
超高速YB48型硬盒包装机商标纸喷胶装置的研究及改进
2020-07-01 05:56杨忠泮谢黎明
陕西理工大学学报(自然科学版) 2020年3期
杨忠泮, 谢黎明
(1.甘肃烟草工业有限责任公司 兰州卷烟厂,甘肃 兰州 730050;2.兰州理工大学 数字制造技术与应用省部共建教育部重点实验室,甘肃 兰州 730050)
ZB48型硬盒包装机组是在消化吸收德国FOCKE公司FC800包装机组专用技术基础上,首组实现国产化的超高速卷烟包装设备,其额定生产能力为800包/min,并已在国内烟草工业企业中广泛采用[1]。机组中的主机YB48型硬盒包装机运用了FOCKE 700S 包装机的直包技术,主要完成硬盒烟包的包装工序,其双路包装的技术具有结构可靠、易于操作和生产效率高等优势。YB48型硬盒包装机商标纸的上胶工序,采用的是机械旋转接触式涂胶与压力自动间歇式喷胶相结合的方式,其中喷胶执行单元部件作为整机中价值较为高昂的关键部件,喷胶头总成的稳定与可靠运行,是保证生产效率和产品品质的核心因素之一。但在生产过程中,喷胶头总成经常出现喷嘴堵塞、胶点缺失等现象,并且也面临着故障率高和维修成本高等问题。喻树洪等[2]对FOCKE 701商标纸喷嘴堵塞原因进行分析,提出5条相应维保方法建议,蔡培良等[3]设计了C800-BV包装机条盒纸胶点的动态检测与剔除系统,均获得了一定的效果,但对于超高速YB48型硬盒包装机喷胶装置的分析与研究尚未见报道,而且上述改进方法对解决原型喷胶装置故障率高、维修率高与维修费用高等问题借鉴意义也十分有限。近年来,随着FOCKE F8以及FOCKE F3等更为先进的包装机组投入使用,特别是新型商标纸喷胶装置在实际生产中显现出更高的性能可靠性、维护便捷性以及零组件的成本经济性等优势。为此,本文在对原装喷胶装置及执行机构分析的基础上,通过改装和调整喷胶装置关键部件,对YB48型硬盒包装机商标纸原喷胶装置进行改进,以提高商标纸喷胶工序的质量稳定性和设备可靠性,同时达到降低设备维护成本的目的。
1 喷胶装置结构
1.1 喷胶装置组成及运动分析
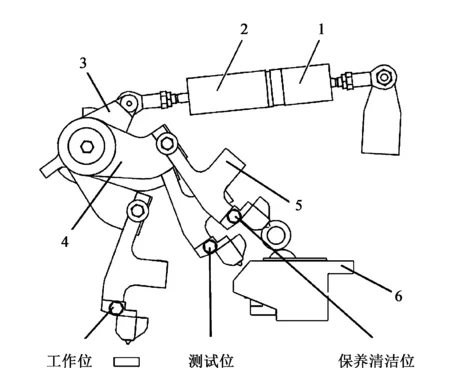
1.右侧气缸, 2.左侧气缸, 3.回转轴, 4.摆臂,5.喷胶头总成, 6.胶水回收槽。
YB48型硬盒包装机商标纸喷胶装置分为供胶单元和喷胶单元两部分[4]。商标纸喷胶装置使用的冷胶水来自于储胶罐,并与商标纸机械式涂胶装置共享同一供胶单元。其中喷胶装置组成见图1。根据喷胶头总成停止工位的不同,喷胶装置主要有3种工作位置,分别为工作位、测试位和保养清洁位。设备在开机前或停车超过5 s时,喷胶执行单元处于保养清洁位,此时双作用气缸左右两端均处于伸出状态,使喷胶头总成前端的喷嘴浸没于转动的湿润海绵辊内1~2 mm,起到清洁和保湿的作用;当复位启动设备后,双作用气缸处于左端伸出右端缩回状态,此时进入到测试位,喷嘴正对着胶水回收槽并持续2 s,以确保商标纸上的涂胶量均匀,该状态是一种中间过渡位置;然后,喷胶执行单元进入到工作位,双作用气缸左右两端均处于缩回状态,对商标纸输送辊输送的商标纸上胶。另外,可在设备停机时,通过箱体右侧的按钮对喷胶装置进行调试,实现手动切换工作位与测试位。
作为喷胶装置核心部件的喷胶头总成,主要由8个并联冷胶喷枪头单元组成[5],使用粘度值为330 mPa· s的132-484A冷胶水。如图2所示,当喷枪头处于非工作状态时,由于弹簧封闭针与喷嘴之间无间隙从而使胶路处于封闭状态;当处于工作状态时,由控制器发送的高频电脉冲信号与电磁线圈的作用,弹簧封闭针最快可在0.001 6 s内完成一次往复动作,进而实现喷嘴处胶水的通断转换。通过座体上每个喷枪顶端的调节螺杆,可以调节喷嘴在开启时弹簧封闭针与喷嘴的间隙,作用是控制喷射出的胶流束的聚中性,避免胶水量过小而引起的挂壁或者胶流分散而产生过多的卫星胶,目的是实现对高速运动的双通道商标纸背面4列点状胶点的正确喷涂。
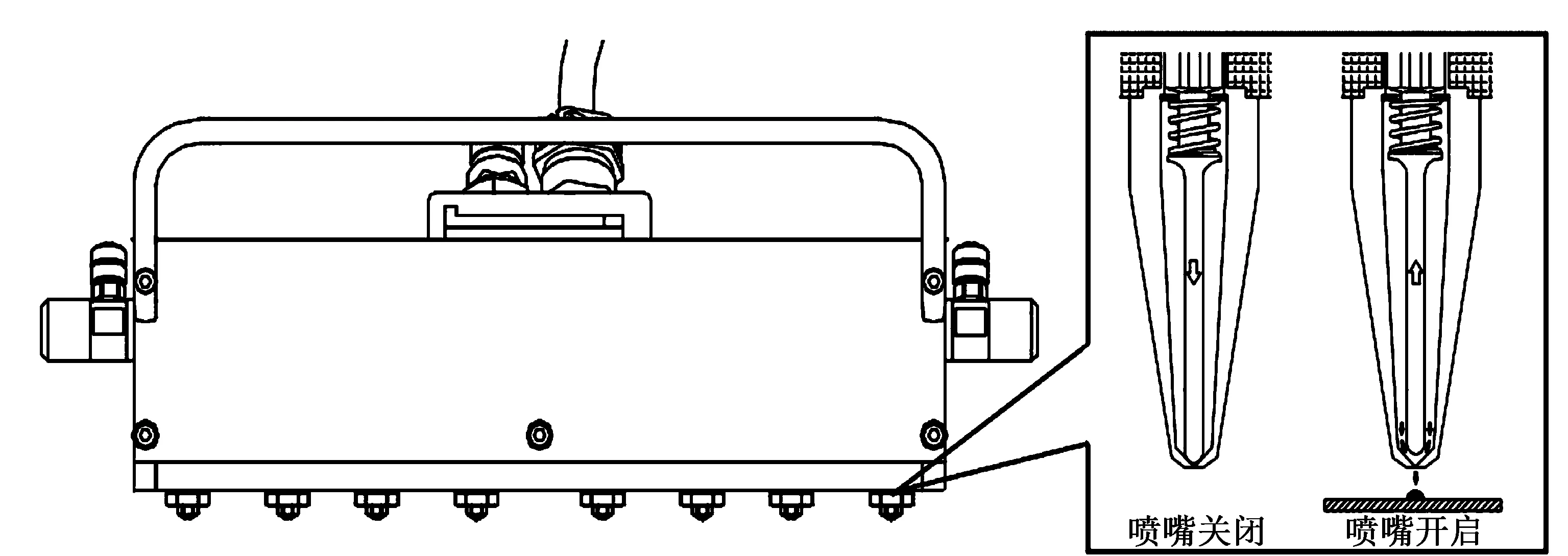
图2 喷胶头总成及其工作原理图
1.2 喷胶装置存在的工作弊端
目前YB48使用的原装喷胶头总成型号为Baumer HHS公司的V4-814-SP2-F,其原装的喷胶头总成在实际工作中的短板日益凸显,主要存在以下问题:
(1)维修时间较长,在对喷胶头总成进行修复时,需要拆装较多零部件,而且外部防护罩并不是密封,内部极易存留污渍进而影响其可靠性;
(2)喷枪内的弹簧封闭针易附着固体胶渍引起喷嘴堵塞,而且当复位弹簧由于金属疲劳发生弹簧失效时会引起密封不严,进而产生喷嘴漏胶现象;
(3)喷嘴的凸台与凹槽复合结构外形,使得胶渍不易清洁;
(4)原装喷胶头总成价格高昂,单套装置采购费用为34万余元,更换单个冷胶喷枪头单元零件费用7400余元。
综上所述,当喷胶装置频繁发生胶点缺失或胶量不正常时,一方面直接影响硬盒包装质量,另一方面造成频繁停机降低有限作业率,而且使得维护成本大大增加。
2 喷胶装置的改进
2.1 新型喷胶头总成原理及结构特点
随着以FOCKE K701S0040型喷胶头总成为代表的新型喷胶装置技术的不断成熟以及应用,使得商标纸喷胶环节可靠性进一步提高。新型喷胶头总成外观及喷枪单元内部如图3所示,两种喷胶头总成结构功能及数据对比如表1所示。
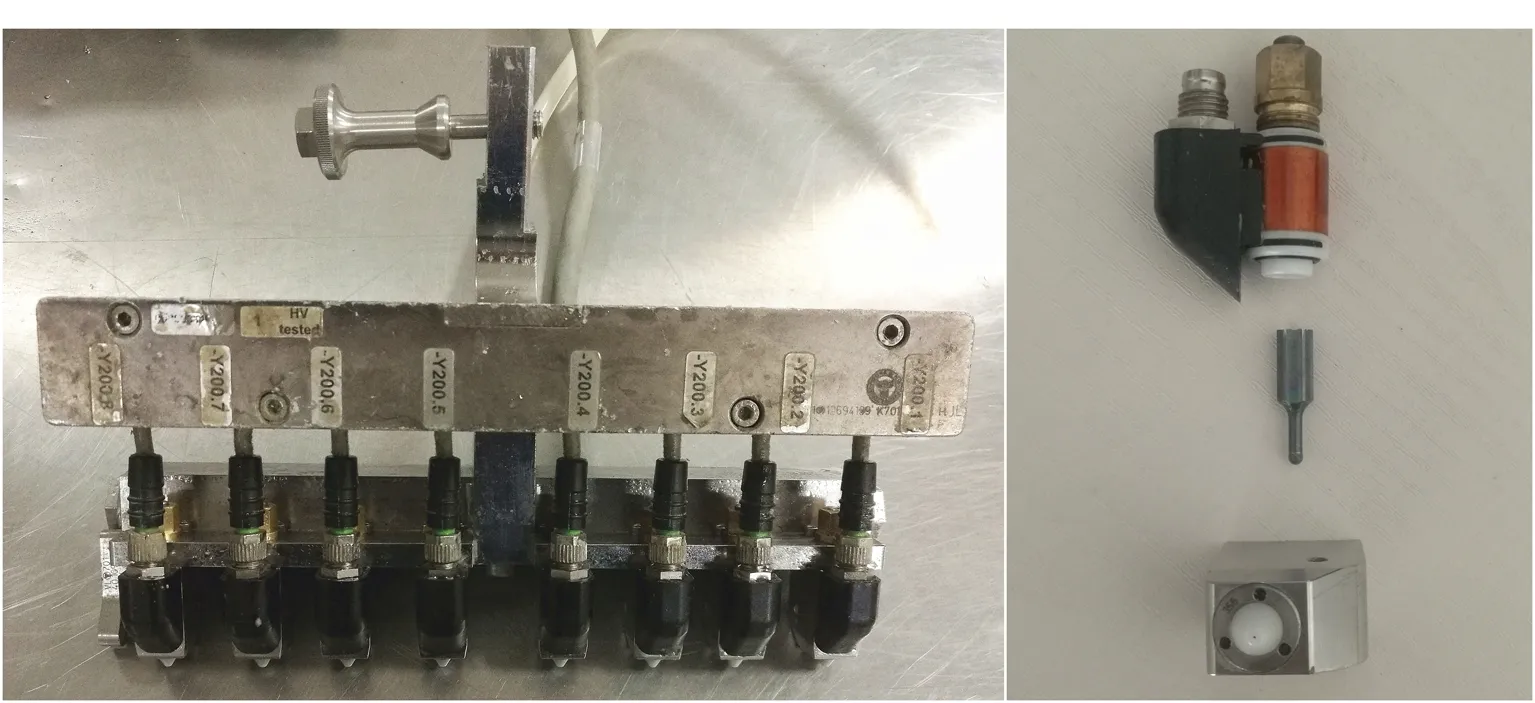
图3 新型喷胶头总成及喷嘴内部结构
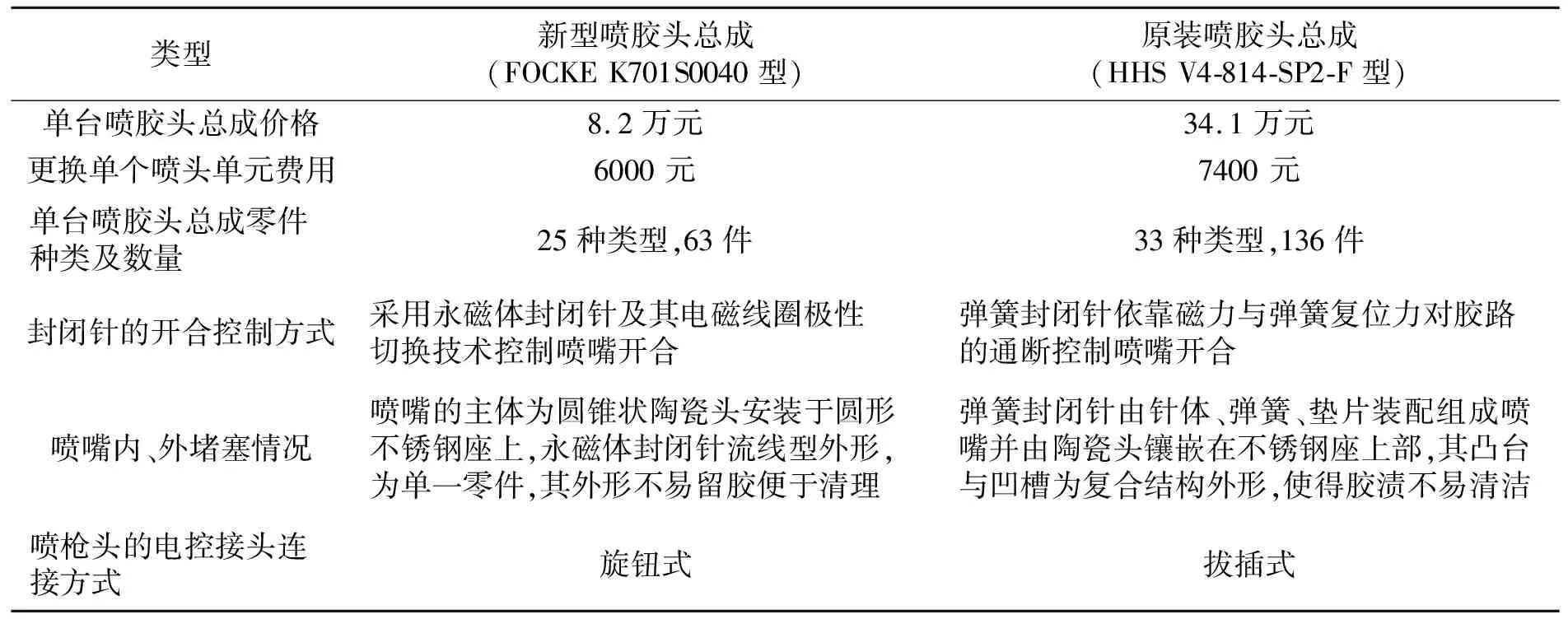
表1 两种喷胶头总成功能及数据对比表
在设备管理方面,新型喷胶头总成及其配件通用性更好,单个喷枪组件的零件数量及结构优化,缩短了维修时间。另外新型喷胶头总成单套价格仅为原装型号价格1/4,使得装置维护费用显著降低。综合考虑新型喷胶头总成与原装的喷胶头总成原理相似性、新喷胶头总成的更换,改装配套连接件并调整执行装置的安装参数是必不可少的环节。
2.2 摆臂结构工作载荷与静力学分析
2.2.1 摆臂工作载荷理论
原装喷胶头总成在座体顶部采用凹槽嵌入的方式悬挂于摆臂下端,改装的新型喷胶头总成通过延伸臂从侧面连接于摆臂下端。而且两种喷胶头总成的喷嘴到座体上部连接处的距离不同,决定了改装摆臂的结构尺寸以及承受载荷的力学效果不同。所以,对改装前后的摆臂进行载荷及静力学分析是非常必要的。当喷胶执行单元处于清洁保养位时,此时的摆臂是一个典型的悬臂梁受力方式,摆臂下端主要承受喷胶头总成重力F喷胶头重力,是3个工作位置中承受力矩的最大值;在进行工作位置切换时,由于气缸推力作用,在摆臂末端还将承受由喷胶头质量m喷胶头引起的惯性作用力F作用力,加速度方向为沿着弧形运动轨迹的切线方向,如图 4所示为原装喷胶装置执行机构,图5为执行机构运动简图。
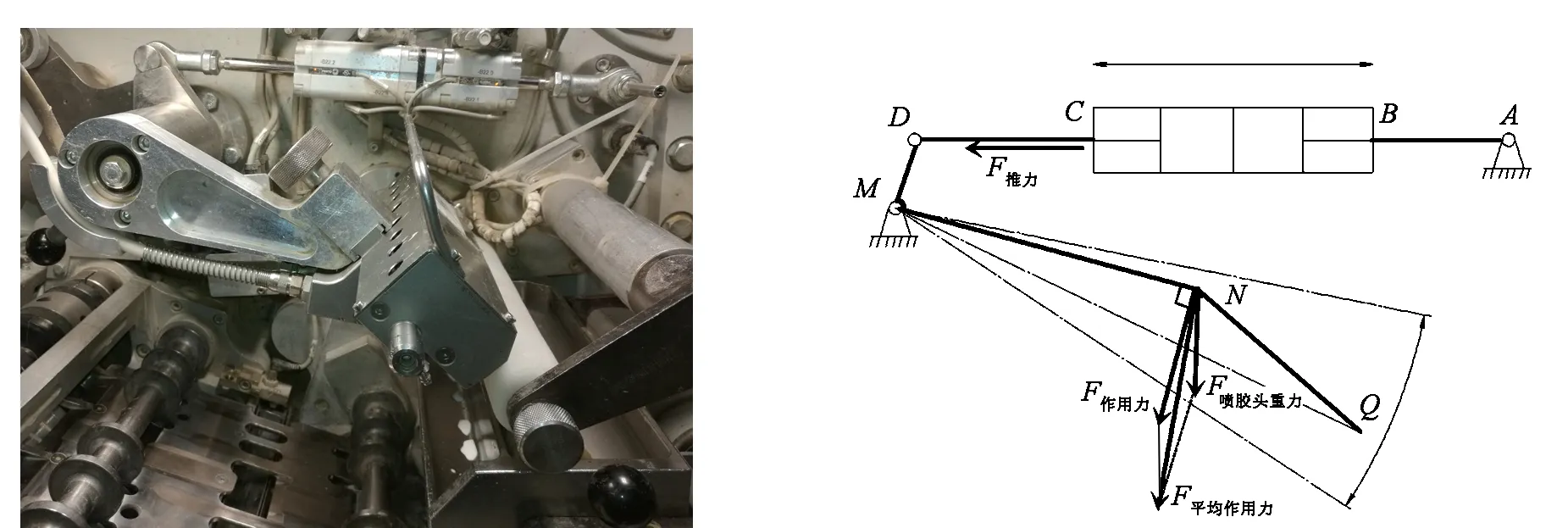
图4 原装喷胶装置执行机构 图5 原装喷胶装置执行机构运动简图
在最大工作载荷状态时,摆臂承受载荷具体计算如下。
气缸推力计算:
(1)
其中F推力为理论气缸输出力,P为压缩空气压力,d为气缸内径。
摆杆下端承受的作用力:
(2)
其中F作用力为摆臂在停动转换时下端承受的惯性力,m喷胶头为喷胶头总成质量,m摆臂为摆臂质量。
喷胶头重力:
F喷胶头重力=m喷胶头·g,
(3)
其中g为重力加速度。
将气缸规格及各部件质量参数代入上述式子,得到改装前后摆臂承受的工作载荷如表2所示。

表2 改进前后摆臂承受的工作载荷
2.2.2 有限元静力分析
建立原装与改装两种摆臂的有限模型,以喷胶执行机构处于清洁保养位,并在气缸动作后的瞬间位置为摆臂受到最大工作载荷状态,载荷加载位置如图5所示,加载力为F平均作用力。摆臂上端采用固定约束,在摆臂下端连接处施加最大工作载荷,材料为铝合金2017A-T4,采用四面体网格划分,网格单元尺寸为1 mm,对其进行静力学有限元仿真试验,结果如图6、图7所示,摆臂静力学中的各参数变化见表3。
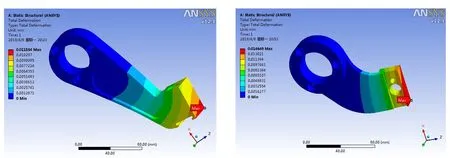
(a)改进前摆臂 (b)改进后摆臂
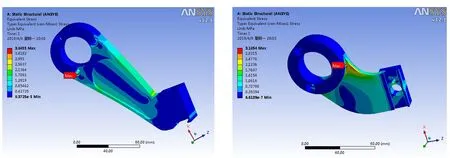
(a)改进前摆臂 (b)改进后摆臂

表3 摆臂静力学分析结果

静力学仿真结果结合表3分析,首先,改装摆臂最大应力值比原装摆臂小17%,两种摆臂加载后最大应力值均远远小于材料铝合金的条件屈服强度215 MPa。其次,最大变形位置均发生在摆杆下端的外侧,虽然改装摆臂比原装摆臂最大变形增加了27%,但摆臂质量由原来的0.54 kg减小到0.20 kg,减重达63%,比刚度效能提高112%。所以,说明改装摆臂的静力学性能较原装摆臂静力学性能更为优异,并满足设备功能需求。
2.3 喷胶装置执行机构运动分析及改装调整参数
通过分析原执行结构尺寸参数的基础上,以改装后执行结构的各部件有效尺寸为依据,重新调整气缸有效行程安装参数,使得改装后喷胶装置满足设备的3种工作位置,使得喷胶头的弧形运功轨迹满足要求,即要求:①在工作位喷嘴在商标纸运行轨迹正上方距离(3±1)mm位置;②在测试位,保证胶水流应喷在胶水收集盘的斜壁上,并从斜壁流入收集盘;③在保养清洁位,使得喷嘴应略微压入清洁辊的深度1~2 mm。如图8所示为改进后喷胶装置实物图,图9是改进后机构工作运动简图。在经过测量、试验、安装及调整后,确定了如表4所示的改进前后各零件固定有效尺寸参数,以及改进前后气缸有效行程调整参数如表5所示。
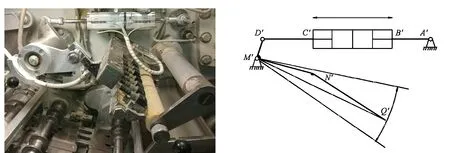
图8 改进后的喷胶装置执行机构 图9 改进后喷胶装置执行机构运动简图

表4 改进前、后零件固定有效尺寸
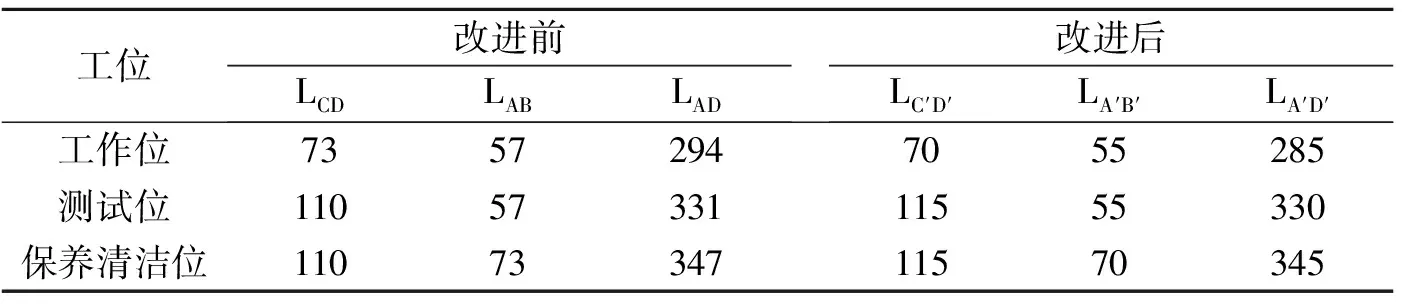
表5 改进前、后气缸有效行程调整尺寸 mm
3 改进验证
为验证改进效果,对兰州卷烟厂2#和10#两组ZB48包装机组进行试验,选用“兰州硬精品”标准规格卷烟,包装速度为700包/min,运行时间为2班次/天,数据采集周期为30天,对改进前、后主机YB48喷胶装置每班次发生故障频次、同一生产班组小盒商标纸的单箱消耗量、喷胶头总成周维保单次平均时间进行统计,见表6。
表6 改进前、后喷胶装置故障次数及维保数据统计

生产机组改进前每班次故障频次/次小盒商标纸的单箱消耗量/张周维保单次平均时间/min改进后每班次故障频次/次小盒商标纸的单箱消耗量/张周维保单次平均时间/min2#ZB48机组42504.40790.52502.906610#ZB48机组62504.70880.72503.7068平均值52504.5583.50.62503.3067
结果表明,改进后主机YB48喷胶装置故障停机次数减少4.4次/班,降幅为88%;小盒商标纸的单箱消耗量减少了1.25张/箱,周维保时喷胶装置清洁保养时间缩短了16.5 min/次,降幅为19.7%。单套改装新型喷胶头总成价格比原装节省257 970元,且维修更换单个冷胶喷枪头单元比原装节省1400元。达到了预期的良好效果。
4 结论
在分析原有YB48喷胶装置执行机构的组成与喷胶工作原理的基础上,以FOCKE K701S0040型八头喷胶头总成改装了HHS V4-814-SP2-F型八头喷胶头总成,对配套的改装前后摆臂结构进行了工作载荷分析及静力学仿真试验,验证了改装的关键连接摆臂的可靠性。通过改装后的试验获得了气缸有效行程调整参数。应用效果表明,改进后喷胶装置故障频次减少了88%,小盒商标纸的单箱消耗量减少了1.25张/箱,维保时间缩短了16.5 min/次,将喷胶头总成的成本节约了75.7%,实现了降本增效的目的。
猜你喜欢
天然气与石油(2022年4期)2022-09-21
机械工程与自动化(2022年4期)2022-08-23
电脑报(2020年31期)2020-08-20
重型机械(2020年2期)2020-07-24
连环画报(2020年2期)2020-01-04
体育科学(2018年4期)2018-05-03
中国自行车(2017年5期)2017-06-24
科技创新导报(2016年27期)2017-03-14
汽车维修与保养(2015年1期)2015-12-12
油气田地面工程(2015年1期)2015-02-09
