EPS处理对热浸镀锌高强钢表面质量的影响
2020-06-30 13:10马二清崔磊彭梦都肖洋洋刘阳王忠乐
表面技术 2020年6期
马二清,崔磊,彭梦都,肖洋洋,刘阳,王忠乐
EPS处理对热浸镀锌高强钢表面质量的影响
马二清,崔磊,彭梦都,肖洋洋,刘阳,王忠乐
(马鞍山钢铁股份有限公司,安徽 马鞍山 243000)
研究湿法抛丸(EPS)处理对800 MPa级高强钢表面质量及热浸镀锌效果的影响。采用金相显微镜、扫描电镜和辉光光谱仪,对EPS处理及盐酸酸洗、冷轧和热浸镀锌各生产工序中的800 MPa级高强钢表面形貌和表层成分分布进行研究。EPS处理卷表面凹凸不平,而盐酸酸洗态表面平整,EPS处理卷表面粗糙度值为2.645 μm,约为盐酸酸洗卷的2倍,残留的表面氧化铁皮厚度为0.93 μm,比盐酸酸洗试样厚45%。冷轧状态下,EPS处理卷表面凸起被轧平,表面基体“露白”比例约为63.5%,比盐酸酸洗低20.1%,残留的表面氧化铁皮厚度为0.36 μm,比盐酸酸洗试样厚57%。热浸镀锌态下,EPS处理卷锌晶界存在尺寸3~5 μm的孔隙,表面易出现尺寸约1 cm的漏镀缺陷。去除表面锌层后发现,EPS处理卷基板表面存在“翘皮”,微观观察抑制层形貌发现,界面处Fe-Al抑制层颗粒未充分形成,甚至未形成。GDS分析表明,抑制层处Al峰值较盐酸酸洗卷低17%。EPS处理后表面凹凸不平,冷轧时易“折叠”分层,去锌层基板表面有“翘皮”,易造成锌层厚薄不均,同时EPS处理的残留氧化层较厚,且易造成氧化铁皮嵌入基体,导致锌层与基板界面Fe-Al抑制层稀疏,锌层粘附性低,甚至漏镀。
EPS;热镀锌;高强钢;折叠表面;表面翘皮;漏镀
盐酸酸洗是目前常用且成熟的除鳞技术,酸洗效果主要受热轧卷取温度、氧化铁皮厚度及类型、拉矫延伸率、酸洗时间及浓度等因素影响[1]。受环保法规加严的影响,寻求更为环境“友好”的新型除鳞技术,来替代现有对环境有潜在威胁的常规酸洗技术,是近年来研究的热点。目前,无酸洗技术主要有光滑清洁表面技术(Smooth Clean Surface,SCS)、湿法抛丸技术(Eco Pickled Surface,EPS)[2]、宝钢机械除鳞技术(Baoteel Mechanical Descaling,BMD)[3]、热轧带钢氢还原除鳞技术等,其中以EPS技术最为典型。该技术由美国TMW公司于2007年6月成功工业应用,太原钢铁有限公司于2013年率先在中国引入该技术-5">[4-5]。EPS除鳞原理是将液态载体和磨料混合的砂浆喷射到运动的带钢表面,通过打击板带表面,去除表面氧化铁皮的新型物理除鳞方法。EPS处理技术在热轧免酸洗钢板[6]上获得了成功应用,并通过了美国通用汽车公司和克莱斯勒公司的认证。但采用EPS工艺作为连续热浸镀锌冷轧基料[7]的除鳞技术的相关研究较少,且EPS处理对热浸镀锌高强钢表面质量的影响规律缺乏深入研究。因此,本文通过对钢卷开展EPS、冷轧和热浸镀锌处理,研究EPS处理对热浸镀锌高强钢表面质量的影响。
1 实验方法
实验用高强钢热轧卷为热轧同批次、同规格生产的2卷热浸镀锌用DP780钢卷,实验方法为工业在线验证,实验卷工艺路径如图1所示。EPS处理及盐酸酸洗采用热轧高强钢M510L产品生产工艺参数,产线速度降低30%,以提高表面除鳞效果。热轧及冷轧带钢厚度分别为3.0 mm和1.5 mm,即压下率为50%。热浸镀锌锅温度为460 ℃,热浸镀锌时间为4 s,锌锅Al质量分数为0.21%。

图1 实验卷工艺路径
分析EPS和盐酸酸洗处理前后冷轧态、镀锌态及去锌层后的表面形貌、表面能谱、表面粗糙度等,对比EPS处理和盐酸酸洗的除鳞效果及锌层粘附效果,评估EPS处理工艺对于热浸镀锌的影响。分析手段如下:试样检测位置始终参考热轧卷带尾下表宽度方向的中间位置。采用Axio Imager M2m光学显微镜(OS)和Sigma 500扫描显微镜(SEM)对带钢表面和截面进行形貌观察;采用GD Profiler HR辉光光谱仪对带钢表层进行辉光光谱(GDS)成分检测;采用Hommel-Etamic W20移动式测量仪,测定各工序表面粗糙度的值和值。利用5%HCl溶液+适量乌洛托品抑制剂混合溶液进行表面锌层侵蚀。采用酒精保护对试样进行电磁震荡清洗。
2 结果与讨论
2.1 微观形貌研究
实验前对2卷热轧原卷的表面和截面状态进行确认。EPS处理和盐酸酸洗实验的热轧原卷表面OS形貌及截面SEM形貌如图2所示。由图可知,氧化铁皮形貌一致,厚度均约7 μm。
对EPS处理和酸洗处理后的热轧带钢表面形貌进行研究发现:EPS处理后,板面粗糙,金属光泽度高,EPS处理过程中,浆液中铁砂击打钢带表面,导致表面凹凸不平,呈“沟壑”状形貌,且微观观察EPS处理卷表面,发现存在氧化铁皮残留痕迹[8],表面宏观、微观OS形貌如图3a所示。而盐酸酸洗属化学反应,表面均布残留的氧化铁皮,无外力作用到带钢表面,板面较平整,酸洗态表面宏观、微观OS形貌如图3b所示。
对经2种除鳞方式处理后的热轧卷进行冷轧,对比冷轧态表面OS形貌(图4)发现,EPS处理卷冷轧态试样部分位置可观察到原EPS处理凸起碾平后与周边的明显边界轮廓(表面“折叠”,仍可见原有表面“沟壑”),如图4a所示。盐酸酸洗卷冷轧态试样表面呈现基体的银白色,可见明显的冷轧轧制条纹,如图4b所示。采用图像处理软件统计得出,EPS和盐酸酸洗卷冷轧态表面基体“露白”比例分别为63.5%和83.6%(差值20.1%)。

图2 热轧卷初始表面和截面形貌

图3 除鳞处理后表面宏观和微观形貌
对冷轧后的钢卷进行热浸镀锌处理,去锌层前后EPS处理和盐酸酸洗处理卷热浸镀锌态表面形貌见图5。去锌层前,锌层晶界清晰,晶粒大小约90 μm,但EPS处理卷镀锌态表面在锌晶界处可发现3~5 μm孔隙,这显然会影响镀锌钢板的耐蚀性。经5%盐酸+乌洛托品抑制剂溶液去除掉表面锌层,EPS和盐酸酸洗的热浸镀锌态试样基板表面SEM形貌如图5b所示。EPS处理卷试样基板表面存在“翘皮”缺陷,翘皮尺寸约为30~40 μm;而盐酸酸洗基板试样表面较平整,无翘皮现象。
基板表面优先形成的Fe-Al抑制层可有效抑制脆性Fe-Zn相的生长,对提高锌层的附着起到至关重要的作用,是良好耐蚀性的重要保证[9]。通过进一步观察热浸镀锌试样去锌层后的基板表面Fe-Al抑制层的SEM形貌发现,EPS处理卷表面局部区域Fe-Al抑制层颗粒稀疏,部分凹陷区域甚至无法形成抑制层颗粒,如图6a所示。相对而言,盐酸酸洗的实验卷基板表面形成的Fe-Al抑制层颗粒形貌完整致密,如图6b所示。
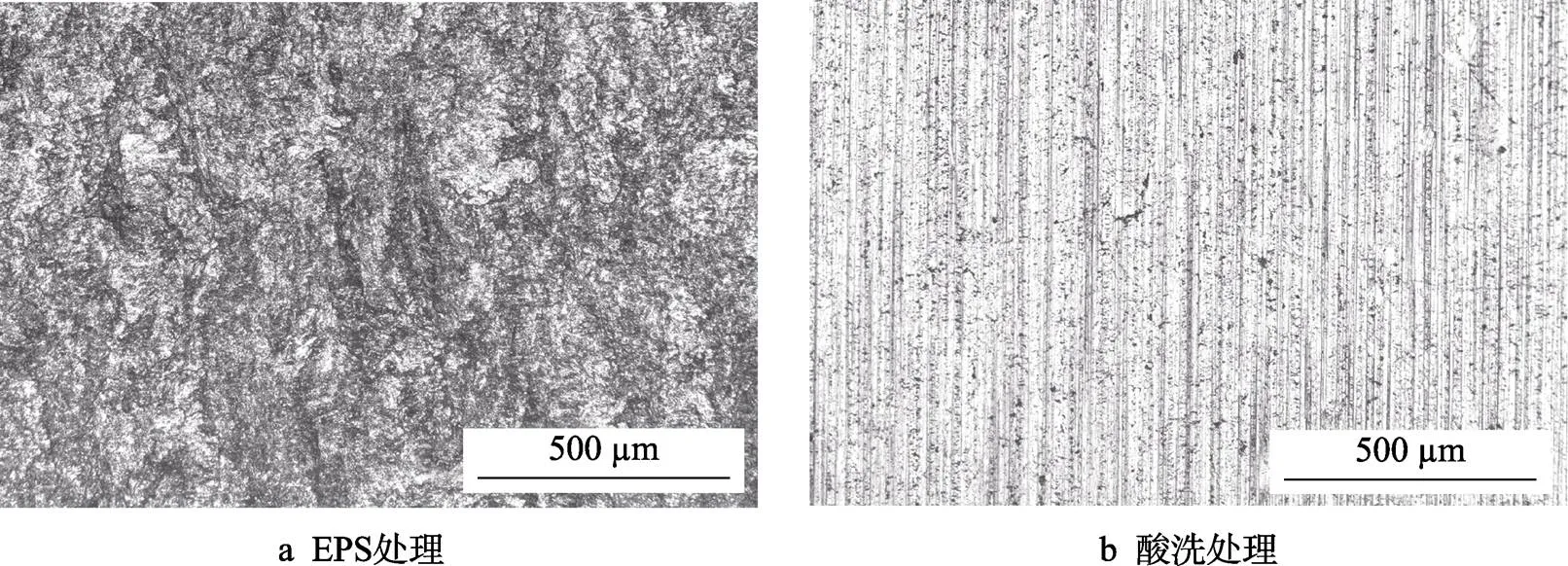
图4 冷轧态表面形貌

图6 去锌层后的表面抑制层形貌
2.2 表层元素分布
采用辉光光谱仪对热轧态、EPS处理/酸洗态、冷轧态、镀锌态带钢表面成分进行分析,热轧原卷表面GDS检测结果如图7所示。由图可知,氧化铁皮厚度及化学成分构成十分相近(图7a);EPS处理态表层O含量较盐酸酸洗态高,这表明EPS处理后的氧化铁皮残留量高于盐酸酸洗,除鳞效果较盐酸酸洗差(图7b);EPS处理卷冷轧表面O含量残留同样高于盐酸酸洗卷(图7c)。假设各工序均以O含量≥5%作为参考界限,进行成分对比分析,EPS处理卷在热轧态、EPS处理态及冷轧态3个工序的表层厚度分别为6.3、0.93、0.36 μm,而对应的盐酸酸洗卷表层厚度分别为6.5、0.64、0.23 μm,即在热轧卷氧化铁皮厚度等同的条件下,EPS处理卷较盐酸酸洗卷在EPS处理/酸洗态和冷轧态时表面残留的氧化铁皮分别多45%和57%。EPS/盐酸酸洗处理试验卷镀锌态锌层和基板界面Fe-Al抑制层处Al峰值分别为1.65%和1.99%(图7d),这与图6中表面SEM形貌检测结果一致。

图7 各生产工序表面GDS检测结果
2.3 表面粗糙度
采用EN 10049标准,测得2个实验卷EPS处理/酸洗态、冷轧态及镀锌态3个生产工序表面单位长度算术平均值和峰值数的检测结果,如图8所示。EPS处理/盐酸酸洗态值分别为2.645 μm和1.303 μm,EPS处理态表面值约是盐酸酸洗态的2倍。冷轧态时,表面值差距缩小,值随着值的降低均表现一定的升高[10]。镀锌态表面值和值基本相同,热镀锌态表面粗糙度和峰值数与轧辊表面的粗糙度和峰值数直接相关[11],与基板初始表面粗糙度关联性小。

图8 表面粗糙度Ra值和Rpc值
2.4 讨论
实际工业试制过程中,EPS处理卷镀锌表面存在约1 cm2的漏镀缺陷,漏镀缺陷实物形貌及镀锌出口在线表面检查仪拍摄形貌如图9所示,疑似因EPS处理过程中喷嘴堵塞,导致个别位置未清理掉表面氧化铁皮。表面检测仪显示,该EPS试验卷表面共计出现29次同类缺陷,已经影响到最终产品使用。
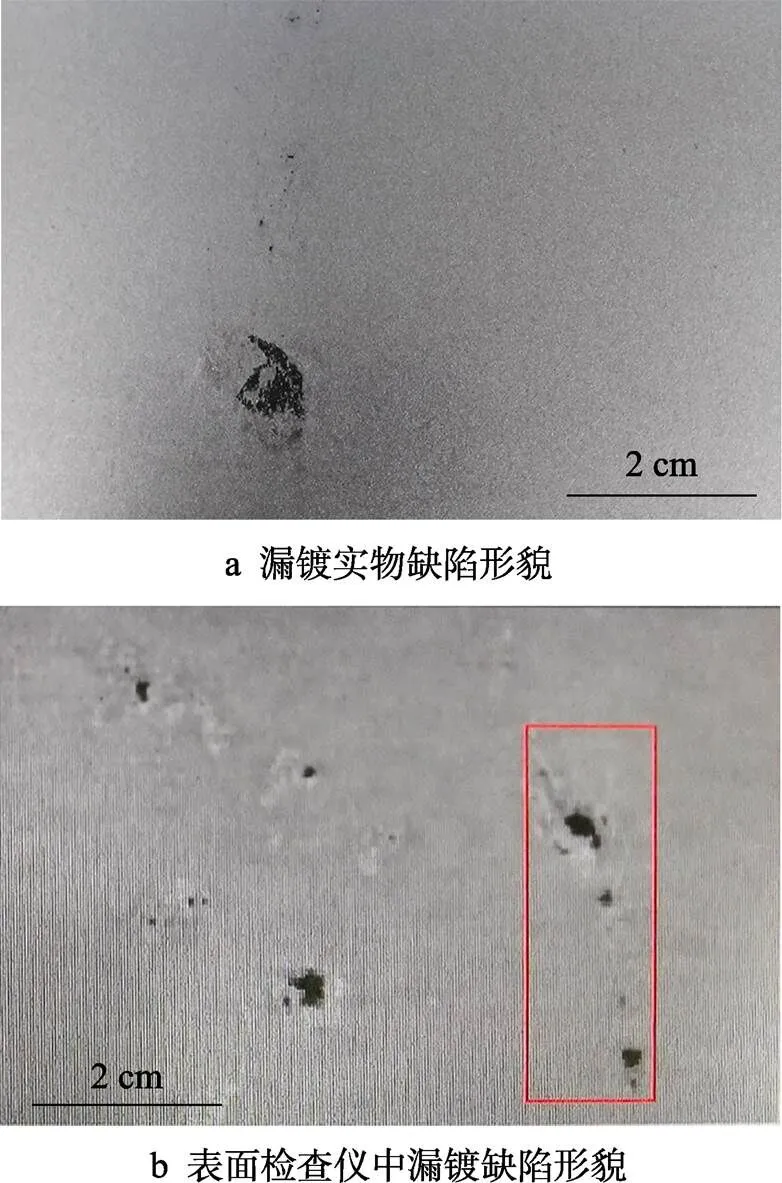
图9 漏镀缺陷形貌
EPS处理后,板面凹凸不平,呈“沟壑”状形貌;盐酸酸洗表面均匀分布残留的氧化铁皮,无外力作用到带钢表面,板面平整。这与2种除鳞方式不同有关。EPS处理采用铁砂击打钢板表面,实现物理除鳞效果,在一定应力作用下,使氧化铁皮破裂,并脱落;而盐酸酸洗属化学反应,对板面氧化铁皮的腐蚀整体均一。因此EPS处理较盐酸酸洗态表面微观形貌更粗糙,EPS处理后表面值高达2.645 μm,约是盐酸酸洗态的2倍。由EPS处理态微观表面形貌(图3)可观察到,EPS处理态表面形貌表现为明显的高低起伏特征。房鑫[5]在分析EPS处理带钢表面微观形貌时,也发现了这种表面随机分布大小凹坑和凸起的现象。冷轧态EPS板面存在由凸起碾平后引起的表面“折叠”分层(图10b),经盐酸+抑制剂溶液去锌层后,板面表现为“翘皮”状。高小丽[12]在研究双相钢表面山峰纹时发现,这种表层毛刺突起的现象轻则造成锌层厚度不均,严重时会引起锌层不连续等表观质量问题。图10为EPS处理卷表面形貌变化示意图。图10a、b分别表征了EPS处理态及对应冷轧态的截面形貌特征,当Fe-Al抑制层形成不佳,轻微时,Fe-Zn的发育抑制效果较差,Fe-Zn相过度生长(图10c),导致局部锌层厚薄不均;严重时,将造成漏镀缺陷(图10d)。

图10 EPS处理卷表面形貌示意图
EPS处理态微观表面部分区域,热轧氧化铁皮被铁砂击入基体,嵌在基板表面凹陷处,氧化铁皮与 基板接触更紧密,在热浸镀锌前的生产环节中无法 清除。而盐酸酸洗却会破坏原有表层氧化铁皮的完整性[13-14],在冷轧入口拉矫过程中,氧化铁皮会进一步脱落,所以冷轧态下盐酸酸洗卷板面露白比例高达83.6%,而EPS处理卷板面露白比例为63.5%,表明EPS工艺除鳞效果比盐酸酸洗差。EPS处理/盐酸酸洗态及冷轧态GDS检测结果表明,EPS处理卷表面残存的氧化铁皮厚度分别约为0.93 μm和0.36 μm,比盐酸酸洗卷分别厚45%和57%,进而导致图6a中板面凹陷区域热浸镀时表面Fe-Al抑制层稀疏或者无法生成Fe-Al抑制层。EPS处理卷镀锌态试样GDS检测结果表明,在锌层与基板界面处,Al峰较盐酸酸洗卷整体低17%,抑制层形成不充分,且会弱化锌层的粘附性能。胡春东[15]在研究抑制层对镀锌双相钢粘附性的影响时发现,Fe-Al抑制层颗粒越稀疏,锌层本身就越容易产生微裂纹,锌层和基板的结合也会越差。
3 结论
通过对800 MPa级热浸镀锌高强钢热轧基料开展EPS处理或盐酸酸洗、冷轧和热浸镀锌研究,结论如下:
1)EPS处理后,表面形貌呈“沟壑状”,表面值高达2.645 μm,约为盐酸酸洗卷的2倍。
2)EPS处理卷在冷轧前后的表面残留氧化层厚度分别约为0.93、0.36 μm,比盐酸酸洗卷高45%和57%。
3)EPS处理卷部分区域锌层与基体界面处的Fe-Al抑制层颗粒未充分形成,甚至未形成,抑制层处Al峰值较盐酸酸洗卷低17%。
4)EPS处理后,表面凹凸不平,冷轧时易“折叠”分层;去锌层基板表面有“翘皮”,易造成锌层厚薄不均,同时EPS处理残留氧化层较厚,且易造成氧化铁皮嵌入基体,导致锌层与基板界面Fe-Al抑制层稀疏,锌层粘附性低,甚至漏镀。
[1] YAMAGUCHI S, YOSHIDA T, SAITO T. Improvement in descaling of hot strip by hydrochloric-acid[J]. ISIJ international, 1994, 34(8): 670-678.
[2] 丁波, 陈其安, 周积智. 清除带钢表面氧化铁皮的清洁技术[C]// 第七届(2009)中国钢铁年会大会论文集(中). 北京: [出版者不详], 2009. DING Bo, CHEN Qi-an, ZHOU Ji-zhi. Clean processing technology for oxide scale removal on the hot rolled steel strip[C]// 2009 CSM Annual Meeting Proceedings. Beijing: [s. n.], 2009.
[3] 房鑫, 段明南, 杨向鹏, 等. 热轧带钢无酸除鱗技术综述[J]. 宝钢技术, 2019(1): 7-14. FANG Xin, DUAN Ming-nan, YANG Xiang-peng, et al. Development and application of acid-free descaling technology for hot-rolled strip[J]. Baosteel technology, 2019(1): 7-14.
[4] TIM Triplett. EPS vs. P&O[J]. Metal center news, 2009, 49: 20.
[5] 谭宁, 李俊. 热轧带钢免酸洗技术进展[J]. 轧钢, 2014(1): 47-50. TAN Ning, LI Jun. Development of acid free pickling technology for hot-rolled strip[J]. Steel rolling, 2014(1): 47-50.
[6] 张亚伦, 王庆国, 泮战侠, 等. 新型车架大梁钢涂装工艺研究——绿色免酸EPS表面处理钢初探[J]. 汽车实用技术, 2014(9): 86-90. ZHANG Ya-lun, WANG Qing-guo, PAN Zhan-xia, et al. Painting process study of the new chassis longeron steel—Eco pickled surface steel study[J]. Automobile technology, 2014(9): 86-90.
[7] The Material Works Ltd. EPS test reports Rev. 9[EB/OL].[2014-02]. https://www.epsprocess.com/wp-content/uploads/EPS-TEST-REPORTS-Rev-9.pdf#page=109.
[8] CHANDRA-AMBHORN S, IEAMSUPAPONG S, THANATEPONAKE V, et al. Effect of coiling temperature on the formation and pickling behaviour of tertiary scale on hot-rolled carbon steel strip[J]. Key engineering materials, 2009, 410-411: 669-676.
[9] 胡春东, 江社明, 李远鹏, 等. 抑制层和ζ-FeZn13相对热镀锌双相钢镀层附着性能的影响[J]. 钢铁研究学报, 2013, 25(7): 37-41. HU Chun-dong, JIANG She-ming, LI Yuan-peng, et al. Effect of inhibition layer and ζ-FeZn13on adhesion of dual phase steel coating[J]. Journal of iron and steel research, 2013, 25(7): 37-41.
[10] 孙霖. 镀锌产品表面粗糙度影响因素的研究[J]. 安徽冶金, 2011(3): 8-9. SUN Lin. Study on factors influencing surface roughness of hot dip galvanized products[J]. Anhui metallurgy, 2011(3): 8-9.
[11] 胡燕慧, 张浩, 滕华湘, 等.及()对无铬耐指纹热镀锌板表面性能的影响[J]. 表面技术, 2015(9): 147-151.HU Yan-hui, ZHANG Hao, TENG Hua-xiang, et al. Effect of roughness and peak count on surface properties of Cr-free anti-fingerprint hot-dip galvanized steel sheet[J]. Surface technology, 2015(9): 147-151.
[12] 高小丽, 李研, 于洋, 等. 双相钢表面山峰纹问题分析与控制[J]. 中国冶金, 2017(5): 51-54. GAO Xiao-li, LI Yan, YU Yang, et al. Analysis and control of mountain-like surface defects of dual phase steel[J]. China metallurgy, 2017(5): 51-54.
[13] 刘洋, 韩斌, 谭文, 等. 提高热轧带钢酸洗效果的探讨[J]. 武汉工程职业技术学院学报, 2013(3): 7-10. LIU Yang, HAN Bin, TAN Wen, et al. A discussion on improving the pickling effect of hot-rolled strip[J]. Journal of Wuhan Engineering Institute, 2013(3): 7-10.
[14] 曹光明, 刘小江, 薛军安, 等. 热轧带钢氧化铁皮的酸洗行为[J]. 钢铁研究学报, 2012(6): 36-41. CAO Guang-ming, LIU Xiao-jiang, XUE Jun-an, et al. Pickling mechanisms of hot-rolled steel strip[J]. Journal of iron and steel research, 2012(6): 36-41.
[15] HU Chun-dong, ZHANG Qi-fu, JIANG She-ming, et al. Effect of inhibition layer on adhesion of galvanized coating of dual phase steels[C]// Galvatech 2013 & Apgalva 2013. Beijing: Metallurgical Industry Press, 2013.
Effect of EPS Treatment on Surface Quality of Hot Dip Galvanized High Strength Steel
,,,,,
(Maanshan Iron & Steel Co, Ltd, Maanshan 243000, China)
The work aims to study the influence of EPS treatment on the surface quality and hot-dip galvanizing effect of 800 MPa grade high-strength steel. Optical microscope (OM), scanning electron microscope (SEM) and glow discharge spectrometer (GDS) were used to study the surface morphology and surface composition distribution in Eco Pickled Surface (EPS) treatment and hydrochloric acid pickling treatment, cold rolling and hot dip galvanizing. The surface of EPS treatment coil was quasi valley, while the surface of hydrochloric acid pickling state was flat. The surface roughness value of EPS treated coil was 2.645 μm, about 2 times that of the hydrochloric acid pickling coil, and the thickness of the remaining surface oxidized iron sheet was 0.93 μm, 45% higher than that of the hydrochloric acid pickling steel coil. In the cold-rolled state, the surface of the EPS treatment coil was flattened, and the surface whiteness of the substrate was about 63.5%, 20.1% lower than that of hydrochloric acid pickling. The residual oxidized iron thickness of EPS treatment coil was 0.36 μm, 57% thicker than that of hydrochloric acid pickling steel coil. Under the condition of hot dip galvanization, there were pores of 3~5 μm in the grain boundary of zinc coil treated with EPS, and the surface was prone to plating leakage defects of about 1 cm in size. After the zinc layer on the surface was removed, the substrate surface treated with EPS was up-warped. For the inhibition layer, the particles of Fe-Al inhibition layer at the interface were not fully formed, or even not formed. GDS result showed that Al peak value at inhibition layer was 17% lower than that of hydrochloric acid pickling coil. After treatment with EPS, the surface is uneven, and it is easy to fold layer during cold rolling. After removal of the zinc layer, the substrate surface is up-warped and is easy to cause uneven thickness of zinc layer. At the same time, the surface treated by EPS has a thick residual oxidation layer and tends to cause the iron oxide scale to be embedded in the substrate, leading to sparse Fe-Al inhibition layer between the zinc-layer and the substrate interface, which resulted in low adhesion of the zinc layer and even plating leakage.
EPS; hot dip galvanized; high strength steel; folding surface; surface up-warping; plating leakage
2019-11-07;
2020-04-27
MA Er-qing (1989—), Male, Master, Engineer, Research focus: development of hot dip galvanized high strength steel products. E-mail: erqingma@163.com
马二清, 崔磊, 彭梦都, 等. EPS处理对热浸镀锌高强钢表面质量的影响[J]. 表面技术, 2020, 49(6): 352-358.
TG174.4
A
1001-3660(2020)06-0352-07
10.16490/j.cnki.issn.1001-3660.2020.06.043
2019-11-07;
2020-04-27
马二清(1989—),男,硕士,工程师,主要研究方向为热镀锌高强钢产品开发。邮箱:erqingma@163.com
MA Er-qing, CUI Lei, PENG Meng-du, et al. Effect of EPS treatment on surface quality of hot dip galvanized high strength steel[J]. Surface technology, 2020, 49(6): 352-358.
猜你喜欢
中南大学学报(自然科学版)(2022年6期)2022-08-01
安徽工业大学学报(自然科学版)(2022年2期)2022-04-16
粉末冶金技术(2021年1期)2021-03-29
中学生博览(2018年21期)2018-11-19
化学教学(2017年9期)2017-10-19
财经国家周刊(2017年13期)2017-07-12
烹调知识(2016年11期)2016-10-31
科学中国人(2016年36期)2016-02-05
佛山陶瓷(2015年3期)2015-06-30
表面工程与再制造(2014年2期)2014-02-27