
校企合作下实训教学探析
2020-06-22 08:35青岛港湾职业技术学院张桂君吴瑞凯
河北农机 2020年5期
青岛港湾职业技术学院 张桂君 吴瑞凯
引言
近年来校企合作实训模式探索得到了长足的发展与推进,但校企实训课程建设还有待进一步提升,校企实训课程改革还需要不断探索。本文主要以车、钳、铣工实训为例,将企业零件直接用于车工实训课堂,把企业所需产品直接揉进课堂教学,实现真正的对接企业产品,从实训模块、技能操作、工件检测环节进行系统化教学,采用这样的模式会取得较好的实训效果,能更好地满足社会对人才的需求。
1 实训课程实施过程
1.1 零件加工分析
零部件如图1 示:
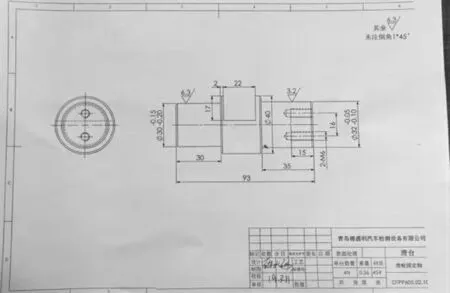
图1 校企合作零件图
此零件有车工实训内容:车削零件端面、粗精车削外圆、车削台阶;钳工实训内容有划线、钻孔、攻丝;铣工内容有工件装夹、铣工铣槽等加工内容。
从零件分析看,此零件是很典型的加工零件,而且包含钳工、车工、铣工的工作内容,学生能更加全面地掌握各个工种的操作技能,能力和素质能得到全面提升。
1.2 实训实施方案
此零件首先安排在车工实训过程中,根据车工实训教学目标,实训环节按照加工工艺安排工艺如下:车削工件两端面控制工件的长度94±0.1;粗车台阶轴一端Φ33±0.1X34±0.1;粗车台阶另轴一端Φ31±0.1X29±0.1;精车工件两端面控制总长93±0.1;精车台阶轴一端Φ32X35±0.1;精车台阶轴一端Φ30X35±0.1;倒角Φ40、Φ30、Φ30 各1X45 度。
第二步安排钳工实训,根据钳工实训教学目标,实训环节按照加工工艺安排如下:根据图纸要求划线、打中心样冲、选择装夹夹具、钻孔、攻螺纹、去毛刺。
最后环节安排铣工实训,根据铣工实训教学目标,实训环节按照加工工艺安排如下:选择合理的装夹工具、选择合理的加工参、选择刀具、制定合理的加工方案。
这样安排主要是从工艺性、合理性上进行的,车工内容加工环节快,而且车工加工内容从实训开始就可以直接上手,能很好地满足后续钳工实训的需求,因为铣工加工相对车钳来说加工时间较长,所以安排在最后。
在整个实训过程中把加工工艺的每一步变换成实训的每一个实训内容,包含检测环节,做到实际意义上的生产加工,真正做到了产教融合。
1.3 实训检测
在整个实训过程中,游标卡尺和千分尺是常用的量具。在使用过程中,有很多同学不能正确测量出零件的准确值。在传统教学过程中,有的尺寸测量不准,只是在相应的尺寸中扣掉相应的分值,如果在校企合作中出现同学测量不准的情况,直接导致的后果就是零件成了废品。
针对这种现象,在实训过程中要求学生首先要有质量意识,让学生明白尺寸在实际生产和教学评分中是有着本质区别的。在每一个实训任务中都有尺寸测量内容,这样不但能保证尺寸,还能提高学生的测量水平,学生会更加用心、用更高地标准去提高工件的加工质量。
2 教学效果
企业零件进入高职实训教学,直接打破原有的传统意义上的实训教学,实训课程学生不喜欢,不想学,不爱动手,学生的学习兴趣对实训教学效果尤为重要。现在的实训教学方式,教学、功能上贴合企业的实际,极大程度地改变教学方法,激发了学生的学习积极性,学生的操作能力和职业素养有了更高的标准,将理论实际操作与企业生产有效结合起来,提高了学生的学习兴趣和动手能力,让教学更加贴近企业,更能满足社会需求,更好地服务区域经济,进而达到很好的教学效果。
3 结语
校企零件纳入实训教学,不仅仅对学生要求提高了,备课和指导过程也对老师提出更高的要求,对其教学水平的提高有很大的帮助。校企合作模式下实训教学探析模式也是必然的改革,是真正意义上的产教融合,这种教学模式探析对人才培养的效果会更好,更能极大限度地满足企业对人才的需求。
猜你喜欢
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
内燃机与配件(2022年2期)2022-01-17
内燃机与配件(2022年2期)2022-01-17
智能制造(2021年4期)2021-11-04
建材发展导向(2020年3期)2020-11-28
数码设计(2020年6期)2020-10-13
杭州电子科技大学学报(自然科学版)(2020年3期)2020-06-08
报刊精萃(2019年5期)2019-11-13
现代职业教育·中职中专(2018年3期)2018-05-14
