
EH47止裂钢关键焊接技术在工程中的研究应用
2020-08-14 03:33:08胡传扬何君华杨文华申亚军赵文华姜殿忠
金属加工(热加工) 2020年8期
胡传扬,何君华,杨文华,申亚军,赵文华,姜殿忠
1.舟山中远海运重工有限公司 浙江舟山 316131
2.中远海运重工有限公司 上海 200000
3.中建八局钢结构工程公司 上海 200000
1 序言
EH47止裂钢中含有较多的合金元素,如Cu、Ni、Cr、Ti、V等用以改善钢材的性能,因此碳当量比普通的高强度用钢偏高,焊接性也随之下降。在焊接过程中,为确保焊接质量、满足规范要求,EH47止裂钢焊接工艺的制定尤为重要[1]。本文以EH47止裂钢在世界首例集船体加长、生活区加高、节能锅炉安装及混合式脱硫塔于一身的大型集装箱船体13800TEU改17200TEU项目的成功应用为例,为类似止裂钢焊接提供有意义的参考及借鉴。17200TEU集装箱船体如图1所示。

图1 17200TEU集装箱船体
2 集装箱船体概况
该工程为13800TEU改17200TEU集装箱加长改装项目,共4艘,单船改装项目包括新增一个货舱中段、生活区和烟囱加高,以及舷侧抗扭梁与主甲板部分角隅板挖补等,单船钢结构改装用钢量约4000t。部分材质为EH47止裂钢,板厚为50~90mm,其中主甲板角隅板、舱口围肘板及筋板板厚为65~80mm,舷顶列板加强板板厚为90mm。
该工程船体焊接主要为平焊和立焊,焊接位置及可操作性均比较常规,根据受力构件等强原则,采用EH47止裂钢,其屈服强度为470MPa级。针对构件类型及焊接特点,生产过程中存在以下要点:①防止焊接过程中出现层状撕裂。②防止焊接变形。③防止正火钢热影响区脆化。
3 EH47止裂钢焊接技术
3.1 EH47止裂钢焊接性分析
EH47止裂钢具有良好的综合力学性能和加工工艺性能。该工程用EH47止裂钢与焊材的主要化学成分及力学性能分别见表1、表2。
3.2 EH47止裂钢热裂纹敏感度分析
1)碳当量采用国际焊接学会推荐的适用于中高强度的非调质低合金高强度钢公式计算[2],得出EH47止裂钢碳当量为0.46%。由于碳当量越高,淬硬和冷裂倾向越大,焊接性就越差,可以判断EH47有产生焊接冷裂纹的倾向,属于淬硬倾向钢,因此在焊接时应采取适当的工艺措施(见表3)。

表1 EH47止裂钢与焊材主要化学成分(质量分数) (%)

表2 EH47止裂钢与焊材的力学性能
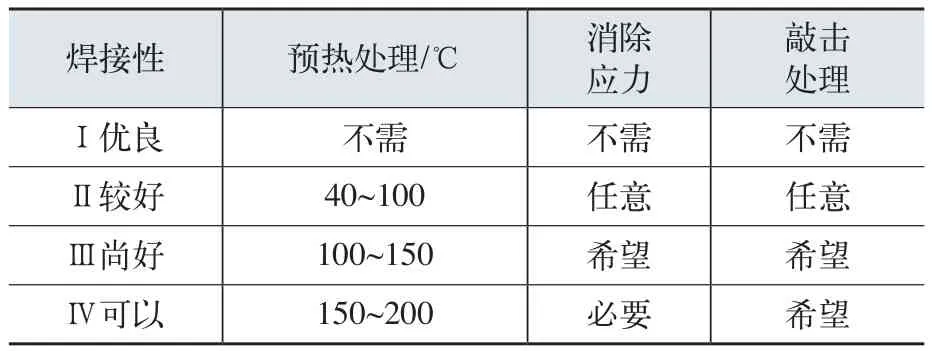
表3 不同焊接性等级的工艺要求
2)在冶金过程中对热裂纹敏感性元素S、P含量控制较为严格,而Mn含量较高,在很大程度上抑制了S的有害作用,有助于提高焊缝的塑性,因而可提高其抗结晶裂纹的能力。为了充分发挥Mn元素的有益作用,要求焊缝中应保证一定的Mn/S值。根据表1中EH47止裂钢的化学成分可知,S、P、Mn的含量分别为0.001%、0.006%和1.42%,因此Mn/S值达到了1420,对提高焊缝抗裂性能发挥了重要的作用[3]。
按照DNVGL规范中对EH47止裂钢的热裂纹敏感指数的要求,并根据热裂纹敏感指数计算公式得出其热裂纹敏感指数值为0.2,符合规范要求。
4 焊接工艺措施
4.1 焊接材料选用
根据美国焊接规范AWSD1.1及船级社DNV-GLRU-SHIP-PT2规范中等强材料选用的相关规定,EH47止裂钢焊接可采用药芯焊丝CO2气体保护焊或者埋弧焊。EH47止裂钢焊材型号选用见表4。
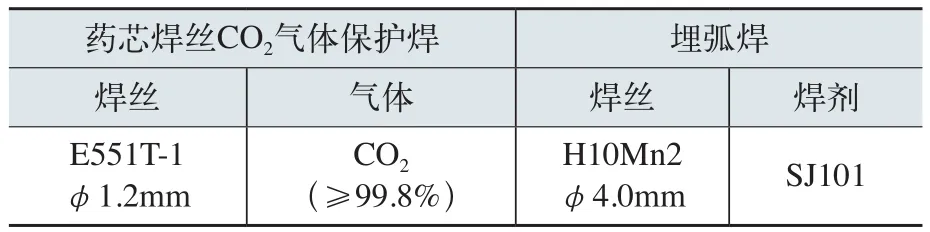
表4 EH47止裂钢焊材型号选用
4.2 坡口加工要求
该船体改造坡口均采用等离子火焰切割机进行加工,坡口加工后采用打磨机对坡口面存在的脆硬组织进行去除,确保坡口面不影响焊接质量。
坡口的制备原则:坡口越大,焊接过程中热输入量越大,焊接后变形也随之增大;当坡口较小时,焊枪难以摆动,焊接后容易出现根部缺陷,因此选用合理的坡口参数至关重要。该工程坡口加工前均采用计算机模拟放样方式预制坡口,经计算机模拟后统一选用35°坡口,具体坡口形式如图2所示。
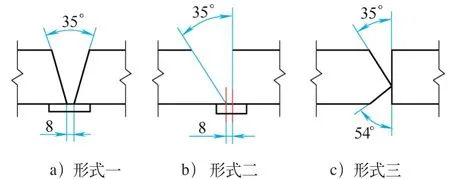
图2 坡口形式
4.3 下料余量的加放
由于在焊接施工过程中会产生收缩变形,为避免在建造过程中因短尺而影响精度,因此在对钢板进行下料时,需加放余量。
4.4 工艺措施
(1)焊前预热 焊接前应对EH47止裂钢坡口及其坡口两侧100mm范围进行预热,预热方式统一采用电加热板预热,预热温度≥125℃,预热时间≥2h。预热温度应在距坡口边缘76mm位置进行测量,测温枪需经过有资质的校验部门进行校验,确保测量温度的准确性,具体的测温位置如图3所示。
(2)焊接参数 焊接参数必须符合焊接工艺规程的要求,严禁大电流焊接,减小焊接热影响区。两种焊接方法的焊接参数分别见表5、表6。
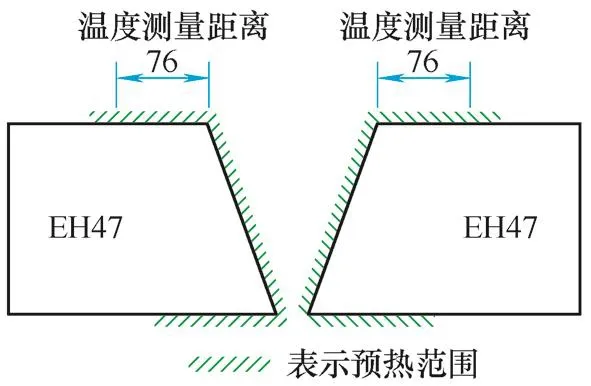
图3 测温位置示意
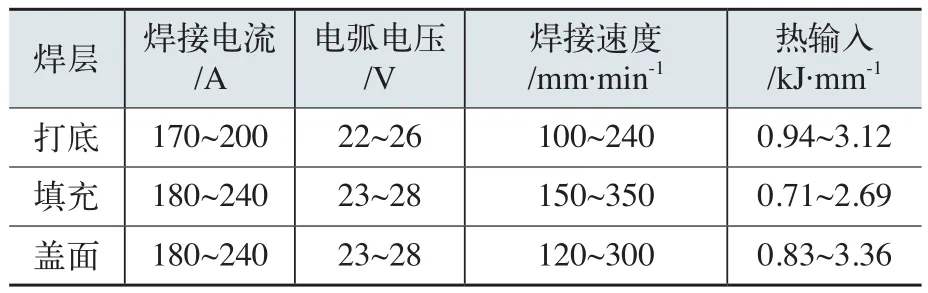
表5 药芯焊丝CO2气体保护焊焊接参数
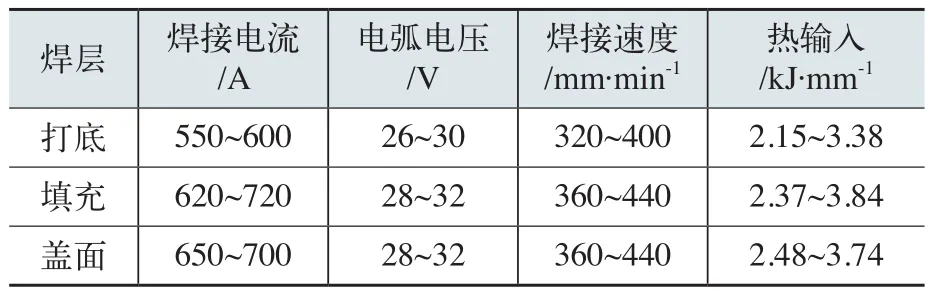
表6 埋弧焊焊接参数
(3)加设引弧板、引出板 在焊接引弧和熄弧端必须安装引弧板、引出板,厚度和材质与母材相同并开设坡口,坡口角度要求与焊缝的坡口一致,坡口长度至少50mm。引弧、熄弧严禁在坡口内进行。
(4)定位焊 当采用埋弧焊时,在坡口内侧采用CO2气体保护焊进行定位,定位焊长度100mm并焊接三道,以防止焊缝开裂。定位焊使用的焊材要与CO2气体保护焊正式焊接的焊材一致。在正式焊接前,需将定位焊缝两端打磨并光滑过渡。
(5)多层多道焊接技术 该项技术能有效减少焊接热输入,进而有效控制焊接变形和焊接应力,在多层多道焊接技术的基础上,通过错位焊能有效对下一层焊缝进行热处理,以减少焊缝中存在的粗晶组织,使晶粒细化。焊接时每道焊缝之间的接头至少错开50mm以上,以保证焊缝接头的质量,具体如图4所示。当焊枪摆动时,最大焊缝宽度不超过16mm。
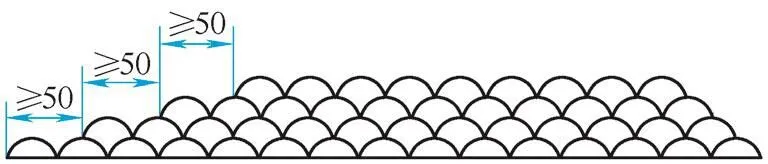
图4 焊接时每道焊缝之间的接头至少错开50mm以上
(6)层间温度控制 在焊接过程中,要保证必要的层间温度,最小的层间温度不小于预热温度,最高温度不超过200℃。层间温度低于所要求的预热温度时,可以进行再预热或采用边焊接边预热的方式来保证层间温度,从而保证焊接的连续性。
(7)防风措施 在室外进行EH47止裂钢焊接作业时,如在主甲板、舱口围板等合拢焊接需要做好防风措施,特别是采用CO2气体保护焊时更要注意防护。当遇到下雨或下雪天气时,室外的焊接作业应停止。
(8)防变形措施 EH47止裂钢的强度高、厚度较大,钢材在焊接后横向收缩较大,因此在主甲板、舱口等区域进行合拢焊接时,应采用马板进行刚性固定,以减小变形。
(9)焊后缓冷 在焊接完成后,采用保温棉将焊缝区域进行包裹,以减缓焊缝的冷却速度,降低焊缝的淬硬性,避免焊缝快速冷却而产生裂纹,确保焊缝的力学性能。
(10)焊后消除应力处理 焊后采用锤击或者消除应力机器对焊缝进行消除应力处理,采用锤击时应保证锤击的均匀性、用力适度,避免出现延迟裂纹。
5 结束语
经过系列船的工程实践,通过采用以上各项工艺技术措施,在产品的焊接过程中取得了较好的应用效果,确保了该项目中EH47钢的焊接质量,为EH47止裂钢及类似钢板焊接积累了经验,并为同类工程焊接提供了宝贵的经验。
猜你喜欢
百科探秘·海底世界(2024年6期)2024-06-27 23:10:58
电焊机(2024年1期)2024-03-01 06:20:44
军事文摘(2023年14期)2023-07-28 08:39:46
舰船科学技术(2022年18期)2022-10-18 12:06:06
节能与环保(2022年3期)2022-04-26 14:32:36
军事文摘(2018年24期)2018-12-26 00:57:56
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
中国机械(2015年9期)2015-05-30 15:20:13
江苏船舶(2015年4期)2015-02-25 03:11:22
中国石油大学学报(自然科学版)(2014年6期)2014-08-06 11:51:40
