
ZJ116A型卷接机组搓接自动清洁装置研制
2020-07-26 08:49:32潘恒乐冯雄伟
食品与机械 2020年6期
潘恒乐 冯雄伟 王 俊
(常德烟草机械有限责任公司,湖南 常德 415000)
ZJ116A型卷接机组是以ZJ116型卷接机组[1]为技术平台研制出具有自主知识产权的超高速卷接机组(最高运行速度14 000 Cig/min),该机型运行平稳可靠、产品质量优、操作快捷方便[2]。烟支搓接部分是ZJ116A型卷接机组的重要组成部分,主要由搓烟轮和搓板组成[3],研究[4]表明,搓烟轮和搓板表面的清洁度会直接影响到卷烟的搓接效果,如不及时清理其表面异物,会影响烟支的搓接质量和设备的稳定性。近年来,针对搓接部分的清洁已有一些研究,姜冬子等[5]通过PLC控制铜刷和压缩空气,实现了对ZJ112型卷接机组搓板的自动清洁;王治伟[6]采用高精度压差传感器和外置剔除阀,优化了清洁过程,减少了ZJ19型卷接机组的搓板堵塞次数,提高了设备的运行效率。但这两种方式不适用于超高速运行的ZJ116A型机组。研究拟设计一种针对ZJ116A型机组搓接部分的自动清洁装置,以期降低维保工作量,提高设备运行稳定性。
1 问题分析
卷接机组的烟支搓接工艺是以乳胶为黏接剂,通过搓板与搓烟轮将无嘴烟条、滤嘴和接装纸搓接在一起[7]。如图1所示,ZJ116A型卷接机组的搓接装置主要由搓板4、启动轨3、搓烟轮2以及归位轮5组成。搓烟轮2从靠拢轮处接收粘有接装纸纸片的组烟1(带有接装纸片的烟条段和双倍长滤嘴组成),并将其吸入烟槽中。组烟1随着鼓轮转动到达启动轨处,进入搓接工作位置,随后启动轨将组烟1拨出烟槽,在搓烟轮2圆弧面与搓板4之间滚动,从而使接装纸片将组烟1紧密包裹粘合而形成双倍长度滤嘴烟支,最后在归位轮5的带动下落入烟槽中。从组烟被启动轨拨出烟槽开始,到滚出搓板,卷烟一直受到挤压,乳胶很容易溢出粘在搓板或搓烟轮表面上。溢出的胶水容易沾染上烟沫、纸屑、粉尘等,经长时间运行后,会在搓板和搓烟轮表面形成胶垢,影响后续烟支的搓接,导致烟支泡皱、空头等,甚至造成掉烟,使机组停机,影响卷烟的生产质量和生产效率[8-9]。

1. 组烟 2. 搓烟轮 3. 启动轨 4. 搓板 5. 归位轮
如图2所示,ZJ116A型卷接机组的搓烟轮1上方设有一个铲刀装置2,但只能对体积较大的杂物进行铲削清洁,而且铲刀装置和搓烟轮之间有一定的间隙,清洁效果不理想,有时反而将粘到搓烟轮表面的滤棒或水松纸片压实到鼓轮表面,且无法铲除,而搓板没有针对性地设计清洁装置。为清理搓接部分的胶垢和杂物,企业在每个班次交接班时至少需人工清理一次,维保工作费时繁琐,影响设备的运行效率。

1. 搓烟轮 2. 铲刀 3. 电机 4. 毛刷 5. 切纸轮
2 设计方案
2.1 搓烟轮清洁机构
在ZJ116A机组中,电机3驱动毛刷4转动,对切纸轮5表面进行清洁(见图2),结合目前的布局,搓烟轮1上方还有较大的闲置空间,对原切纸轮自动清洁装置进行改进,使电机同时驱动两个毛刷转动,以实现切纸轮和搓烟轮表面的自动清洁。
采用CREO软件参数化设计[10],得到改进后的毛刷清洁装置模型,见图3。设备运行时,电机3驱动带轮11转动,通过两个同步带7和8带动同步带轮9和12转动,使两个毛刷2和4转动,实现同时清洁切纸轮和搓烟轮表面的目的。新型毛刷清洁装置因其自带动力,与搓烟轮相对速度可变,能更彻底地刷除搓烟轮的表面杂物,达到更好的清洁效果。同时还将毛刷4的法兰安装孔设计成腰形槽,用于调节毛刷相对搓烟轮的距离,当毛刷磨损难以有效清洁搓烟轮表面时,可以调整其与搓烟轮之间的位置,来保证毛刷对搓烟轮的压力,使毛刷能够继续使用,提高毛刷的使用寿命。
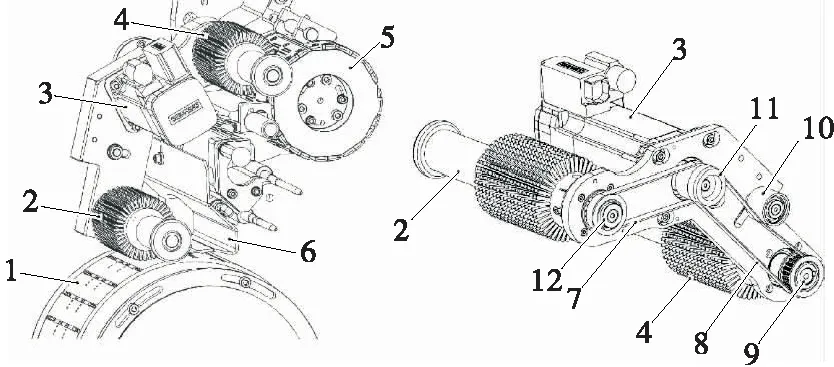
1. 搓烟轮 2、4. 毛刷 3. 电机 5. 切纸轮 6. 铲刀 7、8. 同步带 9、11、12. 带轮 10. 张紧轮
2.2 同步带的选型
为同时驱动2个毛刷,电机输出的带轮11相对于原带轮进行了加宽,便于同时安装2个同步带,其中带轮9、带轮11以及带轮12的齿数Z=22,节距P=5.08 mm。
根据分度圆直径计算公式[式(1)],求得d=35.57 mm。计算公式:
(1)
式中:
d——带轮分度圆直径,mm;
P——带轮节距,mm;
Z——带轮齿数。
通过CREO软件建模,模拟同步带8被张紧到极限位置时情况,如图4所示,得到带轮11到带轮9的中心距L1=157 mm以及同步带8的节线长的最大值Lmax=441.6 mm。
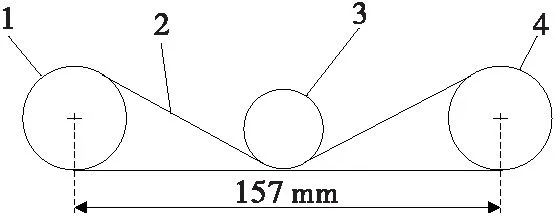
1. 带轮11 2. 同步带 3. 张紧轮 4. 带轮9
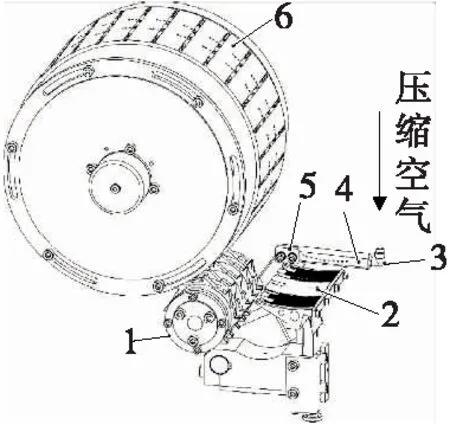
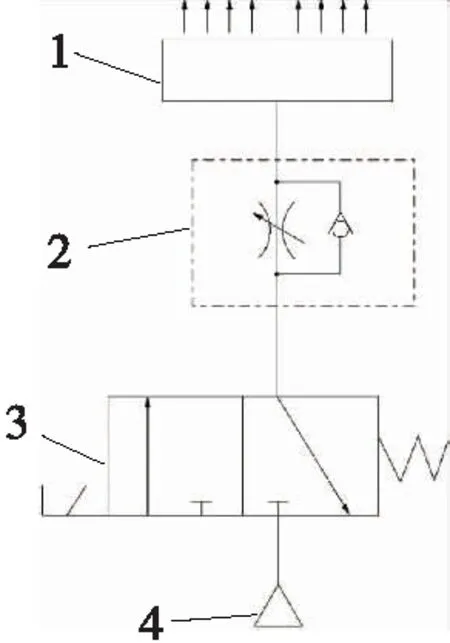
同步带8的节线长的最小值为Lmin=πd+2L1≈425.7 mm。根据计算结果,选择了型号为170XL037的同步带(德国Optibelt公司),该同步带的节线长L=431.8 mm,则Lmin 在搓接装置的右侧设计了一套搓板自动清洁装置,该装置包括机械部分、气动部分和电气控制部分。其结构如图5所示,机械部分主要由射流器4、支架5、管接头3 等组成。管接头3装于射流器4右侧,另一头连接气管,射流器4通过支架5安装在搓板装置上,射流器4上有一排弧形气孔,当搓板处于非工作状态时,吹气管上弧形布局的气孔正好与搓板表面重合。 1. 归位轮 2. 搓板 3. 管接头 4. 射流器 5. 支架 6. 搓烟轮 气动部分主要由一个两位三通电磁阀和单向节流阀组成,电磁阀可以选用设备上的备用阀岛,气路示意图如图6所示。电磁阀控制气源的通断,当需要清洁搓板表面,电磁阀连通气路,压缩空气经过节流阀到射流器,再通过弧形布局的气孔清洁搓板表面的杂物。 1. 射流器 2. 单向节流阀 3. 两位三通电磁阀 4. 气源 ZJ116A型卷接机组的电控系统采用德国Beckhoff公司的IPC控制技术[11-12],所以利用IPC编写控制模块来控制清洁风运行。其控制流程见图7,设备运行时,光电开关B24M识别到10个连续的空槽,发出报警信号,设备停止运行,搓板转到非工作位置,此时接近开关B23M检测到搓板并发出信号,两位三通电磁阀通电后换向,从而使压缩空气进入到射流器中,清洁搓板表面的杂物,清洁2 s后,两位三通电磁阀失电,在弹簧作用下,电磁阀复位,阻断了压缩空气的流通,射流器停止对搓板进行吹气清洁。或在设备运行前,压纸杆会提前将水松纸压到胶辊上,接近开关B67M检测到压纸杆并发出信号,电磁阀通电换向,压缩空气清洁搓板表面2 s,然后电磁阀失电复位,射流器停止吹风。该控制系统能使搓板在设备运行之前和运行之后都能被清洁一次,尽可能地保证搓板工作表面的清洁。 图7 控制流程 为验证改进效果,对常德烟草机械有限责任公司实验室1组ZJ116A型卷接机组进行改进及对比测试。 3.1.1 材料与设备 白沙(硬)牌卷烟配套烟丝及辅料:长沙卷烟厂; 卷接机组:ZJ116A型,常德烟草机械有限责任公司。 3.1.2 方法 将ZJ116A型卷接机组的运行速度设定为14 000 Cig/min,每天运行6 h,分别统计改进前后设备出现搓板堵塞次数,统计周期为30 d。发生搓板堵塞后,若搓板和搓烟轮表面沾附纸片、烟条等明显异物时,则分别对两者进行人工清洁,并统计清洁次数。 如表1所示,改进后的ZJ116A型卷接机组,其搓板堵塞由36次/月降低到21次/月,人工清理搓板的次数由32次/月减少到16次/月,人工清洁搓烟轮的次数由28次/月降低到8次/月,提高设备有效作业率,降低了维保强度。 表1 改进前后的搓板堵塞和人工清洁次数统计 通过电机驱动毛刷清洁搓烟轮,采用设备IPC系统编写控制模块来控制压缩空气清洁搓板的工作面等方法,实现了对ZJ116A型卷接机组搓接的自动清洁,有效地清除了搓烟轮和搓板上的胶垢和异物。通过对改进前后的ZJ116A型卷接机组进行对比测试,结果表明:改进后提高了设备运行效率,降低了维保强度。但由于该装置巧妙利用了ZJ116A型机组的布局,只可在ZJ116系列机型上推广,无法直接应用于其他机型。实际运行过程中,影响烟支搓接的因素较多,虽然不能完全依靠该装置取代人工清洁,但该方法仍可有效降低清洁次数,提高设备运行的稳定性。2.3 搓板清洁机构

3 应用效果
3.1 设计试验
3.2 数据分析

4 结论
猜你喜欢
科技与创新(2023年17期)2023-09-17 12:26:12
粮食加工(2022年6期)2022-12-02 09:07:56
轻工学报(2021年4期)2021-09-02 02:39:06
长春大学学报(2021年4期)2021-05-17 08:38:56
制造技术与机床(2017年3期)2017-06-23 08:11:32
饮食与健康·下旬刊(2016年6期)2016-11-28 07:10:24
读者(2016年14期)2016-06-29 17:24:55
新闻传播(2015年6期)2015-07-18 11:13:15
中国医疗美容(2015年4期)2015-04-27 02:24:06
中国医疗美容(2015年4期)2015-04-27 02:24:06
