钕系顺丁橡胶在全钢载重子午线轮胎胎面胶中的应用
2020-08-04 09:03牟成乾许俊龙卞延超林纪祥
轮胎工业 2020年8期
牟成乾,胡 源,许俊龙,卞延超,任 慧,林纪祥
(通力轮胎有限公司,山东 兖州 272000)
近年来,物流市场对无内胎载重轮胎的需求量不断增大,因此无内胎轮胎的耐磨性能成为用户和轮胎工程技术人员关注的重点[1-2]。单独提高轮胎的耐磨性能不存在技术壁垒,但同时提高轮胎的路况适应性(抗撕裂性能、耐老化性能和抗胎面掉块等)较难[3]。
本工作研究钕系顺丁橡胶(NdBR)在全钢载重子午线轮胎胎面胶中的应用,以期提高轮胎的耐磨性能和路况适应性。
1 实验
1.1 主要原材料
NR,SMR20,马来西亚产品;NdBR,牌号CB22,荷兰阿朗新科公司产品;炭黑N234,上海卡博特化工有限公司产品;白炭黑175MP,福建三明正元化工有限公司产品;硅烷偶联剂HP-699,江西宏柏新材料股份有限公司产品;硬脂酸,泰柯棕化(张家港)有限公司产品;微晶蜡、促进剂TBBS、防老剂4020和RD,山东尚舜化工有限公司产品;高活性高比表面积氧化锌R80P,美国洛克伍德公司产品;分散剂FS-200,武汉径河化工有限公司产品;增塑剂40MSFL-55C,美国Flow Polymers公司产品;精制硫黄,山东临沂湖滨化工有限公司产品;防焦剂CTP,山东阳谷华泰化工股份有限公司产品。
1.2 主要设备和仪器
X(S)M-1.5型智能密炼机,青岛科高橡塑机械技术装备有限公司产品;GK400N型和GK255N型密炼机,德国克虏伯公司产品;XLHQ600×600×X4/1400型平板硫化机,青岛高策橡胶工程有限公司产品;Premier MDR型无转子硫化仪、RPA2000橡胶加工分析仪(RPA)和MV2000型门尼粘度仪,美国阿尔法科技有限公司产品;AI-7000S型电子拉力试验机,中国台湾高铁检测仪器有限公司产品。
1.3 混炼工艺
(1)小配合试验。胶料在X(S)M-1.5型智能密炼机中分两段进行混炼,一段混炼转子转速为70 r·min-1,混炼工艺为:生胶→压压砣30 s→炭黑、白炭黑和部分小料→压压砣50 s→剩余小料→压压砣至135 ℃→提压砣保持30 s→压压砣至155℃→排胶;二段混炼转子转速为30 r·min-1,混炼工艺为:一段混炼胶、硫黄、促进剂和防焦剂→压压砣50 s→提压砣保持5 s→压压砣至105 ℃→排胶。
(2)大配合试验。胶料一、二段混炼均在GK400N型密炼机中进行,一段混炼转子转速为50 r·min-1,混炼工艺为:塑炼胶、炭黑、白炭黑和部分小料→压压砣35 s→提压砣并将转子转速调至35 r·min-1→压压砣至155 ℃→排胶;二段混炼转子转速为35 r·min-1,对一段混炼胶进行返炼,排胶温度为140 ℃;三段混炼在GK255N型密炼机中进行,转子转速为20 r·min-1,混炼工艺为:二段混炼胶、硫黄、促进剂和防焦剂→反复提压砣至105℃→排胶。
1.4 测试分析
1.4.1 硫化特性
硫化特性按照GB/T 16584—1996《橡胶 用无转子硫化仪测定硫化特性》进行测试,硫化温度为151 ℃。
1.4.2 物理性能
邵尔A型硬度和拉伸性能分别按照GB/T 531.1—2008《硫化橡胶或热塑性橡胶 压入硬度试验方法 第1部分:邵氏硬度计法(邵尔硬度)》和GB/T 528—2009《硫化橡胶或热塑性橡胶 拉伸应力应变性能的测定》进行测试,采用4 mm试样,硫化条件为151 ℃×40 min。
1.4.3 DIN磨耗量
DIN磨耗量按照GB/T 9867—2008《硫化橡胶或热塑性橡胶耐磨性能的测定(旋转辊筒式磨耗机法)》进行测试。
1.4.4 RPA分析
RPA分析时,先将试验条件设置为频率 1.67 Hz,应变 7%,温度 151 ℃,达到条件后稳定5 min;再将试样放入模腔硫化60 min;后将温度降至60 ℃,按照频率 10 Hz,应变 7%的条件进行测试分析。
2 结果与讨论
2.1 NdBR/NR并用比的选择
不同NdBR/NR并用比胶料配方见表1。
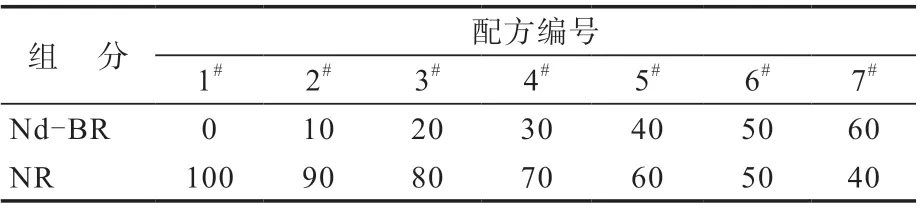
表1 不同NdBR/NR并用比胶料配方 份
不同NdBR/NR并用比硫化胶的物理性能如表2所示。
从表2可以看出:随着NdBR用量增大,硫化胶的拉伸强度、撕裂强度和DIN磨耗量减小;根据期望值筛选,5#配方(即NdBR/NR并用比为40/60)符合优化要求。

表2 不同NdBR/NR并用比硫化胶的物理性能
2.2 补强体系的选择
不同补强体系胶料配方见表3。
不同补强体系硫化胶的物理性能如表4所示,其中tanδ为损耗因子。

表4 不同补强体系硫化胶的物理性能
根据表3和4中的数据,建立自变量与因变量之间的关联,按照最小二乘法进行预测值和试验值拟合,P值均小于0.05[P值指在一个概率模型中,统计摘要(如两组样本均值差)与实际观测数据相同,或甚至更大这一事件发生的概率,P≤0.05可以定为拟合程度优],结果如图1—6所示。
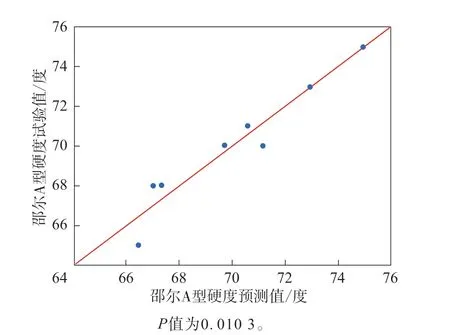
图1 邵尔A型硬度拟合曲线
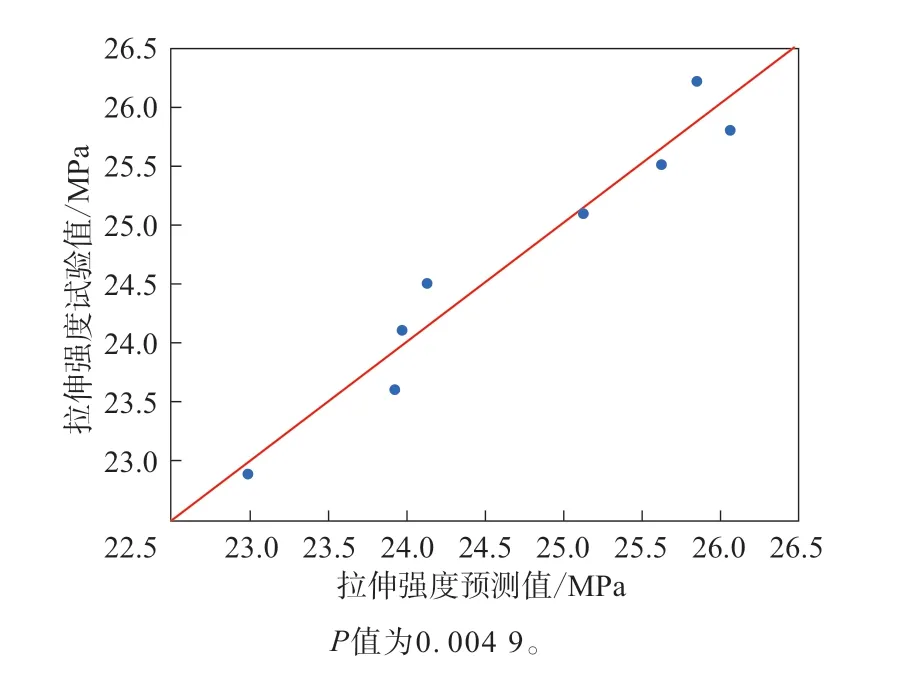
图2 拉伸强度拟合曲线
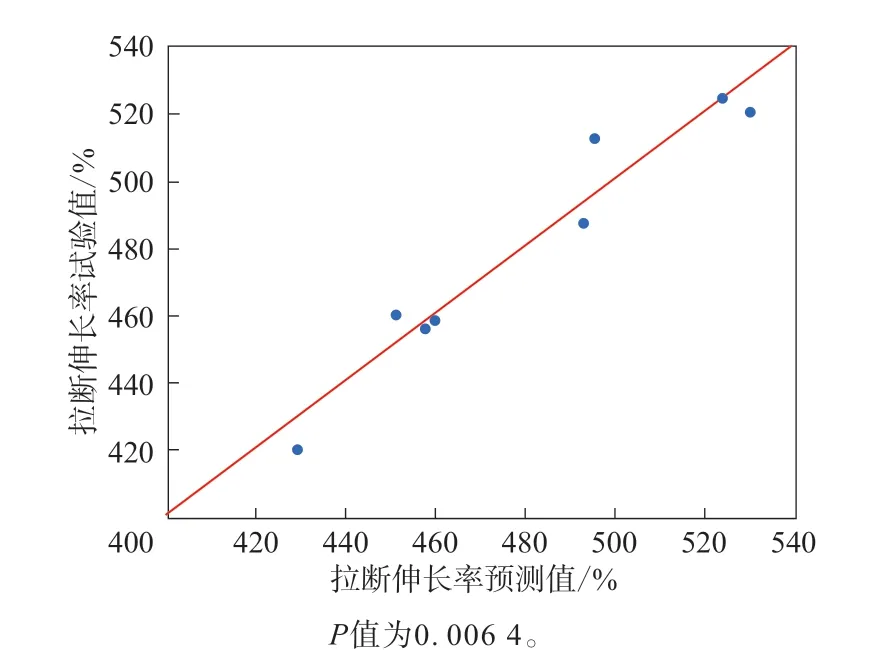
图3 拉断伸长率拟合曲线
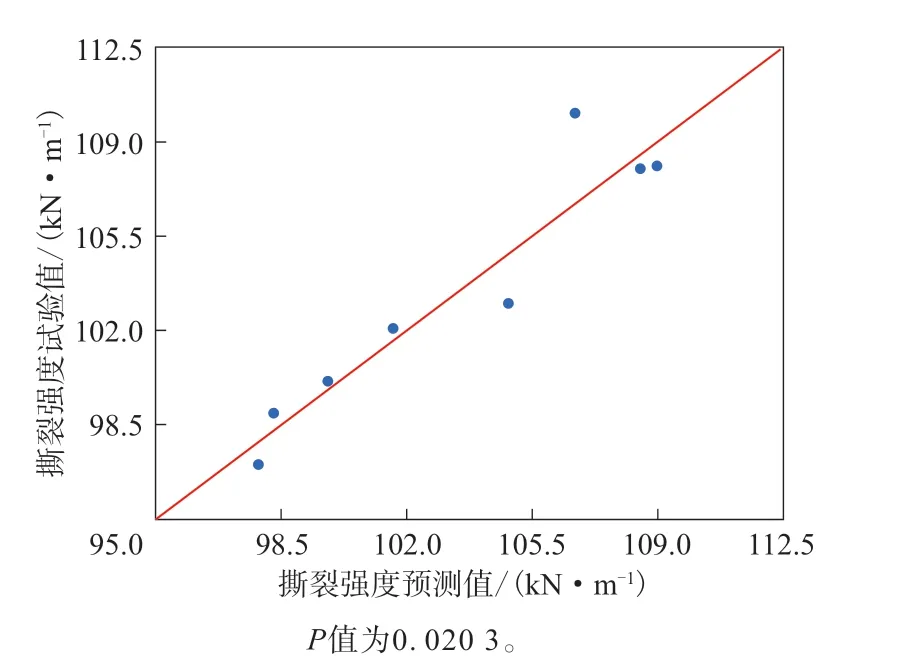
图4 撕裂强度拟合曲线
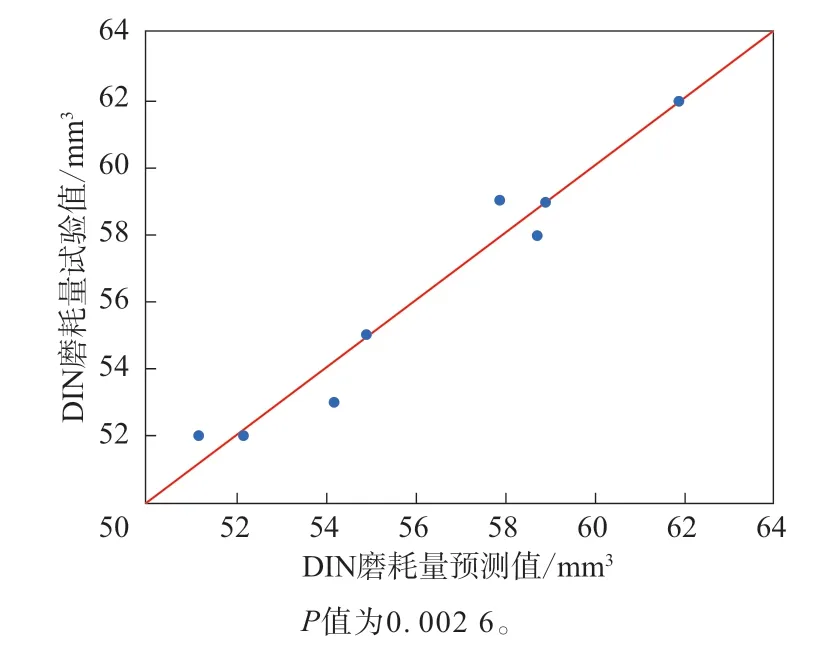
图5 DIN磨耗量拟合曲线
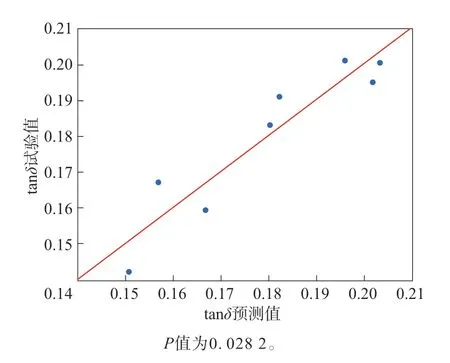
图6 tan δ拟合曲线

表3 不同补强体系胶料配方 份
根据试验值与预测值的拟合曲线绘制自变量(白炭黑175MP和炭黑N234用量)与因变量(胶料性能)等高线(见图7),线条阴影部分为白炭黑175MP和炭黑N234用量的期望值范围,其中白炭黑175MP用量为10.6~15份,炭黑N234用量为42~49.3份,偶联剂HP-699用量为白炭黑用量的20%。
图7中标记的期望值区间4个方向白炭黑175MP和炭黑N234的极值用量及通过等高线预测的物理性能如表5所示。
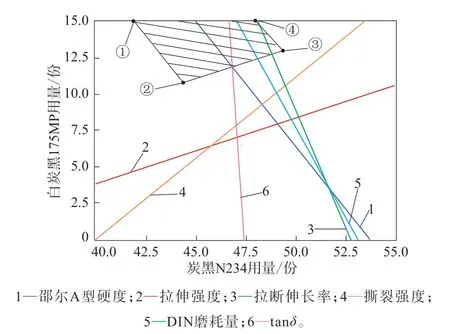
图7 白炭黑175MP和炭黑N234用量与胶料性能的等高线
从表5可以看出,①和④标记点白炭黑用量均为15份,且硫化胶综合性能较优,故选取①和④标记点作为路试胶料配方进行对比分析。
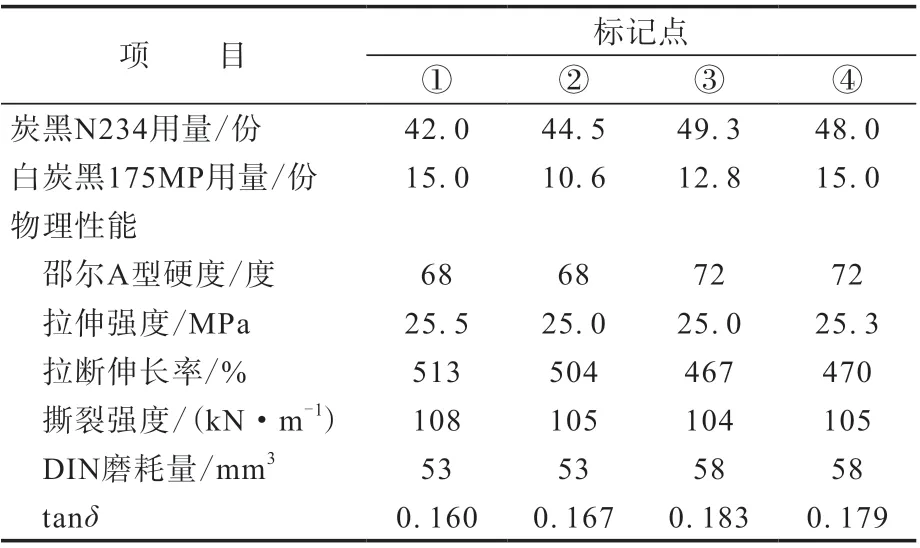
表5 4个标记点对应白炭黑175MP和炭黑N234的用量及等高线预测的物理性能
2.3 路试分析
路试胶料配方如表6所示。
根据表6配方进行大配合试验,得到胎面胶的物理性能,如表7所示。
由表7可知,胎面胶的拉断伸长率比预测值小,撕裂强度和DIN磨耗量比预测值大。
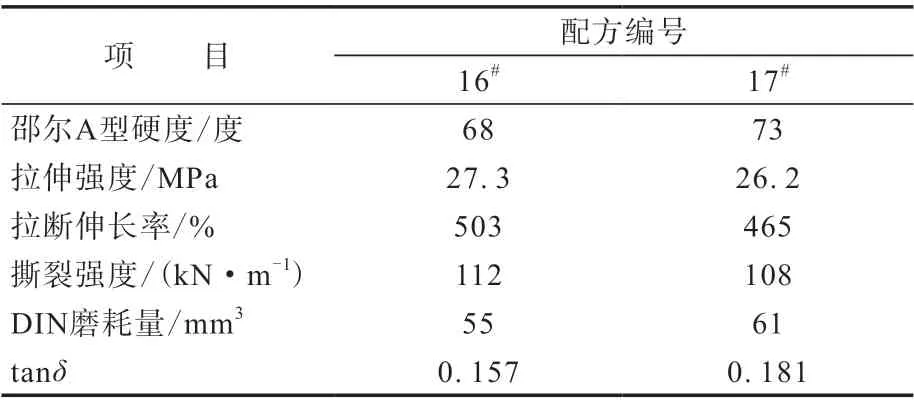
表7 路试胎面胶的物理性能
采用表6配方胎面胶试制12R22.5轮胎(花纹深度为18 mm,如图8所示),并进行道路试验,试验条件为:车型 1F+2D+3T拖挂车(如图9所示),单程运距 200 km,车货总质量 ≤49 t、行驶路况 70%高速+30%国道。16#配方轮胎安装于左侧轮位(即图9中轮位3,4,7,8,11,12,15,16,19和20),17#配方轮胎安装于右侧轮位(即图9中轮位5,6,9,10,13,14,17,18,21和22)。
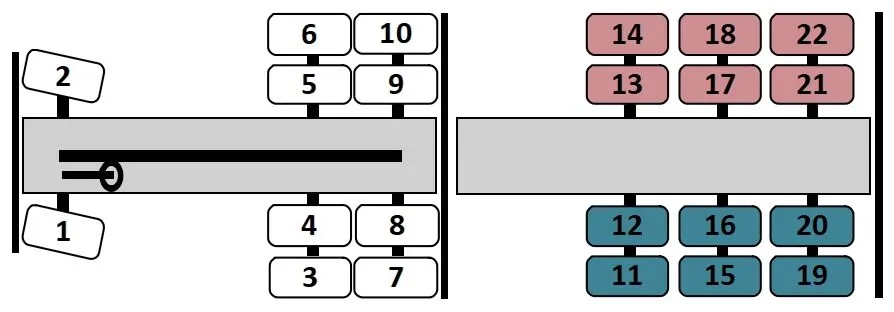
图9 路试车型示意
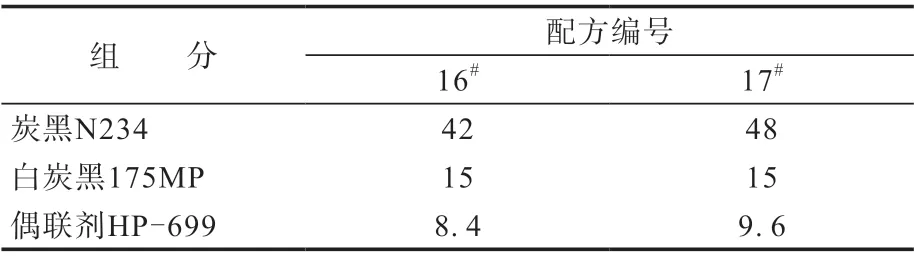
表6 路试胶料配方 份
车辆行驶超过15万km后对轮胎磨损情况进行评价,结果如表8和图10所示。

表8 路试结果
由表8可知,16#配方轮胎单位磨损深度行驶里程较17#配方轮胎大4.5%,由于花纹测量按平均值计算,故磨耗里程数相差5%以内可视为水平相当。从图10可以看出,17#配方轮胎胎面有啃伤、掉块现象。
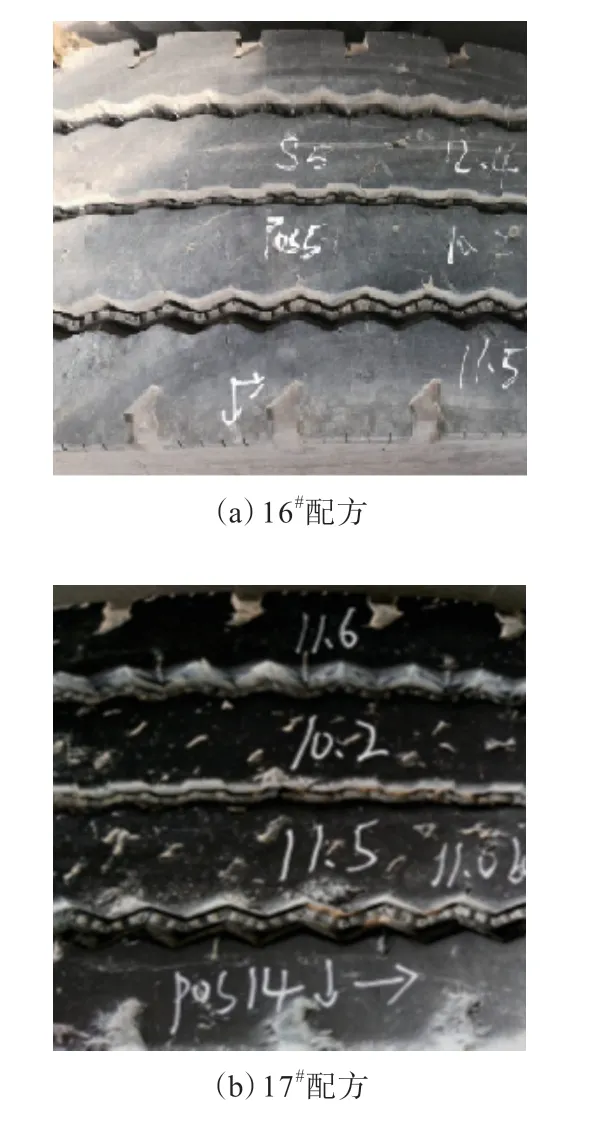
图10 路试轮胎胎面磨损情况
3 结论
NdBR在全钢载重子午线轮胎胎面胶中应用时,通过配方优化,即NdBR用量不超过40份,同时添加适量白炭黑,轮胎具有较大的磨耗里程和较好的路况适应性;当NdBR用量为40份时,配合炭黑用量为42~49份、白炭黑用量为10~15份,随着炭黑或白炭黑用量的增大,胶料的硬度增大,当硬度大于68度时,轮胎的路况适应性下降,且胎面存在啃伤、掉块的风险。
猜你喜欢
山东陶瓷(2021年5期)2022-01-17
陶瓷学报(2021年3期)2021-07-22
昆钢科技(2021年6期)2021-03-09
橡塑技术与装备(2018年21期)2018-02-19
橡胶工业(2018年4期)2018-02-16
中国资源综合利用(2016年11期)2016-01-22
橡胶工业(2015年9期)2015-08-29
橡胶科技(2015年6期)2015-07-31
橡胶科技(2015年1期)2015-02-25
橡胶科技(2015年7期)2015-02-24