
氨氮对淀粉酶产色链霉菌产ε-聚赖氨酸的影响
2020-07-22 02:44:40魏希庆郭凤柱胡春磊宋富赵卓谭之磊贾士儒
食品与发酵工业 2020年13期
魏希庆,郭凤柱,胡春磊,宋富,赵卓,谭之磊,2,3*,贾士儒,2,3*
1(天津科技大学 生物工程学院,工业发酵微生物教育部重点实验室,天津,300457)2(省部共建食品营养与安全国家重点实验室(天津科技大学),天津,300457)3(天津市微生物代谢与发酵过程控制技术工程中心,天津,300457)
ε-聚赖氨酸(ε-poly-L-lysine, ε-PL)是一种由赖氨酸单体通过ε-氨基和α-羧基形成酰胺键聚合而成的天然同聚物。因其具有安全性高、抑菌谱广、水溶性和热稳定性好等优点,被日本、美国、韩国等多个国家用作食品防腐剂,2014年我国国家卫计委批准ε-PL及其盐酸盐作为食品防腐剂使用[1-3]。为了提高 ε-PL的产量,国内外学者在产生菌改造、营养条件优化和发酵过程调控等方面进行了研究。李双等[4]从不同ε-PL生产菌株出发,利用基因重排技术(Genome shuffling)使产量进一步提高。SHIMA等[5]研究了不同碳氮比对白色链霉菌发酵产生ε-PL的影响。KAHAR等[6]利用pH 双阶段调控策略,有效提高了ε-PL的生产效率。REN等[7]建立了一种酸性pH冲击策略,ε-PL产量有了很大提高。GUO等[8]研究发现不同浓度的酵母粉对ε-PL产量、生物量及关键酶活力有显著性差异(P<0.05)。WANG等[9]研究了金属离子对S.diastatochromogenesCGMCC3145 产生ε-PL的影响, 当添加0.1 mmol/L Fe2+时,ε-PL 产量提高了 29.2%。此外,外源添加甘氨酸、赖氨酸[10-11]、ATP及生物素[12]均能提高 ε-PL 产量。
1 材料与方法
1.1 菌株
淀粉酶产色链霉菌(Streptomycesdiastatochromogenes6#-7),天津科技大学生物反应工程研究室保藏。
1.2 培养方法
种子和发酵培养基均为M3G培养基(g/L):葡萄糖50,(NH4)2SO410,酵母浸粉5,MgSO4·7H2O 0.5,K2HPO4·3H2O 0.8,KH2PO41.36,ZnSO4·7H2O 0.04,FeSO4·7H2O 0.03,用NH3·H2O调pH至7.2,121 ℃灭菌20 min。
通过调节培养基中(NH4)2SO4含量控制初始氨氮质量浓度。
1.2.1 摇瓶发酵
从斜面挑1环孢子接于含有100 mL M3G液体培养基的500 mL三角瓶中,30 ℃、200 r/min条件下振荡培养30 h得到种子液。
将种子液以6%接种量接于含有100 mL M3G液体培养基的500 mL三角瓶中,30 ℃、200 r/min条件下培养。定时取样,测定相关参数。
1.2.2 5 L分批发酵
采用5 L搅拌式发酵罐(B.Braun自控式发酵罐)。初始装液量2.7 L,接种量为10%。发酵过程中控制温度30 ℃,初始pH 6.8,自然降至pH 4.0时自动流加体积分数11%~13% NH3·H2O维持pH。通风量1~2 vvm,溶氧量(dissolved oxygen, DO) 30%,发酵液中残糖降至0 g/L时,发酵结束。
1.2.3 5 L补料分批发酵
1.3 发酵参数的检测
残糖、生物量、pH参数的测定参照文献[20]。
ε-PL标准曲线和产量的测定参照文献[21]。
天冬氨酸激酶(aspartokinase, Ask)活性测定参照文献[23];聚赖氨酸合成酶(polylysine synthetase, Pls)活性测定参照文献[24-25]。
2 结果与讨论
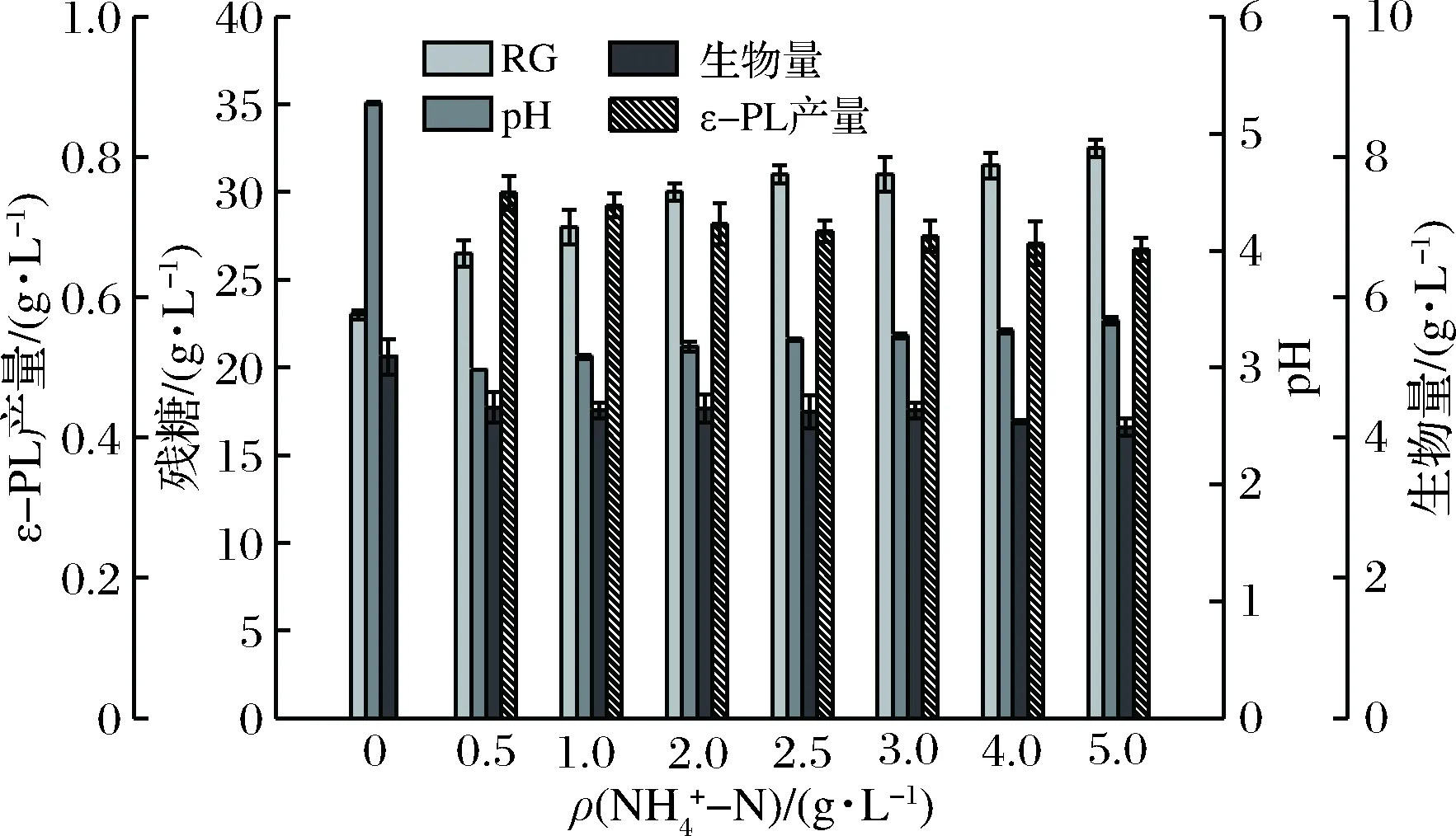
图质量浓度对摇瓶发酵生产ε-PL的影响
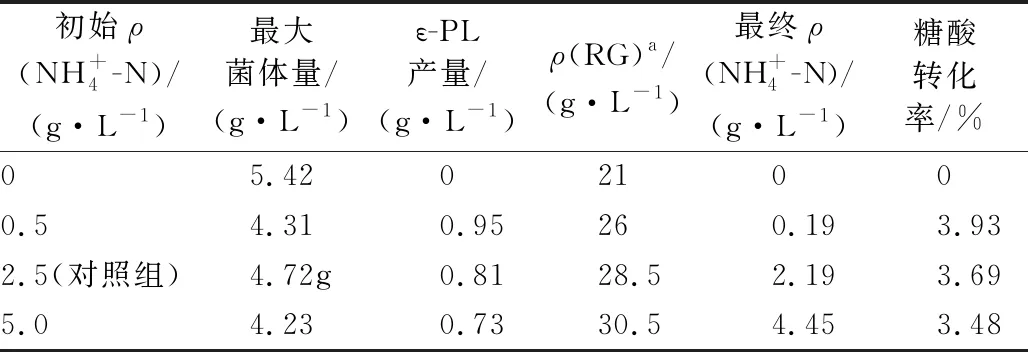
表1 摇瓶发酵96 h相关数据对比
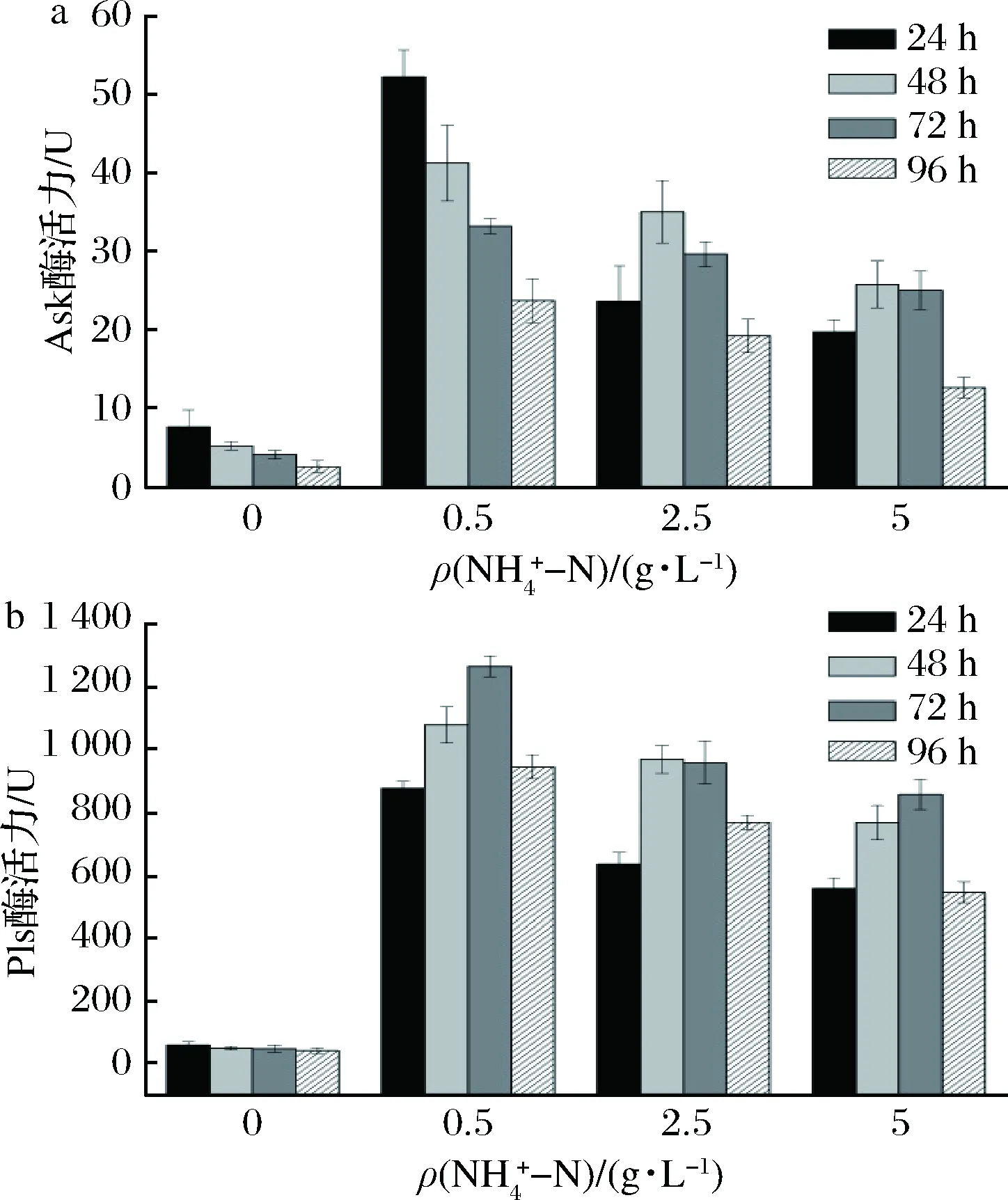
a-Ask酶活力;b-Pls酶活力
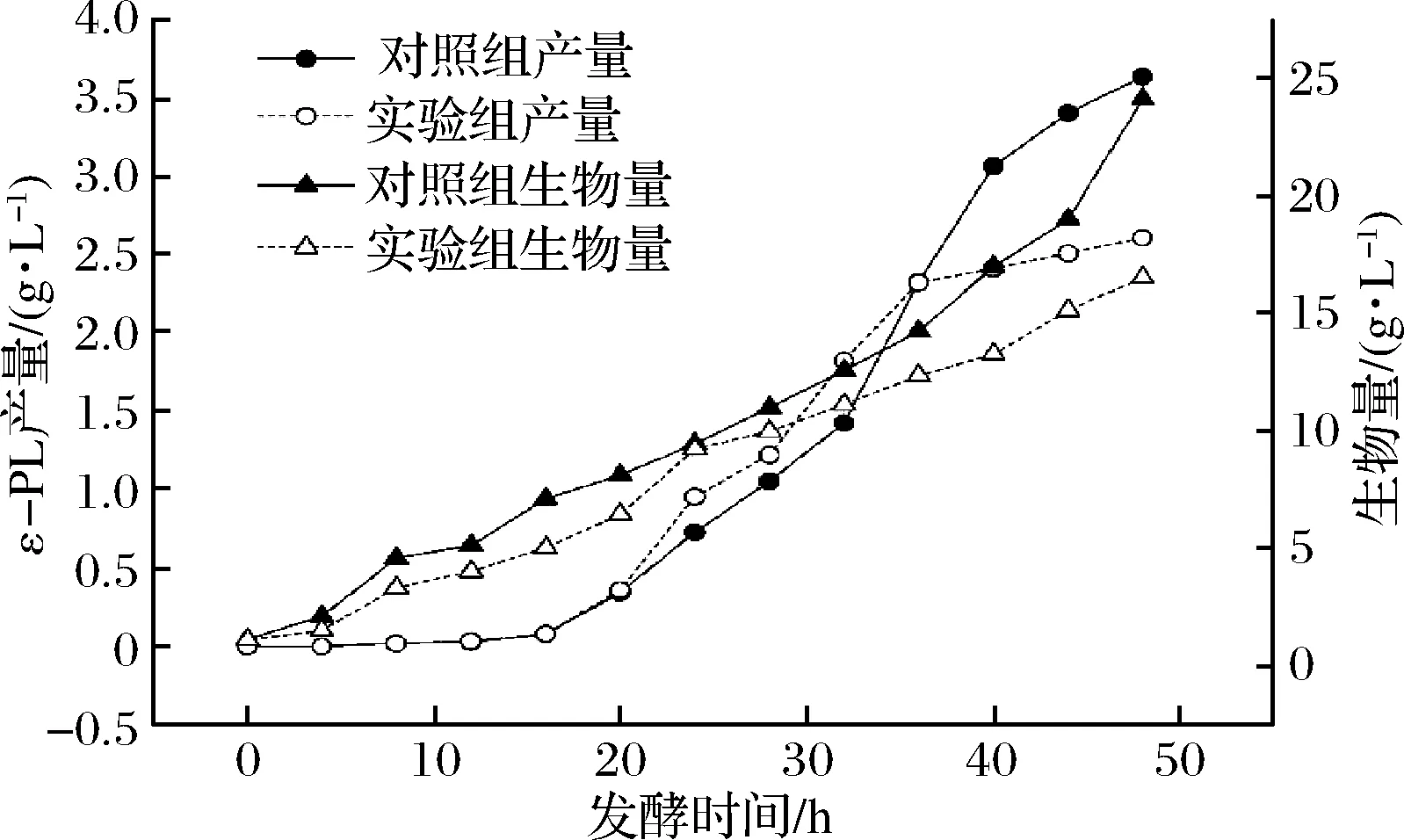
图质量浓度对5 L发酵罐分批发酵生产ε-PL的影响

质量浓度;b-生物量;c-ε-PL产量
对实验组A与对照组发酵过程中细胞比生长速率、产物比合成速率及生长强度进行对比,结果如图5所示。
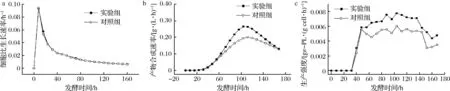
a-细胞比生长速率;b-ε-PL比合成速率;c-生产强度
3 结论
猜你喜欢
中国资源综合利用(2022年11期)2022-12-10 13:14:48
中国特种设备安全(2021年3期)2021-07-28 06:54:18
今日农业(2020年19期)2020-12-14 14:16:52
食品与发酵工业(2020年16期)2020-09-02 08:20:06
食品安全导刊(2018年15期)2018-01-16 19:52:22
食品与发酵工业(2016年9期)2016-10-13 00:43:16
当代化工研究(2016年7期)2016-03-20 16:21:54
分析测试学报(2015年8期)2016-01-13 06:19:35
中国科技信息(2015年2期)2015-11-16 08:18:32
中国学术期刊文摘(2015年17期)2015-11-01 02:38:06
