论4M5采棉机前组拨叉轮数控工序工艺分析
2020-08-25 07:16赵国旗
湖北农机化 2020年10期
孟 泰 李 江 赵国旗 张 涛
(贵州工程应用技术学院,贵州 毕节 5517000)
本文对典型盘类零件——由多个等分异形曲面、孔及螺纹孔组合而成,结构相对单薄的较复杂的盘形零件,重点对加工中心精加工工序进行了详细的加工工艺分析,包括图纸分析、确定工艺路线、确定走刀路线与加工顺序及主要部分程序编制等。
1 圆盘类零件概述
前组拨叉轮在采棉机采棉头部件中起支撑、连接和传动的作用,与其连接的件有固定座、压板、转臂、摘锭座管组件、管柱焊合等。该件是由16处等分异型面、孔、螺纹孔等组合而成的外形较规矩的盘形零件。相关尺寸要素较多,加工精度高,在普通4轴加工中心加工时需要3次装夹,编制程序较繁琐。加工前需要对零件结构及相关尺寸要素做好充分地分析,包括结构分析、图纸分析、夹具设计确定工艺路线、选用机床型号、加工顺序等。
2 零件结构特点分析
该零件毛坯为铸铝件,材料ZL201的盘类零件(见图1)最终直径为φ370mm。其结构特点铸件中心部位较空,靠8条加强筋支撑,且支撑加强筋的部位只有11mm厚,16处异形轮廓相邻壁厚最窄处仅为12mm,最宽处尺寸为20.2mm,零件自身刚性较差,装夹时压板的压点不好选择,标准压板在加工时会发生干涉,Z向最大切削深度达47mm,以及相关位置度要求严。
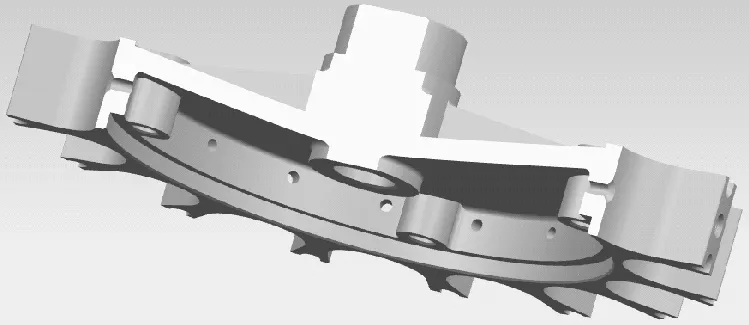
图1
3 零件图(如图2)分析
下面结合图2对数控精加工工序相关加工要素进行分析:
(1)4-M12-7H螺纹孔位置度相对基准A为φ0.2mm。
(3)16处均布异型轮廓位置度相对基准A为φ0.04mm,对称度相对基准A、B为φ0.08mm。
(4)32处(剖视图47mm左右两面各16处均布)11×11即(A-A剖视图R5×R5×1)减轻槽。
(5)圆盘径向16-M10-7H×38mm深螺纹底孔。
(6)圆盘径向16-φ6.3通孔,位置度相对基准C、G为φ0.1mm及孔口16-φ12.3×3倒角。
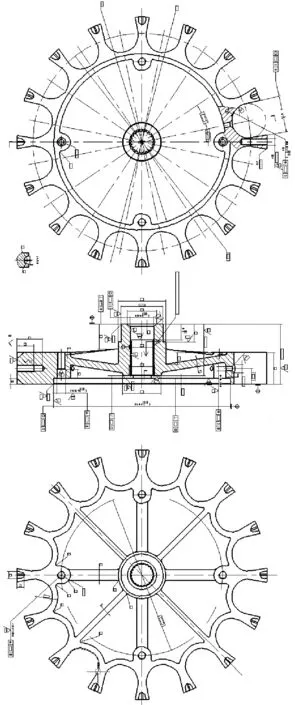
图2
4 工艺难点分析及工艺方案编制
4.1 工艺难点
因此拟订工艺路线时首先要确定各个表面的加工方法和加工方案。同时满足加工质量、生产率和经济性等方面的要求。

图3
4.2 工艺方案
(1)安装夹具并找正,用粗加工时φ10H7角向孔定角向,加工4-M12-H7螺纹底孔。
(3)用φ11×R5铣刀刀校A-A剖视图中11×11×9尺寸。
以上工序以剖视图47mm左端面定位,用等高块支撑,基准A定心,4-M12螺纹底孔其中一孔在之前粗加工按φ10H7加工,作为工艺用定位角向孔,统一将以上工序进行完毕,翻面加工以下工序。
(5)加工16处均布异型轮廓,并保证16处异型轮廓尺寸公差及位置度相对基准A为φ0.04mm,对称度相对基准A、B为φ0.08mm(首件送计量)。
(6)将A轴转盘立起找正并压紧,加工圆盘径向16-M10-7H×38mm深螺纹底孔,该孔较深注意排屑及冷却。
(7)用φ6.3钻头加工圆盘径向16-φ6.3通孔。
(8)用φ13×91.12°倒角刀加工φ12.3×3倒角合格。
4.3 夹具的设计

图4
4.4 刀具的选择

5 结论
通过对圆盘类零件的单机加工工艺分析,合理制定了其加工工艺过程,选择了合适的加工刀具及切削参数,合理地编制了加工盘类零件的数控程序,经过独立的分析、计算及改善加工过程,避免了可能产生的各种误差,使用数控加工中心加工出的盘类零件,精度较高,尺寸符合图纸要求,既提高了产品的加工质量和效率,又降低了劳动强度。
猜你喜欢
建材发展导向(2022年6期)2022-04-18
煤气与热力(2021年2期)2021-03-19
石材(2020年7期)2020-08-24
石材(2020年6期)2020-08-24
好日子(下旬)(2020年6期)2020-08-04
劳动保护(2018年8期)2018-09-12
红蜻蜓·低年级(2017年3期)2017-03-30
探测与控制学报(2016年5期)2016-11-17
读者·校园版(2015年7期)2015-05-14
燃气轮机技术(2014年4期)2014-04-16