
船体厚板焊接过程的多道填充建模仿真方法研究
2020-07-02 03:49尚凡葵牟金磊朱志洁
船舶 2020年3期
付 攀 尚凡葵 *牟金磊 朱志洁
(1.海装驻青岛地区第一军事代表室 青岛266001;2.海军工程大学 舰船与海洋学院 武汉430033)
引 言
焊接是船舶制造最主要的加工手段,焊接水平的高低在很大程度上决定船体的质量和生产效率。焊接过程中由于不均匀的加热和冷却,材料的局部非协调塑性应变和焊接残余应力的作用使船舶结构产生各种焊接变形。焊接变形的存在不仅造成焊接结构形状变异、尺寸精度下降和承载能力降低,而且在工作荷载作用下引起的附加弯矩和应力集中现象是船舶结构早期失效的主要原因。国内外学者对焊接变形的研究至今已有半个多世纪的历史,关于焊接变形预测方法也取得不少研究成果[1-4]。这些预测方法归纳起来可分为:经验(试验)法、解析法和计算机仿真(数值模拟法)。
焊接数值模拟是以试验为基础,采用一组控制方程来描述一个焊接过程或一个焊接过程的某一个方面,采用分析或数值方法求解以获得该过程的定量认识。焊接数值模拟的关键是确定被研究对象的物理模型及其控制方程(本构关系),其意义在于通过对复杂或不可观察的焊接现象进行仿真和对极端情况下尚不知的规则的预测,以助于认清焊接现象的本质特征,优化结构设计和工艺设计,从而减少试验工作量,提高焊接质量。数值模拟方法也常用来预测焊接温度场、焊接残余应力、大型结构的焊接变形,也可以用于焊缝和热影响区组织的预测。
由于船体钢板多为薄板,关于薄板焊接仿真一般将板结构按二维单元建模。船体建造中也有部分厚板需要焊接,传统的薄板焊接仿真方法与工程实际有较大差别,关于船体厚板焊接过程仿真目前公开发表的成果较少。本文对船体厚板焊接的几何建模、参数设置、焊道填充和边界条件等开展研究,研究结果可为船体厚板焊接变形预报、工艺设计等提供参考。
1 焊接热弹塑性有限元仿真方法
1.1 焊接热弹塑性有限元仿真过程
焊接热弹塑性有限元方法[2]分为两个步骤:即先进行焊接传热分析,然后再进行应力变形分析。先通过焊接传热有限元分析得到整个焊接和冷却过程中每一刻工件中的温度场,再将所得的温度数据输入热弹塑性有限元分析程序,进行焊接变形和残余应力的分析计算。焊接时的热源假定加在焊缝单元上作移动的内部热源处理,未焊到的焊缝单元为虚单元,焊到以后转化为实单元。
热弹塑性有限元法跟踪整个焊接过程,以给定的时间步长计算出每一时刻的焊接温度场,并且计算出每个时间段由于温度变化引起的应力应变增量,逐步累计叠加,最终得到的则为残余应力与变形。该方法也可同时分析焊接过程中任何时刻的瞬态应力应变状态。从原理上讲,热弹塑性有限元方法可以分析任何复杂结构的焊接应力与变形,但由于焊接是个相当复杂的热-力学耦合过程,焊接过程的数值模拟必须要解决高度非线性的问题。
1.2 温度场计算热源模型选取
为方便模拟焊缝的敷设,将高温熔滴和电弧加热的影响用统一的体积热源来表示,以椭球形热源密度函数[6]计算热分布的过程中发现在椭球前半部分温度梯度不像实际中那样陡变,而椭球的后半部分温度梯度分布较缓。为克服这个缺点,可以使用双椭球热源(如图1所示),其前半部分是个1/4椭球,后半部分是另1/4 椭球。设前半部分椭球能量分数为ff, 后半部分椭球能量分数为fr且(ff+fr= 2),则在前半部分椭球内热源分布为:
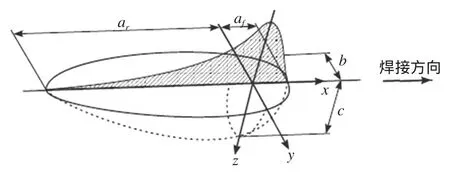
图1 双椭球热流分布示意图

同样,对后半部分椭球内热源分布为

式中:q为热流密度,W/m3;Q为热源功率,W;af(ar)、b、c分别为x、y、z方向的双椭球半轴;v为焊接速度,cm/min;t为焊接时间,min。
焊接方向为x方向,对于af(ar)、b、c这4个特征参数的选择,在实际中可由电弧下熔池的前沿、后沿、宽以及深度来确定。受实验条件限制,根据Goldak等人的建议,采用半球的长轴等于1/2焊缝宽,后半球长轴为2倍焊缝宽。
1.3 弹塑性应力应变计算
将温度场计算中得到的节点温度以热载荷的形式加到相同网格划分的模型上,变换单元后,进行应力应变分析。计算中需要约束某几个点的自由度,以限制其刚体位移。静力分析的时间步应与温度场时间步保持时刻对应,时间步长可由程序自动选择。结果输出选择焊缝附近单元的塑性应变分量、应力分量以及所有节点的位移分量。材料的高温力学性能曲线决定焊后塑性应变的分布和大小,但屈服强度、杨氏模量、泊松比等随温度的变化特性很难由实验测得,一般根据经验或数据拟合得到。
焊接后,应力的分布情况大致是这样的:沿焊缝方向纵向应力大部分处于拉伸的状态,这是由于焊缝内的金属经高温过程后急速冷却收缩,受到周围金属的拘束而产生的;横向残余应力在焊缝两端处于压缩的状态,中间一带是拉伸状态。板的变形则主要是横向
收缩、纵向收缩、横向弯曲(角变形)和纵向弯曲,纵向弯曲一般不明显,可忽略不计。当焊缝较长、热输入恒定时,横向收缩与角变形沿焊缝方向为定值,纵向收缩则在焊缝附近较大、距离远处比较小。
2 船体厚板焊接有限元建模
2.1 典型焊缝模型选取
船体厚板焊接一般可以归纳为两种典型形式:对接焊和角接焊。对于厚板焊接,选取的典型焊缝都是多道焊接,焊接电流和速度在打底、填充和盖面等不同焊道处的数值都有严格的现场施工工艺要求,并需要在后续的仿真计算中得到反映。综合考虑热弹塑性计算量大小以及边缘效应的影响,对进行仿真计算的模型尺寸大小进行确定。典型焊缝模型和焊接参数如表1所示。
表1 分段典型焊接结构的焊接工艺参数
各个典型焊缝结构的多道焊道布置情况如图2所示。图2(a)为典型对接焊接结构的焊道分布模型,共28个焊道;图2(b)为典型脚接焊接结构的焊道分布模型,共29个焊道。
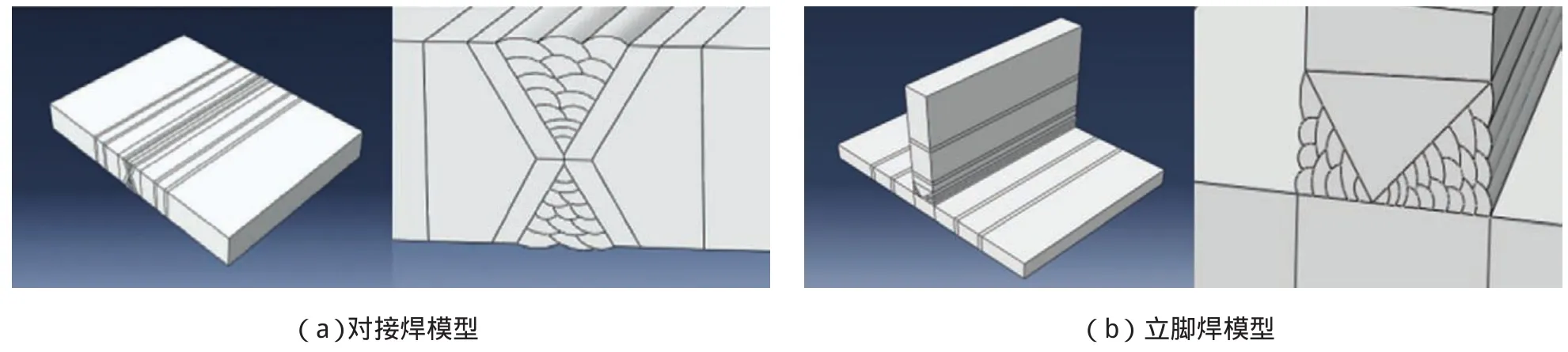
图2 典型焊缝结构的多道焊道布置情况
2.2 多道焊接填充的建模实现
焊接热源模型的选择和建立是实现焊接过程数值模拟的基本条件。由于CO2焊接热源具有电弧集中、瞬时和快速移动的特点,在焊接工程中随时间和空间位置的变化,在焊件内部产生很大的不均匀温度场。根据现有资料,在查阅相关文献的基础上,选择有限元网格单元随时间动态调整的方式来实现多道焊接的焊道反应,符合焊缝生成的实际情况。假设所有焊缝单元在计算前没有被激活,在计算过程中,随着热源的引入,按顺序将相应的焊缝单元“添加”入整体模型,模拟焊缝金属的填充。仿真过程如图3所示。
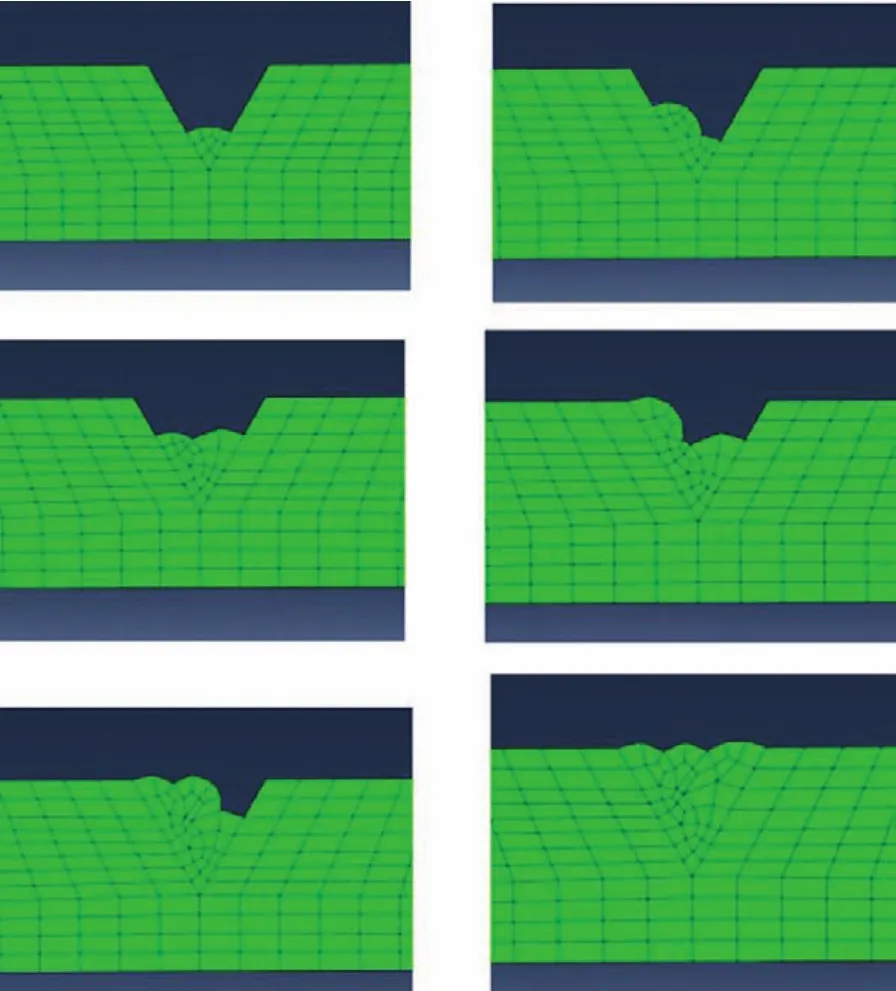
图3 多道焊接填充的建模实现
2.3 网格划分的适应性处理
模型网格划分时,应使焊缝区及其附近细化,从而可得到均匀分布的温度梯度,真实地模拟实际焊接过程中的温度场;远场区则使用较粗的网格,划分后的网格单元数、节点数可减少,缩减了计算量但也保证了计算精度。在计算试验模型的温度场和应力场中,面板的网格不均匀划分,距离焊缝附近细化,单元纵向尺寸为4.0 mm,横向尺寸4.0 mm,厚度方向尺寸为2.0 mm;其他区域为粗网格,单元纵向尺寸为4.0 mm,横向尺寸8.0 mm,厚度方向尺寸为3.2 mm。对于角接焊模型,腹板的网格适应性处理方式与面板相同。
对接焊模型网格划分示意如图4(a)所示,角接焊模型网格划分示意如图4(b)所示。热分析采用DC3D8单元,该单元是8节点的体单元,各节点具有温度自由度,可传递表面和体积热流。弹塑性力学分析采用C3D8单元,该单元是8节点的体单元,各节点具有3个位移自由度。弹塑性力学分析采用与热分析相同的网格,以热载荷的形式加载温度到力学模型上,进行应力应变的计算。
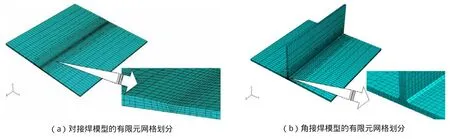
图4 焊缝模型的有限元网格划分
2.4 边界条件的设定
温度场分析边界条件通过设定焊接工件所处的环境温度以及工件与环境间的对流换热系数来指定。假定工件所有外边界仅与空气发生对流换热,所以辐射换热的影响可通过修正对流换热系数加以考虑。
在弹塑性应力应变分析中,边界条件设置为锁定工件的刚体位移,通过对若干节点的位移自由度设置来实现。
3 焊缝结构模型仿真结果及分析
通过热弹塑性分析,完整模拟焊接过程,获得每一时刻的温度场和应力应变场。
3.1 温度场仿真结果及分析
图5列出对接焊焊接结构从焊接开始到焊接过程中的2张温度场云图。由图可看出:在热源附近,温度很高;随着热源的移动,高温区域向焊接方向移动,同时高温区域还会向焊缝两端扩散。热源经过的区域,温度分布较均匀,符合焊接热影响区的分布特征。
忽略引弧和熄弧阶段,同时避免理论热源模型中心点温度的影响。在焊接稳定阶段,焊缝中心稳定区最高均匀温度(即热源移过后,焊缝一个中心单元最早到达的均匀温度,该温度应稍低于焊缝中心最高温度,但在单元尺寸粒度反映了最高温度的情况),各焊道中心最高温度在2 000℃左右。
角接焊模型的焊接温度与焊接变形云图如图6所示。由图可见,在热源附近,温度很高;随着热源的移动,高温区域向焊接方向移动;同时高温区域还会向焊缝两端扩散,热源经过的区域,温度分布较为均匀。符合焊接热影响区的分布特征。焊接各道焊缝的中心区域最高均匀温度约为2 400℃。
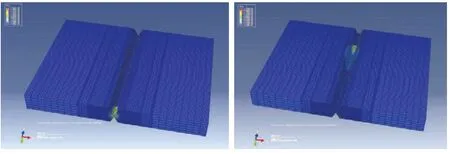
图5 对接焊模型焊接温度场分布云图
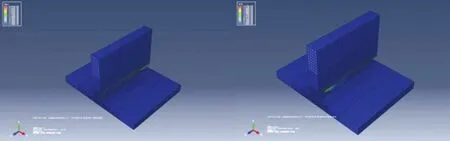
图6 角接焊模型焊接温度场分布云图
3.2 弹塑性应力应变分析结果
将温度场分析结果导入同样网格划分的应力应变分析模型中,可以进行弹塑性分析,完整模拟焊接过程中应力应变过程,获得每一时刻的应力应变场分布。通过追踪焊接热循环结束后的焊缝附近塑性区的应变以及焊接结构的整体变形,可以探寻焊接变形情况,同时为提取塑性应变计算焊缝固有应变打下基础。
下页图7列出了3个模型焊缝周围等效塑性应变云图。由图可见,3个焊缝模型的塑性应变都集中在热源周围,均为压缩应变。这是由于热源周围金属受热升温幅度较高,热膨胀受到附近温度较低金属的束缚超过屈服极限而产生压缩应变。仿真结果符合焊接特征。
同时,通过分析塑性应变分量的情况,发现塑性应变主要集中在沿焊缝的纵向处以及垂直焊缝的横向处,且不可忽视的是横向塑性应变沿着焊缝厚度方向有着较大的变化梯度。具体反映到焊接工件的整体变形为:沿焊缝方向的纵向收缩、垂直焊缝的横向收缩以及由于横向收缩沿厚度上的变化带来的整体横向弯曲,纵向弯曲虽然也存在,但相对于横向弯曲较小,可以忽略不计。
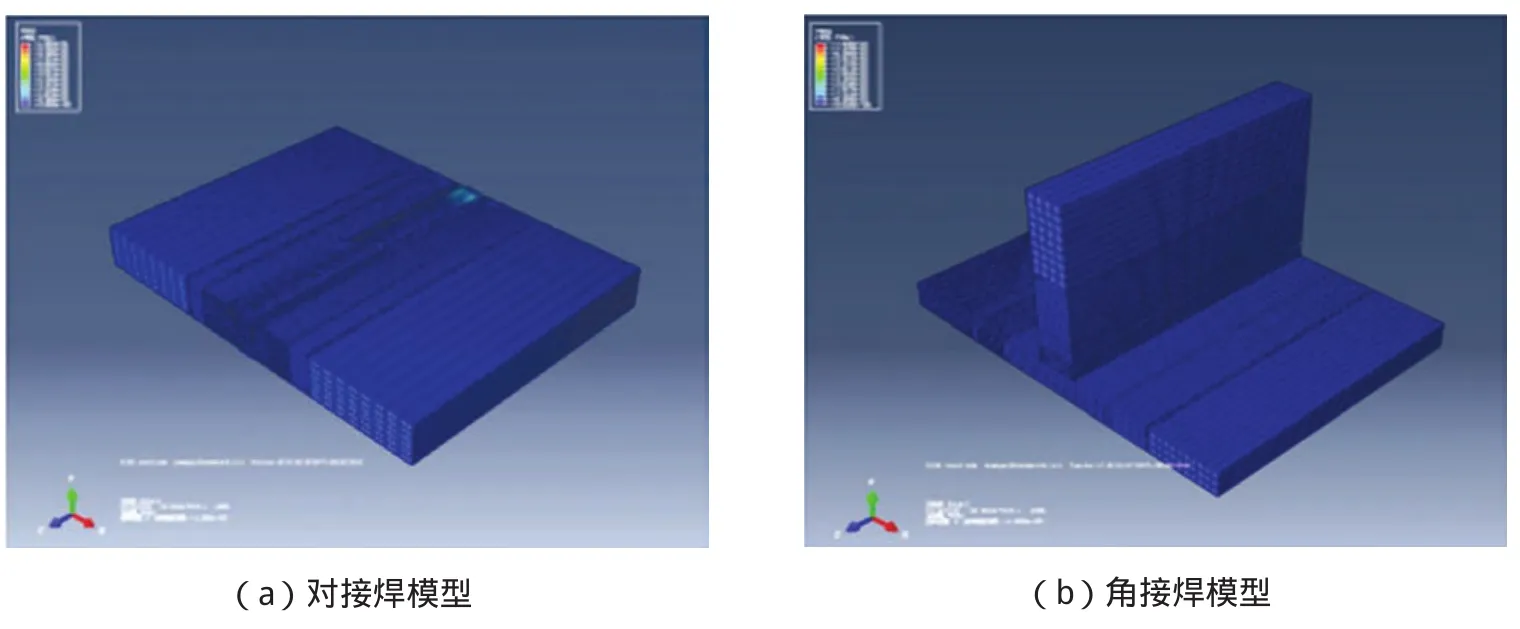
图7 焊缝周围等效塑性应变分布
应用本文提出的热弹塑性有限元方法对参考文献[4]中的参考模型进行计算,并与之提供的实验数据结果对比,可知热弹塑性有限元计算数据与参考文献中实验数据较为吻合,从而进一步验证本文提出的热弹塑性有限元方法的正确性和可靠性。只要焊接所用材料参数和焊接热源参数与实际相符,利用该方法计算的结构焊接变形在趋势和精度有比较满意的结果。
4 结 语
针对船体厚板焊接仿真问题,选取对接焊和角接焊两种典型焊接形式,对温度场、应力场和变形场进行计算,与文献实验数据进行对比,验证了方法的有效性,可获得以下几个初步结论:
(1)厚板焊接过程仿真可以采用多道焊接填充的方法进行建模。
(2)模型网格划分时,应使焊缝区及其附近细化,从而可得到均匀分布的温度梯度,真实地模拟实际焊接过程中的温度场,远场区则使用较粗的网格,划分后的网格单元数、节点数可减少,缩减了计算量但也保证了计算精度。
(3)温度场分析边界条件通过设定焊接工件所处的环境温度以及工件与环境间的对流换热系数来指定,假定工件所有外边界仅与空气发生对流换热,所以辐射换热的影响通过修正对流换热系数加以考虑。
(4)该厚板焊接热弹塑性仿真方法可为船体厚板焊接变形仿真提供参考,也可为制订厚板焊接工艺提供技术支撑。
猜你喜欢
科学技术创新(2022年31期)2022-10-27
农业开发与装备(2022年8期)2022-10-10
煤矿安全(2022年9期)2022-09-16
大电机技术(2022年4期)2022-08-30
舰船电子工程(2022年5期)2022-06-21
建材发展导向(2022年6期)2022-04-18
舰船电子工程(2022年2期)2022-03-14
钣金与制作(2022年1期)2022-03-08
舰船科学技术(2021年12期)2021-03-29
西部交通科技(2021年9期)2021-01-11
