
简述手轮电位器的信号处理
2020-07-10 04:42董增锋
科学与信息化 2020年7期
董增锋

摘 要 本文介绍了手轮电位器在整个信号给定时处理问题的简单应用,達到现场对控制系统的准确控制,更好地满足现场工况的需求。
关键词 转盘;顶驱;线性;非线性;双精度整形
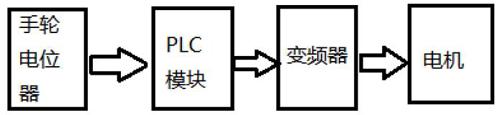
目前在石油钻井行业,控制操作广泛的应用手轮电位器,方法是将模拟信号给定到PLC,由PLC控制变频器,再由变频器来驱动电机如下图,例如:转盘的速度、扭矩的给定和限制;顶驱的速度、扭矩的给定和限制,随着钻井工艺的不断提高,对控制电机的精度要求越来越高,实现一些特殊的要求。
1低速时手轮信号的处理
由于电机是通过变频器控制。在低速时,变频器的输出频率会出现不稳定情况,这时需要电机以间歇方式运行,对手轮控制信号需要采取一些处理,变频器和手轮电位器是无法改变的,只能改变PLC程序,使其和实际工况相一致。在手轮给定低于5m/hour时,变频器的输出频率会出现不稳定情况,这时需要电机以间歇方式运行,就需要在PLC在程序中令变频器以间歇方式输出速度给定。
其数学计算如下:
为手轮给定的速度,在这里就是设定的5m/hour,为运行时间(在此,我们把运行时间定为10s), 为周期。,为双精度整形数,保证了周期的精确性。由上式变换得:
算出周期后,设计一个计数器(10ms记1个数),让计数器的值在以内时输出1,令速度给定导通,在以后余下的 的时间内不输出速度给定信号,当计数器记满周期后置1从新计数。占空比就有得出。由于双精度整形数的运用,使之控制精度很高。以上是电机低速时,对手轮电位器给定信号的处理的算法,可根据以上算法,在PLC程序中采用此算法,可以很好地解决手轮给定在低频时不稳定的情况[1]。
2整个手轮给定中的信号处理
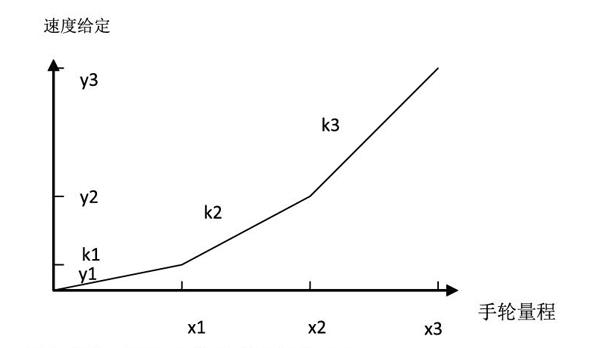
由于考虑到手轮调速范围非常大,在低速时调速非常不准确、不方便,所以对手轮的速度给定作了一下调整。如下图所示。
在手轮前1/3的量程里,为低速给定区域,在此区域内,手轮给定的速度在0~5m/hour的范围内,此时电机以间歇方式运行;在中间1/3的手轮量程内,调速范围是5m/hour到最大速度的一半,即2304m/hour(在自动送钻方式下为18m/hour),满足了大部分工艺的需求;在最后的1/3的手轮量程内为后面一半的调速范围,到4608m/hour(自动送钻方式下为36m/hour)。由在不同的量程内,手轮电位器输入所给定的值乘以不同的比例来达到以上的给定方式。
其数学公式为:
X1:手轮量程的前1/3值;x2:手轮量程的中间1/3值;x3:手轮量程的后1/3值;K1:手轮量程的前1/3比例值;k2:手轮量程的中间1/3比例值;k3:手轮量程的后1/3比例值;y1、y2、y3均为速度给定。
以上是在整个手轮电位器给定信号时,在PLC程序内采用的算法,该算法的关键在于给定精度,所有数据采用双精度整型,虽然此处将给定的全部速度分成了三部分,也可分成若干份,分的越多控制越平滑,但是程序就会相应增加。
这样处理后手轮调速的精度与易用性都会大大提高,使操作人员不会再为低速给定而感到不便[2]。
3手轮电位器信号给定时注意事项
(1)转盘和顶驱在电机速度和扭矩给定时,都可以采用此方法,但需要考虑在零位时的零位信号漂移情况,必须对零位漂移做相应的处理,使其电机运动平滑,例如:程序低速给定时做死区处理,但是死区范围必须要小,不要和低速时相冲突,只有这样才能更好地使整个手轮在调速时运行平稳。
(2)手轮虽然操作方便好用,但平时也要注意一些问题。由于钻井工况比较特殊,特别是振动比较大,必须对手轮电位器进行保养,使用一段时间,就要进行调零处理,不然回零不正常,就会使信号不正常,从而造成信号的失真、跳变等问题,使转盘和顶驱的速度、扭矩给定无法正常使用。
(3)除了对手轮电位器采取定期的保养外,由于手轮电位器是操作频率比较高的输入元器件,有必要在PLC程序或者变频器参数里进行一些处理。例如:在PLC程序里编写零位程序,做一些软件抗干扰的程序;在变频器里修改一些参数,做一些信号平滑或者死区处理,做到硬件和软件的有机结合处理。
4结束语
随着钻井技术的不断提高,操作人员希望转盘和顶驱的整个电机运行是线性的,但是由于变频器低频的不稳定性,导致工况往往为非线性的,有了以上处理问题的方法,现场的转盘和顶驱工作特性将大大提高,在钻井的一些现场,已经采用了这种方法,收到了很好的效果,现场人员普遍反映使用更加人性化,更加贴近现场工况。由于现在工业控制中大量采用变频器控制电机,特别是在中大型的设备中,这个算法不光能使用在钻井的转盘和顶驱的电控系统中,也可以大量使用在有变频器控制的场合,可以大大提高设备的稳定性和可靠性。
参考文献
[1] 天津电气传动设计研究所.电气传动自动化技术手册[M].北京:机械工业出版社,2006:217.
[2] 谭刚强,王豫,李顺平.现代石油井场电气安全[M].北京:电子科技大学出版社,2008:51.
猜你喜欢
经济数学(2020年4期)2020-01-15
读与写·教育教学版(2019年9期)2019-10-30
卷宗(2018年14期)2018-06-29
小资CHIC!ELEGANCE(2018年8期)2018-04-03
湖南教育·C版(2017年12期)2018-01-03
汽车科技(2016年5期)2016-11-14
科技视界(2016年23期)2016-11-04
科学与财富(2016年28期)2016-10-14
科技视界(2016年24期)2016-10-11
中国市场(2016年29期)2016-07-19
