
液压支架推移千斤顶行程传感器固定挡座选型分析
2020-07-08 06:28白育波任王英文彦春马宇
煤矿机电 2020年3期
白育波,任王英,文彦春,马宇
(西安重装集团 铜川煤矿机械有限公司, 陕西 铜川 727031)
0 引言
传统矿用液压支架的手动控制系统操作复杂,自动化程度不高,对煤矿工作面的回采效率造成影响,导致产量偏低[1]。建设智能化综采工作面,提高工作面回采效率已成为必然发展趋势,因此对液压支架智能化提出了更高的要求。目前采用的有效手段是在推移千斤顶增加传感器装置,通过推移行程传感器检测推移千斤顶活塞杆的移动行程,反应液压支架或刮板溜槽所处的位置,控制采煤工作面整齐划一,提升采煤工作效率。
1 推移行程传感器原理
推移行程传感器装在推移千斤顶中,是一个直径为17.2 mm的细长直管结构,如图1所示。其一端固定在推移千斤顶缸底端部,管体则深入到活塞杆中心的长孔中,管体内沿着轴向规则布置密排的电阻列和干簧管列,它们联接成网络电位器的电路。推移行程传感器总成图如图2所示[2]。

图1 推移行程传感器
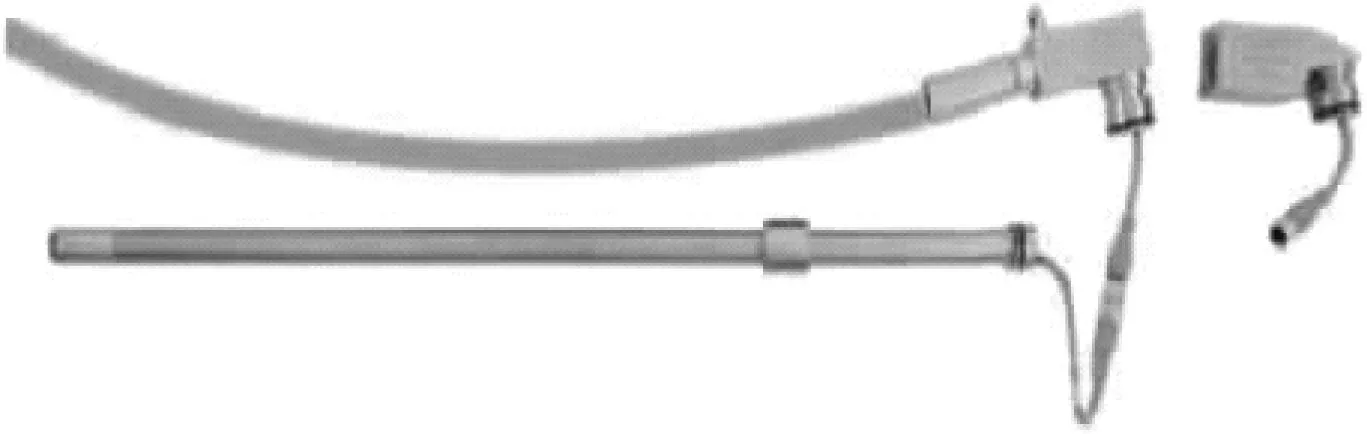
图2 推移传感器总成图
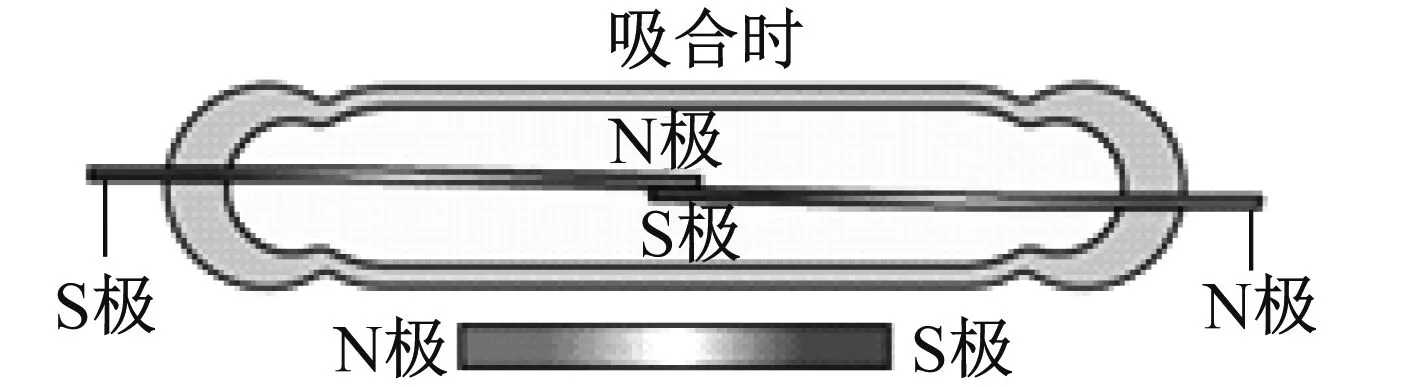
活塞内嵌装着一个套在传感器管上的磁环,随着活塞杆移动,它的小磁场使所到位置的干簧管接点闭合,相当于电位器的移动触刷走到了这个位置,如图3所示。电位器输出值的变化反映了行程的变化,再经过传感器管体内放大器的变换,向控制器输出0.71~3.55 V电压模拟信号。接线插座位于推移千斤顶外壁的端部。

(a)
(b)
行程传感器的原理如图4所示。恒定电流流经电阻序列后产生输出电液信号,在磁场作用下磁环处的干簧管接通,其余位置的干簧管断开。当磁环从左到右移动到第n个干簧管位置时,输出电压U=I×(n+1)R,I为电流,R为电阻,总电阻与行程成正比增长,行程传感器内部干簧管均匀分布,故由输出电压值可以确定磁环在行程传感器上的位置。
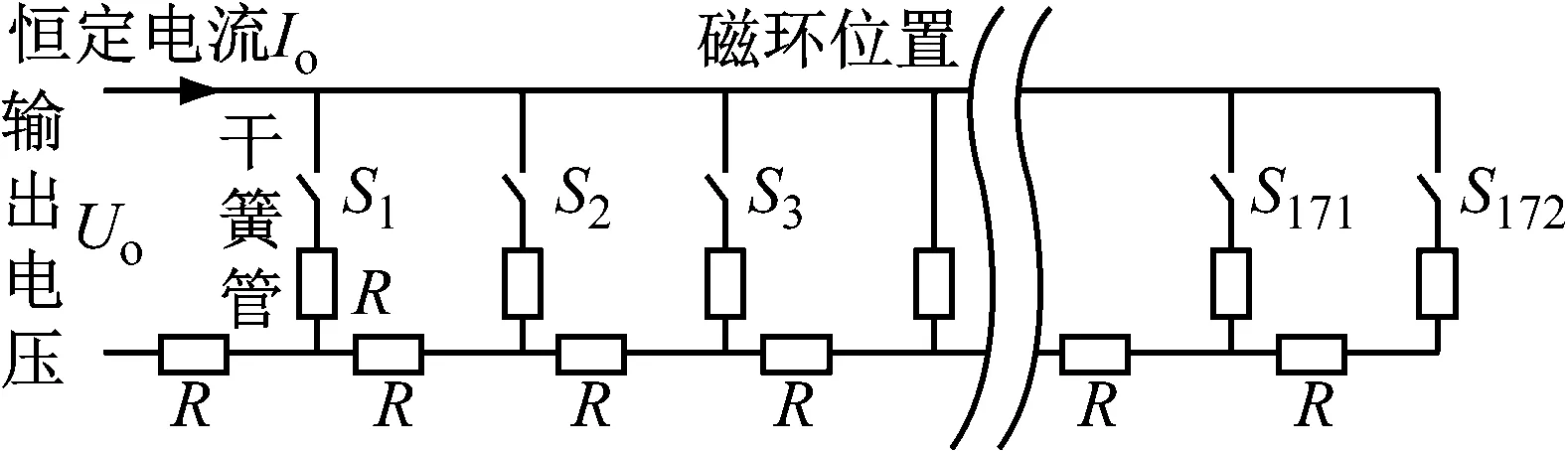
图4 行程传感器原理模拟
2 推移行程传感器两种常见的装配形式
推移千斤顶行程传感器在电液控支架中至关重要,如何有效地保证其安装牢靠甚为关键。常见有2种,具体装配分别如图5、图6所示[3]。
现多数矿井配套使用的采煤机滚筒截深都为960 mm,推移千斤顶须配套工作面使支架推进,故推移千斤顶的行程传感器长度都要大于960 mm。另外,由于支架移架时推移千斤安全阀的自锁防溜槽倒拉的特性,故推移千斤顶在实际使用中要承受40 MPa以上的泵站高压。结合上述两个原因,如何在推移千斤顶中可靠地固定行程传感器显得尤为重要。
3 2种行程传感器固定挡座对比分析
由图5、图6看出,现在设计、使用的推移行程传感器(以德国玛柯为例)固定接触的密封面仅有17.0 mm,即必须通过17.0 mm密封面将行程传感器固定在推移千斤顶,才能确保在密封面处不会漏液、窜液。

图5 A挡座示意配合安装
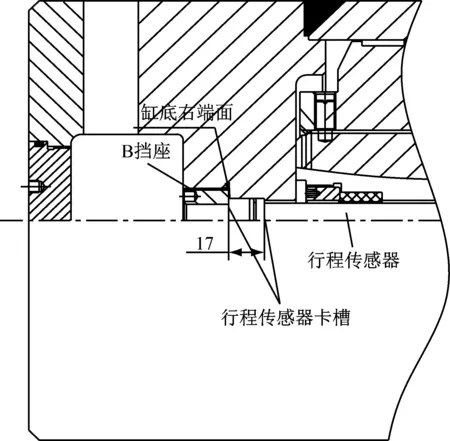
图6 B挡座示意配合安装
由图7为2种挡座的结构示意图。由图7可以看出,2种挡座的区别在于固定行程传感器的固定面是否为台阶面。
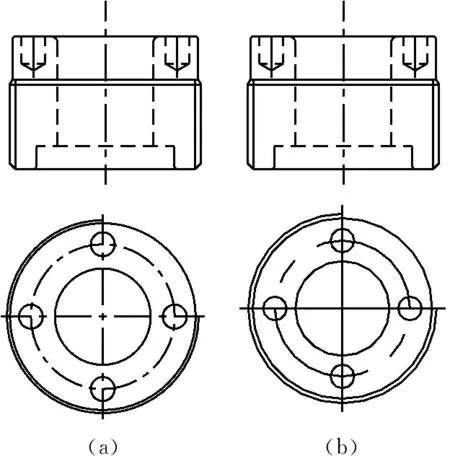
图7 挡座结构
若设计方采用了A型挡座台阶面的固定方式,那么因加工误差可能造成A挡座螺纹的最右端面已经配合到了缸底面,但A挡座的台阶面却没有与传感器配合,这样会导致行程传感器在缸底中来回窜动,存在漏液现象,严重时会导致电液控装置失效。另外,电液控厂家的行程传感器尺寸或多或少地存在着误差。比如,行程传感器的尺寸在16.8 mm、16.9 mm左右,推移行程传感器卡槽的正确长度为17.0 mm,那么这0.2 mm或0.1 mm的尺寸出入再加上超过40 MPa的高压泵站双作用,会导致推移行程传感器在实际使用中大幅度来回窜动,加速推移行程传感器上的静密封带破损,进一步导致推移千斤顶大面积的漏液,给用户的生产、使用带来很大的不便。
经过设计优化,目前本公司采用B挡座,可有效地避免了第一种由于挡座加工误差累计所带来的隐患。同时,采用B挡座时将与缸底配合的密封面长度设计为第16-0.3mm,小于传感器密封面的17.0 mm,确保了B挡座能将传感器压实,不会在受高压时传感器来回窜动。
4 结论
通过现场试验对比分析看出,B挡座各方面均优于A挡座,目前本公司所有生产的电液推移千斤顶中均使用B档座,且质量稳定、用户反馈效果良好。因此,建议设计电液控推移千斤顶传感器配合时,均采用B结构的固定挡座。
猜你喜欢
电力自动化设备(2022年6期)2022-06-15
机电工程技术(2022年4期)2022-05-12
防爆电机(2022年1期)2022-02-16
设备管理与维修(2021年11期)2021-08-27
商品与质量(2021年29期)2021-07-19
云南化工(2020年10期)2020-11-02
World Journal of Hepatology(2019年5期)2019-06-20
石油化工设备技术(2019年2期)2019-03-13
现代应用物理(2016年4期)2017-01-19
中国信息技术教育(2016年23期)2017-01-03
