铝合金轮毂铸造模具及工艺优化
2020-09-10 17:53张丽娟
内燃机与配件 2020年3期
关键词:水冷
张丽娟


摘要:①在铝合金轮毂低压铸造模具外侧增加束环,把充型压力由800mbar提升至1600mbar,使得充型速度加快,能够提升铸件的组织致密性,提升产品的性能;②把铸造模具上下边模上的风冷改为水冷,再配置合理的铸造工艺,也可以提升铸件的组织致密性,提升产品的性能。
关键词:铝合金轮毂;良品率;产品性能;轮毂模具;铸造工艺;充型压力;水冷
这几年国家在保護环境方面的意识很强,在汽车的节能减排方面也向汽车厂及用户提出了要求,各汽车厂对节能降耗这一块也很重视(据有关资料介绍,车辆自身质量减轻10%,可降低油耗6%~8%,汽车整备质量每减少100 公斤,百公里油耗可降低0.3-0.6升,除节能降耗之外,还可相应减少主车的CO2排放量,从而减轻空气污染),要求各零部件公司降价、产品轻量化。各轮毂厂为了生存,当然要在提升产品良品率及产品性能方面做文章,才能满足客户及自身的需求。
目前来说,铝合金轮毂的生产方式主要有低压铸造、重力铸造、锻造等几种,其中最主要的方式还是低压铸造(可以增加额外的辅助工序),模具是成形轮毂的关键工艺装备,其结构设计的优劣决定了轮毂的成品率及生产成本,如果设计不当,不从铸造工艺角度上去考虑,会极大地影响铸造厂去生产出完美的致密的铸件来。当然,如果只有好的模具,但工艺配置地不好,也是万万不行的,两者相辅相成。
提升产品良品率及产品质量的方法有如下几个方面:
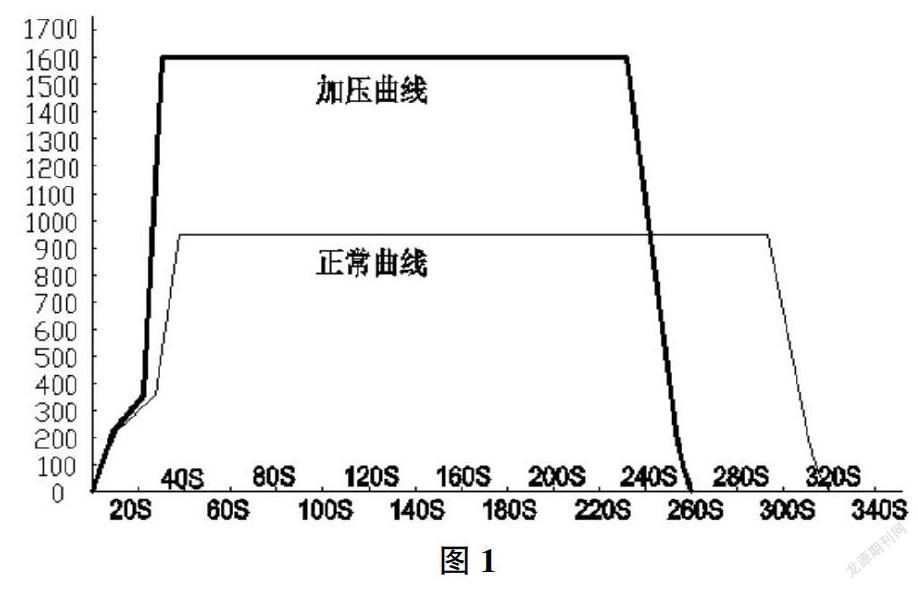
①调整铸造工艺,把铸造的充型压力提高至1600mbar左右。这样,充型速度加快,可以弥补低温铝液(690℃左右)充型短板,使结晶起始时间提前,配合冷却缩短结晶周期,提高组织致密性;有利于薄壁成型,可以提升金属利用率。但存在一个问题就是,原始的四开模具,无自锁装置,生产过程中四块侧模完全由侧油缸顶住,如果侧油缸有漏油或其它原因,可能会导致侧模合不严,这时候充型压力再大的话,会产生侧模缝隙漏铝的问题,非常危险。如果想充型压力增大,又不产生侧模漏铝现象,可以在充型过程中在侧模外侧再增加一个束环施加外力把边模顶住。压力曲线如图1所示。
②上下边模采用水冷结构,不但可以提升产品的性能,还能提高铸造生产的效率。
通过验证发现,把铸造模具改进、配以合理的铸造工艺,可以达到如下效果。
1)铸造漏铝及铸件飞边、错模问题得到了很好的解决,如图2。
2)铸造生产效率提升20%左右。
3)铸造本站毛坯质量提升,X光检测报废降低5%左右。
4)提升金属材料利用率。数据如表1。
5)上下模配置水冷工艺后轮辐部位的金相组织明显优于风冷工艺。
6)经红外线检测发现,束环模具与普通低压模具在正常生产过程中上下模同一位置的温度比较一致,基本没有什么差别,但束环模具的边模同一位置的温度明显要低于普通低压模具,并且束环模具P2-P0的差值为39.2,比普通低压模具S3-S1的差值21.4要大,更有利于轮辋的补缩。(图4)
结束语:综上,通过轮毂铸造模具及铸造工艺的改进可以提升产品的良品率、产品的性能及产品的质量,方案可行。
参考文献:
[1]邱孟书,王小平.低压铸造实用技术[J].机械工业出版社 2011,4.
[2]亢彦海.汽车用铸造铝合金轮毂低压模具的设计[J].现代零部件,2011(10):70-73.
[3]赵树国,曹阳,黄宏军,等.半固态挤压过共晶铝硅铁合金组织与性能的研究[J].铸造,2013,62(12):1172-1175.
猜你喜欢
电脑报(2021年44期)2021-11-24
交通科技与管理(2021年13期)2021-09-10
电脑爱好者(2017年12期)2017-06-30
微型计算机·Geek(2016年5期)2016-10-25
电脑爱好者(2016年17期)2016-10-08
电脑爱好者(2016年17期)2016-10-08
电脑爱好者(2016年15期)2016-08-30
科技创新与品牌(2015年11期)2015-11-27
电脑爱好者(2015年22期)2015-09-10
电脑爱好者(2015年13期)2015-09-10