šůcha P,Hanzálek Z. Optimizing energy consumption of robotic cells by a Branch & Bound algorithm[J]. Computers & Operations Research,2019,102:52-66.
[9] 刘云郎. 焊接机械臂运动轨迹多目标优化[D]. 南昌:华东交通大学机电与车辆工程学院,2016.
Liu Yunlang. The Multi-Objective Optimization of Welding Manipulator Trajectory[D]. Nanchang:School of Mechatronics & Vehicle Engineering,East China Jiaotong University,2016(in Chinese).
[10] Wang X,Yan Y,Gu X. Spot welding robot path planning using intelligent algorithm[J]. Journal of Manufacturing Processes,2019,42:1-10.
[11] 刘 斌. 冗余自由度弧焊机器人系统研究[D]. 兰州:兰州理工大学机电工程学院,2008.
Liu Bin. Study on Redundant Arc-Welding Robotic System[D]. Lanzhou:School of Mechanical and Electrical Engineering,Lanzhou University of Technology,2008(in Chinese).
Influence of Welding-Gun Rotation Angle on Energy Consumption of Welding Robot
Lü Xiaoqing1, 2,Zhang Menglong1,Xu Lianyong1, 2,Jing Hongyang1, 2,Han Yongdian1, 2
(1. School of Materials Science and Engineering,Tianjin University,Tianjin 300350,China;2. Tianjin Key Laboratory of Advanced Joining Technology,Tianjin 300350,China)
Based on the inherent characteristics of arc welding,in this paper,we provide a definition for the rotation angle of the welding gun.Using a three-phase power analyzer,we constructed a platform for measuring robot power consumption. For straight welds in the 1G,2G,and 3G positions,we used this platform to measure the instantaneous power consumption of a CMT arc welding robot during the welding process at different welding-gun rotation angles.Then,we calculated and compared the average power consumed by the robot at these angles. The results indicate that the average power consumed by the robot during the whole movement process and during the weld segment change significantly with changes in the welding-gun rotation angles at the starting and end points.The change laws of robot power consumption during the welding seam segment and over the whole movement process are similar,and we identified an energy optimal combination of welding-gun rotation angles at the starting and end points of straight welds. This shows that the energy consumption of the welding robot can be reduced by changing the welding-gun rotation angle. In the 1G,2G,and 3G positions,in terms of the average robot power consumption at all welding-gun rotation-angle combinations,robot power consumption can be reduced by a maximum of 11.1%,5.9%,and 8.3%,respectively. Owing to the difficulty of obtaining exact minimum power consumption,we defined an interval near the minimum power consumption. We found the probability of this interval to be very small. The study results also reveal that the welding-gun rotation angle has a significant influence on the robot power consumption.As such,to reduce the power consumption of the robot in arc welding,it is necessary to carefully consider the welding-gun rotation angle.Lastly,we describe the concept underlying our model of the relationship between the welding-gun rotation angle and robot power consumption and the relationship between the work piece position and the robot power consumption,and provide preliminary results.Research in this area has great significance to the energy optimization of welding robots and actual welding production.
energy consumption;welding gun rotation angle;welding robot;straight seam welding;welding position
TG409
A
0493-2137(2020)11-1191-06
10.11784/tdxbz201911045
2019-11-22;
2020-03-02.
吕小青(1978— ),男,博士,副教授.
吕小青,xiaoqinglv@tju.edu.cn.
国家重点研发计划资助项目(2017YFB1303300).
Supported by the National Key Research and Development Program of China(No. 2017YFB1303300).
(责任编辑:金顺爱)
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
装备制造技术(2020年9期)2021-01-26 00:14:42
中学物理·高中(2016年5期)2016-11-25 04:25:38
焊接(2016年6期)2016-02-27 13:04:57
新高考·高一物理(2015年4期)2015-08-20 20:13:23
焊接(2015年8期)2015-07-18 10:59:14
制造技术与机床(2015年8期)2015-04-24 07:25:38
风能(2015年10期)2015-02-27 10:15:38
风能(2014年1期)2014-04-26 01:35:34
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
