
邯钢改良森吉米尔法热镀锌机组脱锌原因分析及对策
2020-08-18 09:40范春磊
天津冶金 2020年4期
范春磊,王 静
(邯郸钢铁集团有限公司,河北056000)
0 引言
邯钢改良森吉米尔法热镀锌机组核心设备从意大利达涅利公司引进,控制程序和控制软件从西门子公司引进,为全国大陆范围内首条具有明火加热的连续热镀锌机组。该机组设计厚度规格范围为0.8~4.0 mm,宽度规格范围为850~1 500 mm,工艺流程主要为开卷-焊接-入口活套-加热炉-锌锅-气刀-冷却-拉矫-光整-钝化-出口活套-涂油-分切-卷取。加热炉以焦炉煤气为燃料。该生产线自2003年7 月份投产以来,取得了良好的经济效益。但实际生产中也暴露一些问题,脱锌就是其中致命问题之一。
1 脱锌的危害及原因
脱锌是指在连续热镀锌生产过程中,由于原料基板表面附着氧化层或其它异物层,使得锌铁合金层不能正常形成[1],导致锌层的粘附性较差,其实质是锌合金层未能有效与原料铁基层结合,因此在进行冷加工折弯时,在折弯处出现锌层与原料钢基分离情况。锌合金层剖面结构如图1。
1.1 脱锌的危害

图1 锌合金层剖面结构
脱锌会造成钢基直接暴露于空气中,使得钢材被空气腐蚀,减少钢材使用寿命,长期腐蚀造成钢材强度降低,发生安全事故。如果发生在厂内检验时,将直接判废,影响成材率,如果发生在用户加工使用过程中,会造成用户无法使用。用户实际折弯加工时发生的脱锌情况如图2。
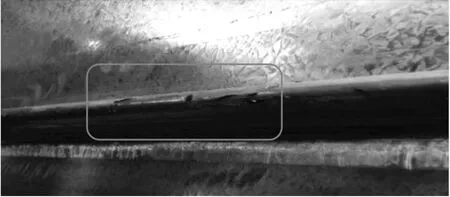
图2 折弯加工时的实物脱锌
1.2 脱锌的原因
脱锌的原因有很多方面,包括原料制备,机械设备及工艺原因,下面从这三个方面进行分析。
1.2.1 原料制备对脱锌的影响
邯钢引进的改良森吉米尔法热镀锌生产线,在设计上无清洗段,对于冷硬原料表面乳化液、铁屑等残留物质无清洁能力。热镀锌原料来自邯钢1 680 mm 酸轧机组,原料表面残留物质过多主要有以下两个方面:一是乳化液的润滑性差导致轧辊磨损较多,产生大量的铁粉,板带表面会有大量的残油残铁;二是润滑油等杂油的渗入,会破坏轧制油的润滑性和皂化性。
1.2.2 机械设备对脱锌的影响
加热炉冷却段炉壳漏气,外界含有氧气和水分的空气会通过漏气处进入到冷却段内,致使炉内氧含量和露点升高[2],导致镀锌前的产品表面被氧气氧化,直接进入锌锅镀锌,没有足够的时间进行还原,产生脱锌情况。典型的冷却段漏气为焊缝接口处焊缝开焊,裂开,如图3 所示。
1.2.3 工艺条件造成的脱锌
(1)煤气热值的影响
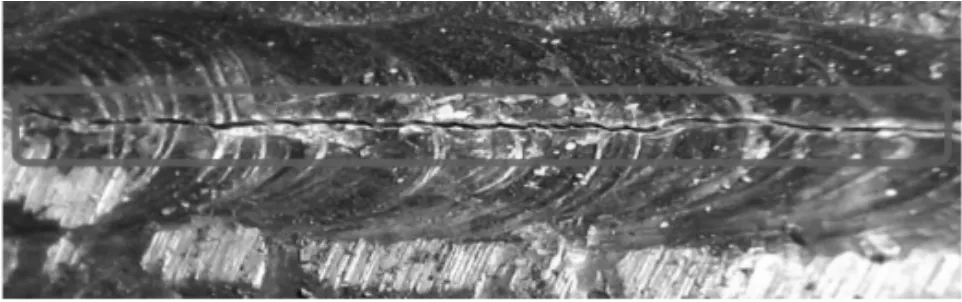
图3 炉壳焊缝开焊
改良森吉米尔法热镀锌的加热炉为无氧化加热炉,带钢经过时基本上不被氧化,这样就需要控制空燃比例系数λ≤1,此时炉内燃料进行着缺氧的不完全燃烧,其废气成分为CO2、H2O、CO、H2、CH4、N2等,理论上属于还原气氛。但是,因废气中存在一定数量的水分及二氧化碳,还是有氧化气氛的存在。但水分及二氧化碳属较弱的氧化物,并且机组速度快,带钢在直焰段停留时间短,而且直焰段空燃比例系数λ 值控制范围为0.8~0.97,因此带钢在弱氧化气氛中加热所产生的极薄氧化膜,完全可以在后续的还原炉中得到充分还原[3]。
但是当燃烧所需要的煤气热值发生较大波动时,预先设定好的空燃比例系数λ 将不再适合对于炉内气氛的控制,炉内具有较强氧化作用的氧气含量增加,导致炉内为强氧化气氛,原料进行加热时表面发生强烈氧化,这在后续的还原炉中无法被完全还原。煤气热值发生较大幅度波动如图4。

图4 煤气热值较大幅度波动
(2)直焰段炉膛温度的影响
改良森吉米尔法加热炉直焰段炉膛内发生如下化学反应:
CO+²⅟O2=CO2
H2+²⅟O2=H2O
CnHm+(n+⁴⅟m)O2=nCO2+²⅟mH2O
以上三个反应方程式均为可逆反应,炉膛温度越高,其炉内还原气氛越强;反之炉内氧化气氛越强。
(3)带钢温度的影响
带钢在有氧气存在的气氛下发生氧化反应:2Fe+O2→2FeO(>570 ℃)(不可逆)。并且氧化的带钢生成氧化亚铁后会继续和炉内气氛发生反应,如图5。
带钢温度高,一是会造成铁元素氧化成氧化亚铁,二是不利于氧化亚铁在一氧化碳的还原作用下分解成铁元素,氧化层的存在导致锌合金层无法与铁基形成锌铁合金层,产生脱锌情况。

图5 氧化亚铁与一氧化碳、二氧化碳反应
2 解决脱锌的对策
2.1 原料制备造成脱锌的对策
邯钢1 680 mm 酸轧机组1#罐为S1~S4 机架提供乳化液,浓度控制>4%,3#罐为S5 机架提供乳化液,浓度控制为0.5~2.5%[4],生产热镀锌备料时,可适当降低乳化液浓度;S5 机架采用光辊轧制,减少残铁,反射率60%以上。日常点检要重点维护机架高、低压液压系统、齿轮系统等管道,防止漏油污染乳化液;乳化液定期排放,每周排放一次,1#罐不小于15 m3,3#罐不小于10 m3;做好定期的乳化液喷嘴和吹扫的检查和清理工作,提高吹扫效果,减少残留。
2.2 机械设备造成脱锌的对策
生产过程中加热炉冷却段出现漏气情况,马上降低产线速度;降低冷却段冷却风机转速,降低负荷;通入大量氮气增加冷却段压力;减少调节冷却风机频次。检修时对漏气点进行修复;对冷却段使用氢气报警器进行点检,点检频次每8 小时2 次为宜;点检位置覆盖冷却段风机轴承密封处及炉壳设备法兰连接,焊缝焊口处,形成点检记录,便于后期进行追溯。
2.3 工艺条件造成脱锌的对策
2.3.1 根据煤气热值波动情况调整空燃比例系数λ
生产过程中操作者应时刻关注煤气热值显示数值,煤气热值发生较大波动时,应及时调整空燃比例系数λ,以适应即时的煤气热值,达到炉内气氛稳定目标。邯钢热镀锌煤气热值范围为3 705~4 095 Kcal,空燃比例系数λ 调整范围以0.85~0.93 为宜。遵循原则为煤气热值高,则空燃比例系数λ 设定高;反之则低的原则。
2.3.2 合理控制炉膛温度及带钢加热温度
改良森吉米尔法热镀锌加热炉明火段氧化-还原平衡图如图6 所示。从图6 可以看出,为保证带钢在明火段不被氧化,炉膛温度与带钢温度需要控制在3-还原表面区域。因此实际炉膛温度与带钢温度控制应遵循“高炉温,低带温”原则,既炉温≥1 200 ℃,带温控制在650 ℃左右,这种温度制度能够使炉内气氛始终工作在稳定的还原区域内。

图6
2.3.3 编排合理的生产计划
在编排生产计划时,应遵循各牌号产品带钢加热温度逐渐过渡原则,避免带钢加热温度出现幅度很大的波动,一般情况下各牌号带钢温度转换时波动幅度以小于5%为宜。
3 结语
自2010 年9 月采用上述措施后,产品脱锌问题得到有效改善,无论从生产制造成本、工序成材率方面,还是发生的用户产品质量异议方面都取得显著效果。总之,改良森吉米尔法热镀锌工艺运行比较复杂,要想找出真正造成脱锌的原因,需要一定的理论基础及较深的实践经验。邯钢经过多年的摸索,对于脱锌问题来说形成以下经验:带钢表面质量良好,但产品脱锌,主要问题应该发生在加热炉直焰段;带钢表面质量不好,产品锌花结构不明显,主要问题应该发生在加热炉冷却段。当然具体问题具体分析,还是要根据当时的具体情况找出影响因素。
猜你喜欢
林业与环境科学(2022年2期)2022-07-12
昆钢科技(2022年2期)2022-07-08
节能与环保(2022年3期)2022-04-26
世界有色金属(2021年17期)2021-12-25
石油商技(2020年2期)2020-04-26
建材发展导向(2019年10期)2019-08-24
中国新技术新产品(2016年19期)2016-12-12
科学与财富(2016年28期)2016-10-14
中国高新技术企业(2015年21期)2015-07-13
中国高新技术企业(2015年20期)2015-06-01
