多管组气混槽的改进设计
2020-08-18 05:32:26潘大东王海涛刘文明
黑龙江科学 2020年16期
潘大东,王海涛,刘文明
(吉林省地质技术装备研究所,长春 130000)
常规气体搅拌槽是由供气压缩机、主进气管路、辅进气管路、槽体部件及循环桶等部件构成。槽体部件为满足气体扰流需要,要求径高比例为3∶7,底部底板成60°角的锥底,中心部位设单循环桶样式。设主进气管及辅进气管各一套,布置在循环桶的中心和底部。压缩空气经主、辅进气管进入槽体内的矿浆中,在循环桶的内外压差及锥形底导流的作用下,形成轴向环流,使矿浆及浸出剂循环混合作用,完成对金精矿的浸出。由于搅拌槽的径高比接近1∶1,直径达8 m,若形成底部锥底,将大大增加槽体的高度,对槽子的容积改变较大,因此在设计平底结构时,要对常规的气体搅拌槽做变型处理。
1 多管组气混槽的设计
1.1 介质
进入浸出吸附槽的矿浆浓度不超过45%,粒度为-200目,占90%以上。气混槽所需处理的浸出段工艺参数如下:原料密度:3.2~3.5 g/cm3;矿浆密度:1.38~1.40 g/cm3;浓度:40%;粒度-400目,占90%以上。由此得出矿浆的密度及适中的浓度。粒度较细,在满足工艺需求的前提下,适合气动混合作业。
1.2 多管组气混槽的结构设计
鉴于气体搅拌槽结构的特殊性,特将槽体的原设计由锥底、单循环桶做以改变,以获取更广泛的充气扰流面积及更大的处理量。具体思路:将圆柱形的槽体内区域划分成若干个小区域,每个小区域含有独立的充气管组,从而作用影响整个槽体的矿浆,以便达到扰流浸出效果。为避免矿浆沿槽体底部边缘沉积,槽体底部设计与槽体成45°角的围板。
1.3 多管组气混槽的参数核定
槽体给定规格为φ 8 m×H 9 m。根据平面模型要求,将直径8 m的区域划分13个直径3 m的区域,各区域间互有重合,形成整个槽体区域的全覆盖,见图1。

图1 槽体结构的划分区域Fig.1 Zoning of tank body structure
1)气体参数:计算φ 8 m×H 9 m气体搅拌槽的有效容积为:Vo=430 m3。根据浸出槽充气量和风压查询选矿设计手册得出单台搅拌槽所需的风量,计算风量为8.6~10.7 m3/min,充气压力2.5~3.5 kg/cm2。
2)空压机选型参数:搅拌槽暂设定所需8台,单台风量按11 m3/min选型,总风量为88 m3/min。必须加附合理的安全系数,安全系数选择1.6。8台多管组气混槽、空气压缩机所需总风量按标准选型135 m3/min,为3台185 kw无油螺杆式空压机,单台最大工作压力0.4 Mpa,流量45 m3/min,即总装机功率为555 kw。
3)充气管路直径选择计算:本台多管组气混槽共计有13组充气循环管组,为确保底部充气压力保持一致,充气管路直径的选型可见式(1)。
1.25×13×d0≤d
(1)
其中d0为充气管直径(mm);d为进气管直径(mm),即为空压机出气接口管直径。计算选取标准管径φ42 mm,壁厚5 mm。
4)多管组气混槽设计示意结构,见图2。
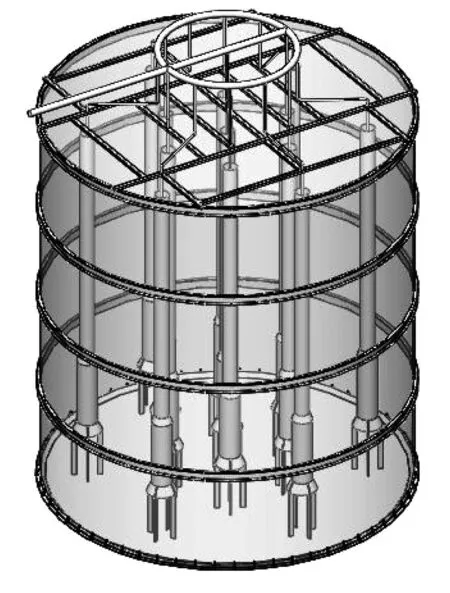
图2 多管组气混槽设计示意结构Fig.2 Design schematic structure of gas mixing tank of many tubes
2 取样试验及结果分析
为分析多管组气混槽结构的可靠性,现将槽体比例缩小,制作成φ 0.8 m×H 0.9 m的有机比例槽体,内部结构及充气量按比例调整。将模拟矿粉投入槽体内,观察矿粉与液体的混合效果。同时,对槽内矿浆进行分段采样,如各段点矿浆浓度及粒度相差不大,即验证混合效果比较理想。结构比例见图3。

图3 多管组气混槽结构比例Fig.3 Structure ratio of gas mixing tank of many tubes
具体方法:用一段长0.9 m的软管,将管的一端定位在取样点处,另一端为取样出口,吸出矿浆后就可以取样。
2.1 矿浆浓度
取样点各深度的矿浆浓度见表1。

表1 浸出吸附槽8个采样点的矿浆浓度Tab.1 Pulp density of 8 sampling sites of infusion adsorption tank
从表1中可以看出,各取样点的浓度相差不大,即浸出混合效果较为明显。
2.2 矿浆粒度
为进一步分析搅拌结果,对以上各点的矿浆进行筛分,结果均为-200目,占90%以上,因此矿浆粒度分布均匀,达到选矿指标。
3 多管组气混槽的作用效果及与机械搅拌槽的对比
槽体内无动力装置机构,大大降低了槽体内附件的损耗,延长了气混槽的使用寿命及更换附件的周期。经过分段矿浆的取样分析,槽内矿物、药剂及载金碳混合均匀,达到良好的工艺指标。
4 结语
针对某金精矿氰化选厂选矿工艺改扩项目所设计的直径8 m,高度9 m的多管组气混槽,打破了传统气体搅拌槽原有结构,通过将槽体容积网格化的重新划分,增大了槽体的有效容积,取得了高效浸出作业效果。
猜你喜欢
农业工程(2023年10期)2024-01-20 10:52:46
橡塑技术与装备(2021年4期)2021-03-01 12:17:50
能源工程(2020年5期)2021-01-04 01:29:00
玻璃(2020年2期)2020-12-11 22:20:04
中国医学科学院学报(2020年4期)2020-09-04 02:42:32
科学技术创新(2020年5期)2020-06-03 02:21:22
设备管理与维修(2019年11期)2019-10-25 06:46:08
设备管理与维修(2019年6期)2019-07-09 06:57:54
化工管理(2017年2期)2017-03-04 03:10:48
新医学(2016年11期)2016-12-06 03:31:54