
直螺纹连接在地铁车站施工中质量控制
2020-08-22 01:28:34李晓鑫郭永利
江苏科技信息 2020年20期
李晓鑫,郭永利
(中交第三公路工程局有限公司,北京 100123)
0 引言
随着城市轨道交通的大力发展,车站已经是地铁施工的常用建筑物,地铁车站混凝土工程量大,钢筋需求数量多,一般配筋率达到20%左右(针对主体结构),且涉及结构较广,钢筋型号种类多,钢筋连接质量成为地铁车站控制重要指标,选用的搭接形式目前最常用的主要为直螺纹连接,各道工序形成流水作业后可保证施工进度需求同时能够有效控制搭接的施工质量,同时现场采用机械连接可避免基坑明火作业,保证施工作业安全,并通过与其他搭接形式的经济效果对比,直螺纹连接较经济[1-5]。
1 工程概况
北广场站采用岛式站台,车站总长169.65 m,宽22.3 m,总面积17 987.91 m2。本车站主体为地下三层岛式明挖车站,车站主体结构采用两柱三跨三层矩形钢筋混凝土框架结构,混凝土强度等级为顶板(含梁)、地下一、二层侧墙及端墙(含壁柱)C45 P8;底板(含梁)、地下三层侧墙及端墙(含壁柱)C45 P10(见表1)。
2 直螺纹施工现场质量统计
北广场站在首件板(包括梁、柱)、墙施工过程中为更好控制直螺纹连接质量,指导后续施工,通过对现场加工的不同批次不同型号的机械连接丝头及接头进行调查统计,调查分析结果统计如表2、图1所示。
3 质量原因分析
通过现场检查及数据统计分析,不难发现影响直螺纹连接质量因素较多,主要表现形式有9种,原因主要为进场材料把控不严格,技术交底不彻底,现场管控不到位,工人操作不娴熟,加工机械设备配置不合理,施工交叉作业丝头保护不到位,套筒连接不规范等。
4 采取施工措施
4.1 材料进场管控
材料原材主要为钢筋、套筒。材料严格选用业主录入指定生产厂家或优良材料供应商,材料进场现场技术人员、质检人员及材料人员核实材料产品合格证,生产许可证,钢筋型号、规格、牌号,并过磅,计算理论值与实际值进行比对,满足重量偏差(直径≥22钢筋±5%为合格)。对于直螺纹套筒,质检部要对套筒长度、小径、中径进行检测,采用方法主要为游标卡尺,并进行通规、止规检测,通规完全通过,止规旋入1.5 p,质量合格。
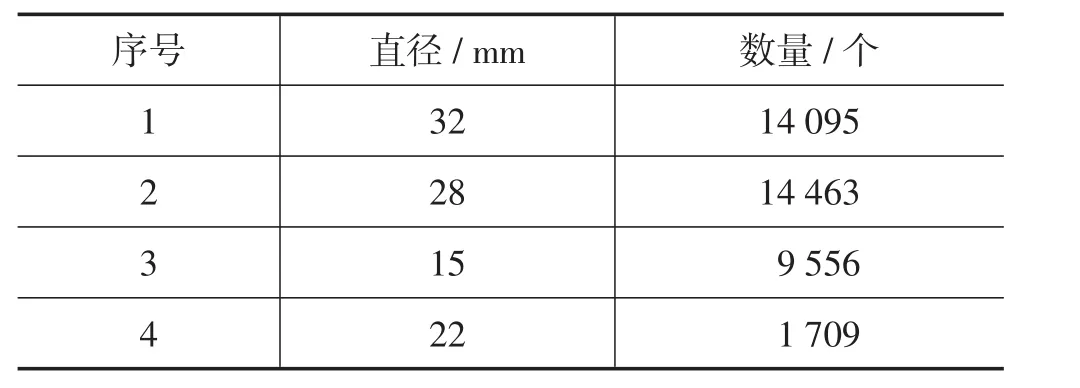
表1 直螺纹套筒数量汇总
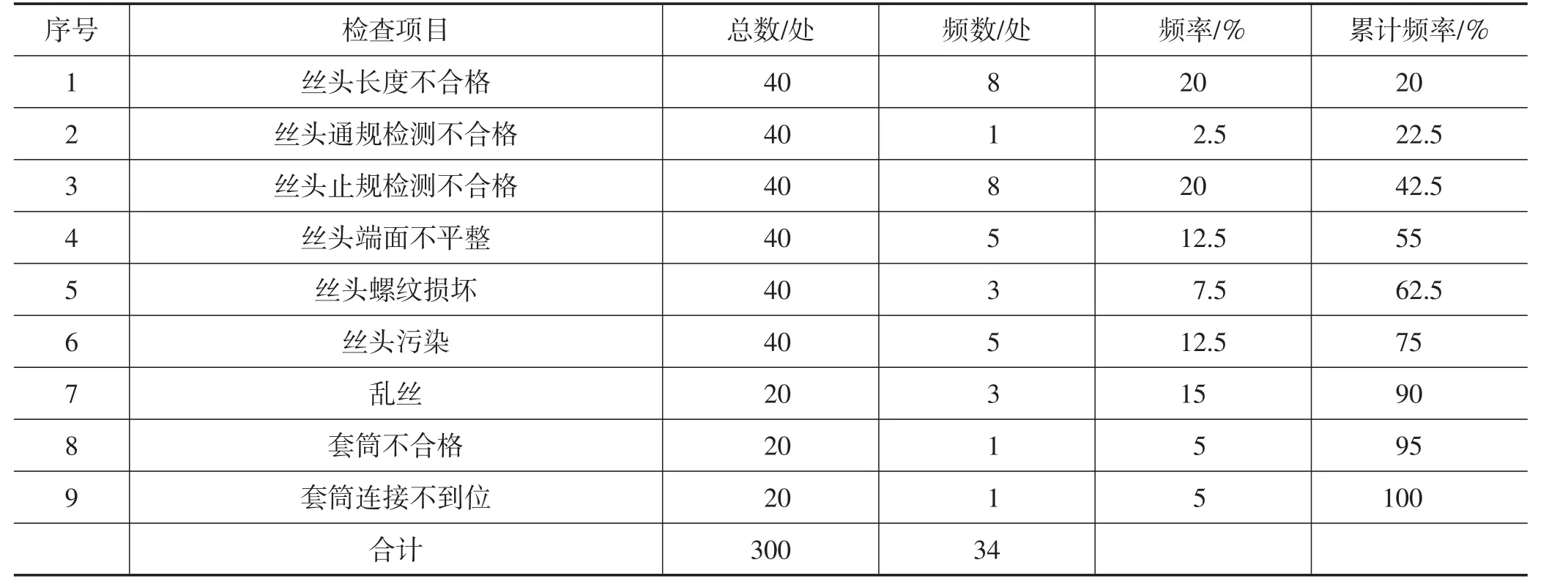
表2 钢筋机械连接质量问题统计
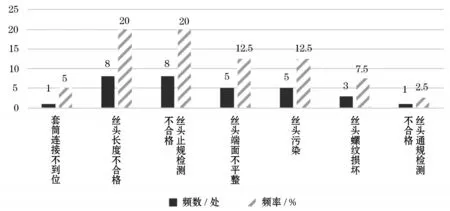
图1 钢筋机械连接质量问题排列
4.2 人员培训
技术交底要有针对性,主要分为3部分人员进行交底,钢筋下料工种,套丝工种及现场连接工种。下料工种必须保证切割后端头平整,不可存在中间突出或四周翘边现象,不合格及时通过砂轮机打磨,保证端头平整。套丝工种必须熟悉设备性能,首先加工前对设备线路及冷却液检查,其次空转试转,最后设备正常后根据所加工钢筋的直径,调换与加工直径相适应的滚丝轮。滚丝轮与加工直径相适应后,根据机械操作流程加工钢筋,钢筋丝头长度满足1/2L~1/2L+2.0p(L为直螺纹套筒长度,p为螺距),具体滚丝标准如表3所示。现场套筒连接工种应知道如何采用管钳扳手拧紧直螺纹套筒,且做到外露螺纹不超过2 p,同时了解扭力扳手使用,采用扭力扳手检查扭矩值,钢筋直径20~25 mm,拧紧扭矩260 N·m,直径28~32 mm,拧紧扭矩320 N·m。交底做到各工种对方法工艺熟悉,质量标准清楚。
4.3 机械设备选型
设备选择对于直螺纹加工非常关键:一是保证施工成品质量;二是能够加快施工产量。目前,影响项目钢筋加工质量最主要的因素为切割机的选择,现场采用40型切断机,已经完全满足不了施工需求,存在的缺点尤为明显。首先,每次只能切割一根,工作效率较低。其次,加工后的钢筋多为马蹄形,必须配备砂轮机每根进行单独打磨,质量难以保证。目前,市场使用最多的切割机型号为GB4028,特点是每次切割数量在10根左右,切割速度快且端头成品质量好,极少需要打磨处理;更为先进的切割设备有GB4035型,该设备可以将整捆钢筋整体切割,效率极高,加工后成品质量好,已经在市场中得到广泛推广,所以合理的选择切割机型号是加工钢筋成品质量的前提保障。

表3 剥肋滚扎直螺纹套筒规范尺寸参数 (单位:mm)
4.4 机械操作质量控制
钢筋在加工完成后,多出现丝头加工质量不稳定,乱丝现象,调查分析主要原因为工人对滚丝机设备性能了解不到位,操作不娴熟,钢筋加工直径发生改变螺距调整不准确,设备发生偏差故障不能发现或发现不及时、对设备保养不到位等多种因素造成。加工前由工班长对工人进行现场操作演示,重点讲解以下几个操作要点:一是检查设备接线、滚丝轮铁屑清理、冷却液、剥刀完好性及设备稳固性等工作。二是开机后设备空转2~3 min,检查设备是否工作正常。三是钢筋夹紧调试间距、中心位置调整、开机、钢筋剥落、滚丝几个阶段。四是钢筋型号改变后,如何调整螺距,通过插入试棒调整滚丝轮轴距。
乱丝现象主要有以下几个原因:(1)螺距垫圈(303、304)顺序是否有误;(2)滚丝轮大小头是否安反;(3)滚扎头内部是否存了大量铁屑。发现存在乱丝及时针对以上3点进行检查。
4.5 成品质量保护
成品保护主要涉及钢筋加工场内保护及现场绑扎后预留保护套保护,丝扣保护不当主要有两个原因影响:(1)钢筋丝扣加工完成后没有及时采取保护措施。(2)由于现场施工工序多,作业工种杂,涉及钢筋工种、混凝土工种、防水工种、支架工种、模板等工种。多工种施工时,对预留套筒保护意识不强,破坏后没有及时补充,甚至有浇筑混凝土浆液污染清理不及时或未清理现象,都可能造成丝扣失效。现场要强化丝头保护,首先,钢筋丝头加工完成后及时安装保护帽,且储存时丝头堆放场地不低于20 cm采用方木垫高,并用防雨篷布进行覆盖,防止雨水侵蚀或杂物污染丝头,吊运现场未绑扎前同样适用上述方法。其次,现场绑扎完成钢筋后对预留钢筋接头逐个检查,是否存在污染、脱落、损害保护套现象并及时更换,同时对其他工种现场交底,强化每个作业人员的保护意识。
5 直螺纹连接施工总结
地铁车站直螺纹连接质量控制重点主要为直螺纹现场加工质量控制和现场连接方法的掌握及现场验收控制。除上述影响因素外,原材料的把控不严格,尤其套筒为厂家直接提供,套丝和套筒都是在厂家指导下使用,套筒出现质量偏差,直接对后续钢筋连接造成质量隐患。直螺纹连接涉及工序多,时间周期长,严格控制每工序施工质量(包括原材进场检验),仍是难以保证套筒连接质量。
(1)强化技术交底、加强现场每位操作人员实操演练,由于工人领悟理解能力水平差异,造成加工后的产品标准不一。(2)设备维修保养及剥肋、套丝刀具更换不及时(6 000~700接头更换一次),容易造成钢筋丝头加工质量缺陷。(3)操作工人对设备性能未掌握且使用不娴熟,设备存在故障不能发现或发现不及时,加工过程中很容易发生产品质量不稳定或丝头乱丝现象。
6 结语
直螺纹钢筋连接从原材料进场到加工安装完成,通过各环节有针对性施工技术交底,优化机械设备选型,强化操作规程,加强各道工序质量检查,过程控制,钢筋丝扣、平整度、通止规及接头连接等各工序质量得到明显提高,很好地为地铁车站主体结构直螺纹钢筋连接提供施工借鉴。
猜你喜欢
结构工程师(2022年2期)2022-07-15 02:25:22
中国社会保障(2021年11期)2021-04-14 23:15:18
制造技术与机床(2017年10期)2017-11-28 05:23:55
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
制造技术与机床(2017年3期)2017-06-23 08:11:47
制造技术与机床(2017年3期)2017-06-23 08:11:41
人事天地(2017年6期)2017-06-12 18:07:50
四川劳动保障(2017年5期)2017-04-10 20:52:28
中国塑料(2015年9期)2015-10-14 01:12:34
有色金属加工(2014年1期)2014-09-19 10:29:06
