
柔性AMOLED 手机显示屏除泡制程之温度控制
2020-08-21 05:21:38耿涛
机械管理开发 2020年7期
耿 涛
(中电科风华信息装备股份有限公司, 山西 太原 030024)
1 除泡过程概述
柔性AMOLED 手机屏在进行贴合后,因为贴合工艺、贴合材料等的影响,会产生肉眼可见气泡,影响显示、操控效果。需要利用压力及温度变化将贴合过程中产生的气泡均匀分散,并增强不同材料之间的粘合力。这个过程称之为除泡。其中温度控制是除泡制程的核心技术。
2 加热硬件结构
2.1 加热机械结构
如图1 所示,除泡制程是在一个压力容器内进行的,加温方式采用容器内部电热管加热,容器顶部安装空气搅拌风机、搅拌叶轮。在进行除泡制程时,将容器内充气到高压。搅拌风机通过不断搅拌,使高压气体不断接触加热管,传导热量,使柔性AMOLED 手机屏逐渐升温。在搅拌叶轮下方加装挡流板,形成风道,循环送风,以增强容器内部温度的均匀性。在工作区域放置了4 组温度传感器来监测温度,不断反馈,从而实时控制温度。
2.2 电气控制结构(见图2)
设备PLC 可根据制定的加热工艺曲线控制温度模块(加热管、风扇等),发出指令,可编程温控仪根据工艺曲线进行温度控制,温度传感器实时监控反馈,行成一个闭环控制。

图1 除泡加热机械结构

图2 电气控制结构
3 加热软件控制
3.1 斜率温度控制
由图3 示可见,常规的温度控制有超温的现象(受加热管功率、输出效率、气体影响)。在软件里采用斜率计算控制温度,可以有效避免温度波动。

图3 常规控制和斜率控制温度升温曲线
3.2 四路温度耦合控制
由于距离加热管、物品摆放、散热等因素的差异,需要对各个控温点进行均一偏差控制。
下页图4 是常规的四路控制温度升温曲线,分别控制每一个加热区域,这样每个控温点升温时互相影响,导致超温现象。
下页图5 采用了四路温度耦合控制方法,可以看出,经四路温度耦合控制后,四点的升温速率相同,表示工作区内温度同时达到。电气采用NX 多回路控制器,可实现高速大容量实时通信反馈。在编写控制软件时,采用了温度解耦算法,避免多个控制回路间温度相互干涉(温度耦合)影响,从而实现了升温时对于干扰的同步调节控制,达到工艺对温度曲线的要求。
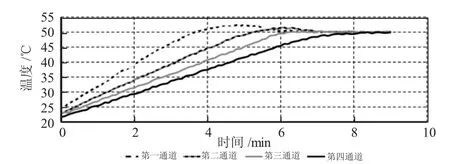
图4 常规的四路控制温度升温曲线

图5 四路温度耦合控制曲线图
3.3 充气速度控制
在罐体内充气加压、排气泄压的过程中,气体温度变化很大,对罐体内温度控制系统有很大的干扰。所以充气加压的曲线要和升温曲线保持一致。
图6 是充气速度控制结构,PLC 实时读取压力数值,通过PID 算法控制电动球阀开角大小(电动球阀的开角分辨率为0.1°);通过AD 模块读取球阀开角大小,将实际开角和控制开角对比,通过PID 参数实时调节球阀的开角;通过流量计的反馈流量控制球阀的最大开角;充排气采用斜率控制,可以根据输入的时间来控制。
图7 是加入斜率控制的升温升压曲线,在加入斜率控制后,充气和加热可以同时到达,误差在10 s以内,有效避免了压力和温度的相互干扰
4 温度曲线的控制对产品良品率的影响

图6 充气速度控制结构

图7 升温升压曲线
在除泡制程中对温度进行控制,加入了斜率、四路温度耦合控制,同时对影响温度的压力充气放气曲线进行结合控制。由表1 可以看出,除泡良品率达到99.95%以上。

表1 温度曲线控制后产品良品率
5 结语
对AMOLED 手机显示屏的除泡工艺实验得出,在除泡制程中准确控制升温曲线至关重要。掌握温度控制方法、排除干扰因素是控制升温曲线的关键。
猜你喜欢
机电信息(2022年4期)2022-03-10 06:18:09
山东第一医科大学(山东省医学科学院)学报(2021年7期)2021-10-13 06:40:50
中华养生保健(2020年9期)2021-01-18 03:12:30
内燃机与配件(2020年3期)2020-09-10 17:53:52
内燃机与配件(2020年4期)2020-09-10 07:22:44
大众汽车·学术版(2020年1期)2020-08-06 14:49:20
益寿宝典(2018年16期)2018-01-27 14:47:51
特别健康(2017年2期)2017-06-05 15:01:36
中国调味品(2017年3期)2017-03-24 05:42:24
中国酿造(2016年12期)2016-03-01 03:08:18
