
三排圆柱滚子转盘轴承径向游隙测量方法
2020-08-13 03:38洛阳LYC轴承有限公司河南洛阳471039应佳楠张维娜
金属加工(冷加工) 2020年8期
■ 洛阳LYC轴承有限公司 (河南洛阳 471039) 应佳楠 张维娜

三排圆柱滚子转盘轴承是一种能够同时承受轴向负荷、径向负荷和倾覆力矩等综合载荷的特殊结构的大型轴承。径向游隙是三排圆柱滚子转盘轴承的一个重要指标,是轴承设计和生产中必须考虑的重要参数,且轴承的性能及使用寿命能否达到技术要求,很大程度上取决于其径向游隙。径向游隙的测量方法在优化前采用的是起重机径向吊起法,优化后,采用撬杠窜动法、塞尺检测法和内径千分表检测法。
1. 测量方法优化前采用的起重机径向吊起法
起重机径向吊起法如图1所示,以轴承132.50.5000.03K5为例,利用起重机将合套后的三排圆柱滚子组合转盘轴承径向吊起,将磁力表架固定在轴承外圈上,百分表的表头指向内圈内径,沿圆周方向大致均匀选取6个不同位置,测量内圈相对于外圈的径向移动量,其平均值即为轴承径向游隙。

图1 起重机径向吊起法示意
2. 撬杠窜动法
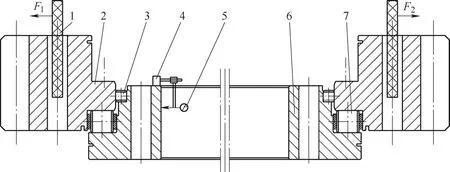
图2 撬杠窜动法示意
撬杠窜动法如图2所示,以轴承132.50.5000.03K5为例,在外圈、内圈和第二内圈加工检查合格后,将内圈平稳地放置于三个支点上,将合格的滚子和保持器摆放到内圈的主推力滚道上并沿圆周均布,然后吊起外圈,使外圈滚道与主推力滚子接触并形成回转运动,将第三滚子摆放在内圈的挡边上,将磁力表架摆放在外圈的端面,百分表表头指向内圈内径,调整百分表使表针指示为0刻度,在圆周方向大致均匀选取6个不同位置,用撬杠窜动读取外圈在极限位置时百分表的读数,此6个位置6组数据的平均值即为轴承的径向游隙。但施加于撬杠的力不能过大,否则轴承发生弹性变形,即使变形很小,也影响所测径向游隙的准确性。
3. 塞尺检测法
塞尺检测法如图3所示,以轴承132.50.5000.03K5为例,在外圈、内圈、第二内圈加工检查合格后,将内圈平稳地放置于三个支点上,将合格的滚子和保持器摆放到内圈的主推力滚道上并沿圆周均布,然后吊起外圈使外圈滚道与主推力滚子接触并形成回转运动,将第三滚子摆放在内圈的挡边上,在圆周方向大致均匀选取6个不同位置,用塞尺检查,确认滚动轴承最大负荷部位,在与其成180°的滚动体与外(内)圈之间塞入塞尺,记录处于对称位置时塞尺的厚度,此6处位置塞尺厚度3组数据的平均值即为轴承的径向游隙。
4. 内径千分表检测法
内径千分表检测法如图4所示,以轴承132.50.5000.03K5为例,在外圈、内圈、第二内圈加工检查合格后,将内圈平稳地放置于三个支点上,将合格的滚子和保持器摆放到内圈的主推力滚道上并沿圆周均布,然后吊起外圈使外圈滚道与主推力滚子接触并形成回转运动,将4个径向滚子对称均布放入内圈挡边上,如果能够放入,说明该套轴承为正游隙;如果不能放入,说明该套轴承为负游隙。沿同一方向在所安放的径向滚子附近取4个位置,用内径千分表测量外圈及内圈径向滚道之间的间距,取这4个数值之间的平均值,则该平均值减去径向滚子的直径为该轴承的径向游隙。

图3 塞尺检测法示意

图4 内径千分表检测法示意
5. 优化后测量方法的优势
通过优化测量方法,不仅可以解决因径向游隙不合格进行轴承再装配而导致装配效率大幅降低的问题,而且也可以减少因径向吊起引起轴承变形及千分表头抖动,造成测量不准确的现象。
优化后的方法不仅可以用于合套后的游隙测量,而且可以用于试配游隙。
对于盾构机主轴承及超大型转盘轴承,一般采用塞尺检测法。对于其余三排圆柱滚子组合转盘轴承,优化后的方法均可以使用。
6. 实例分析
在此以130.40.1800.03K3返修产品为例,对撬杠窜动测量方法进行说明。该返修产品在机床返修检查合格后进入装配试游隙阶段,使用撬杠窜动法,测得的6组径向游隙数据为0.56mm、0.57mm、0.58mm、0.58mm、0.56mm和0.57mm,这6组数据的平均值0.57mm即为该返修轴承的径向游隙值。原径向滚子尺寸为φ25mm×25mm,通过加大径向滚子的方法,使径向滚子尺寸加大为φ25.18mm×25mm,来达到产品径向游隙0.06~0.25mm的技术要求,很好地满足了用户的返修要求。
7. 结语
优化后的轴承径向游隙测量方法操作简单易行,测量效率很高,且测量结果准确可靠,提高了装配合套的一次成功率,降低了由于径向游隙大小的变化引起的轴承载荷分布不均、振动、噪声及寿命降低等不良影响。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
装备制造技术(2020年3期)2020-12-25
防爆电机(2020年5期)2020-12-14
装备制造技术(2020年2期)2020-12-14
机械研究与应用(2020年4期)2020-09-17
制造技术与机床(2019年6期)2019-06-25
